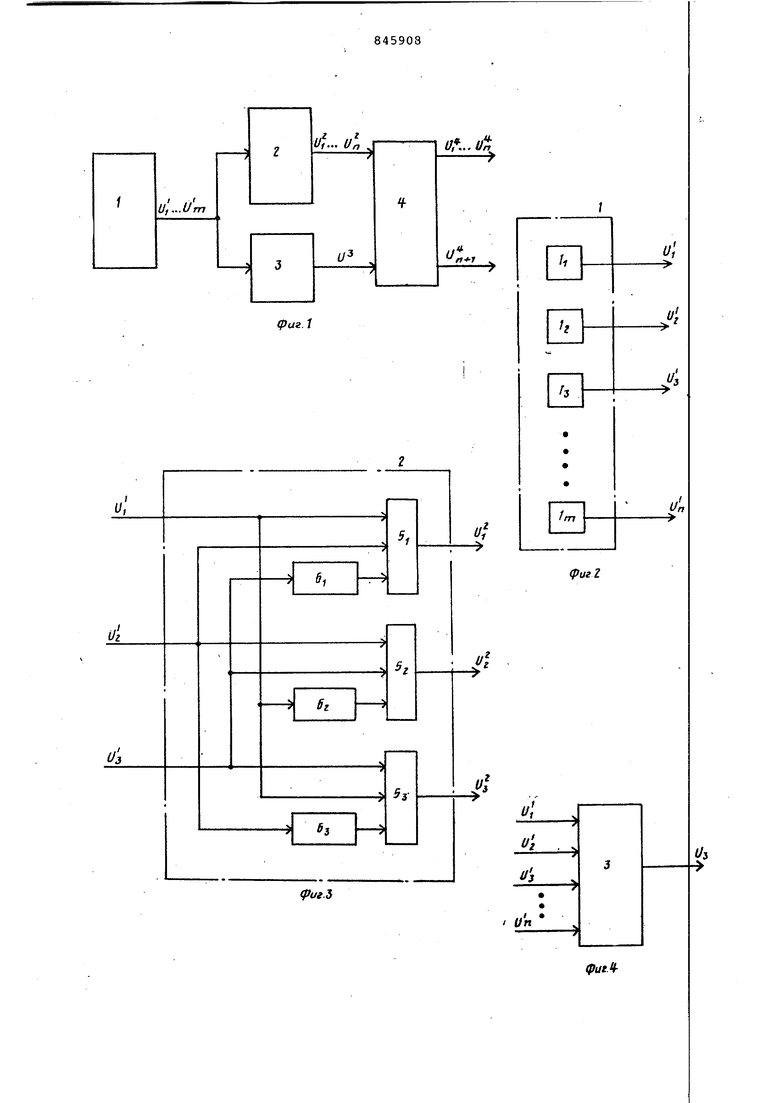
