1
Изобретение относится к области обработки металлов давлением, в частности, к способу индикации, используемому при прокатке изделий.
Известен способ индикации сварного шва при холодной прокатке, при котором на полосу наносят метки о местоположении сварного шва быстросохнушим лаком и считывают их контактным датчиком 1.
Недостатком известного способа индикации шва является низкая надежность получения информации о положении шва из-за некачественного нанесения метки, разрушения ее при сматывании, транспортировке иразматывании рулонов вследствие проскальзывания витков друг относительно друга. Кроме того, нарушение контакта датчика с полосой из-за ее вибрации, наличия на ней поверхностных дефектов и нестравленных участков окалины может привести к ложным срабатываниям системы индикации.
Целью настояшего изобретения является повышение надежности индикации сварных швов.
Цель достигается тем, что в способе индикации сварного шва при холодной прокатке, при котором на полосу наносят метки о местоположении сварного шва и считывают их датчиком, нанесение меток осуществляют путем создания на полосе местных напряжений растяжения или сжатия, а для считывания используют бесконтактный датчик- контроля напряжений в металле. При этом метки наносят в виде прямоугольника в количестве не менее двух.
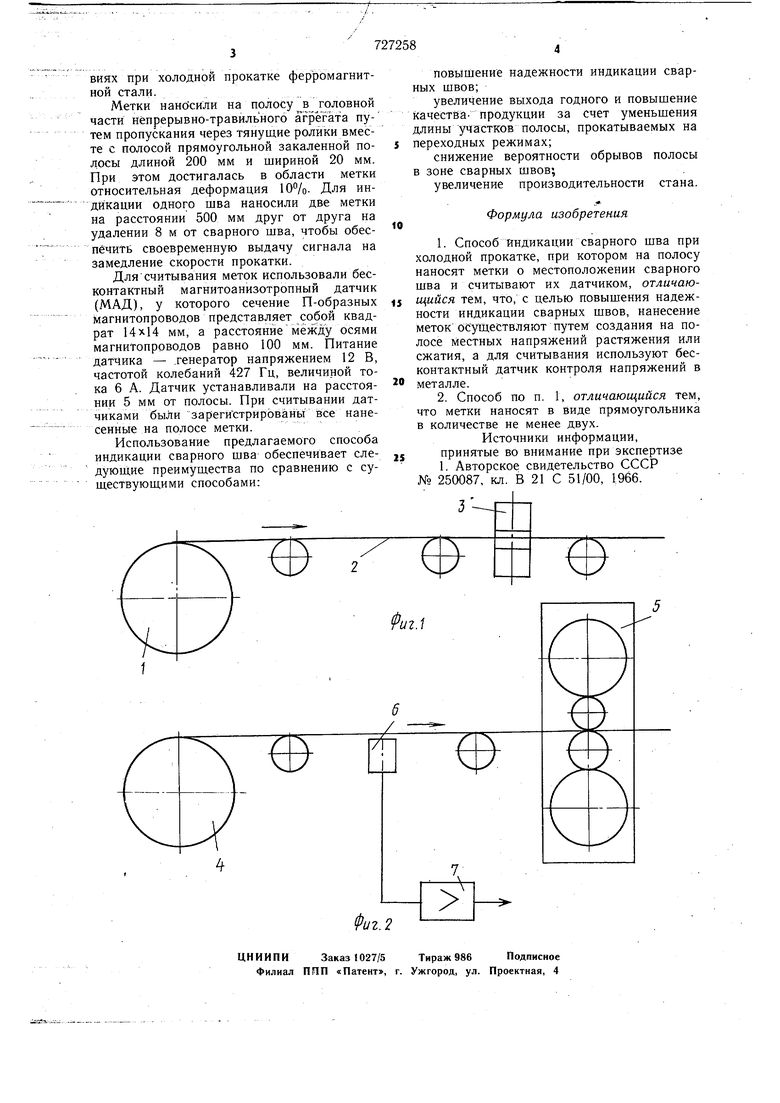
На фиг. 1 изображена схема нанесения метки на полосу; на фиг. 2 - схема считывания метки с движущейся полосы.
В головной части непрерывно-травильного агрегата после размйтывателя 1 на полосу 2 с помощью приспособления 3 наносят метку в виде прямоугольника на определенном расстоянии от сварного шва.
Для считывания меток с полосы 2, движущейся от разматывателя 4, перед рабочей клетью 5 устанавливают бесконтактный датчик 6 контроля напряжений в металле, сигнал с которого при прохождении метки поступает через электронный блок 7 в систему управления прокатным станом.
Пример. Способ индикации сварного щва был опробован в промышленных уело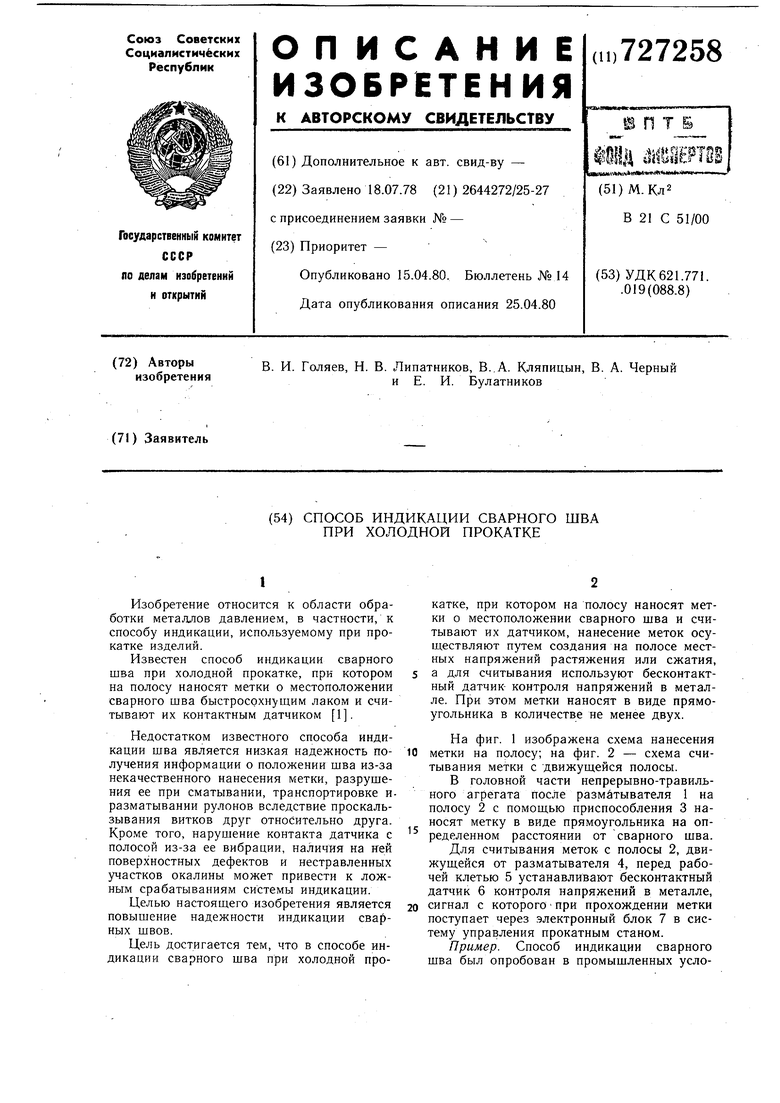
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ индикации сварного шва при холодной прокатке | 1982 |
|
SU1061880A1 |
| Способ обнаружения сварного шва при холодной прокатке полос | 1979 |
|
SU865472A1 |
| Устройство для определения и фиксации положения сварного шва | 1989 |
|
SU1708468A1 |
| ЛТЕНТОО- . TfcXHH4Fft^Aa iБИБЛИОТЕКА | 1969 |
|
SU250087A1 |
| Способ индикации сварного шва при холодной прокатке полосы | 1978 |
|
SU716658A1 |
| Устройство для регистрации сварныхшВОВ пРи пРОизВОдСТВЕ ХОлОдНОКАТАНыХлиСТОВ | 1976 |
|
SU845908A2 |
| Способ подготовки полосы со сварными швами к прокатке | 1983 |
|
SU1079317A1 |
| Способ измерения удлинения изделия и устройство для его осуществления | 1980 |
|
SU922496A1 |
| Способ непрерывной холодной прокатки полос со сварными швами | 1987 |
|
SU1447437A1 |
| АВТОНОМНОЕ МОБИЛЬНОЕ УНИВЕРСАЛЬНОЕ УСТРОЙСТВО, ОБЕСПЕЧИВАЮЩЕЕ ОДНОВРЕМЕННО СЧИТЫВАНИЕ ШТРИХОВЫХ КОДОВ И RFID-МЕТОК И ОДНОВРЕМЕННУЮ ФИКСАЦИЮ РЕАЛЬНОГО ВРЕМЕНИ И ГЕОГРАФИЧЕСКИХ КООРДИНАТ МЕСТА СКАНИРОВАНИЯ | 2014 |
|
RU2580989C1 |
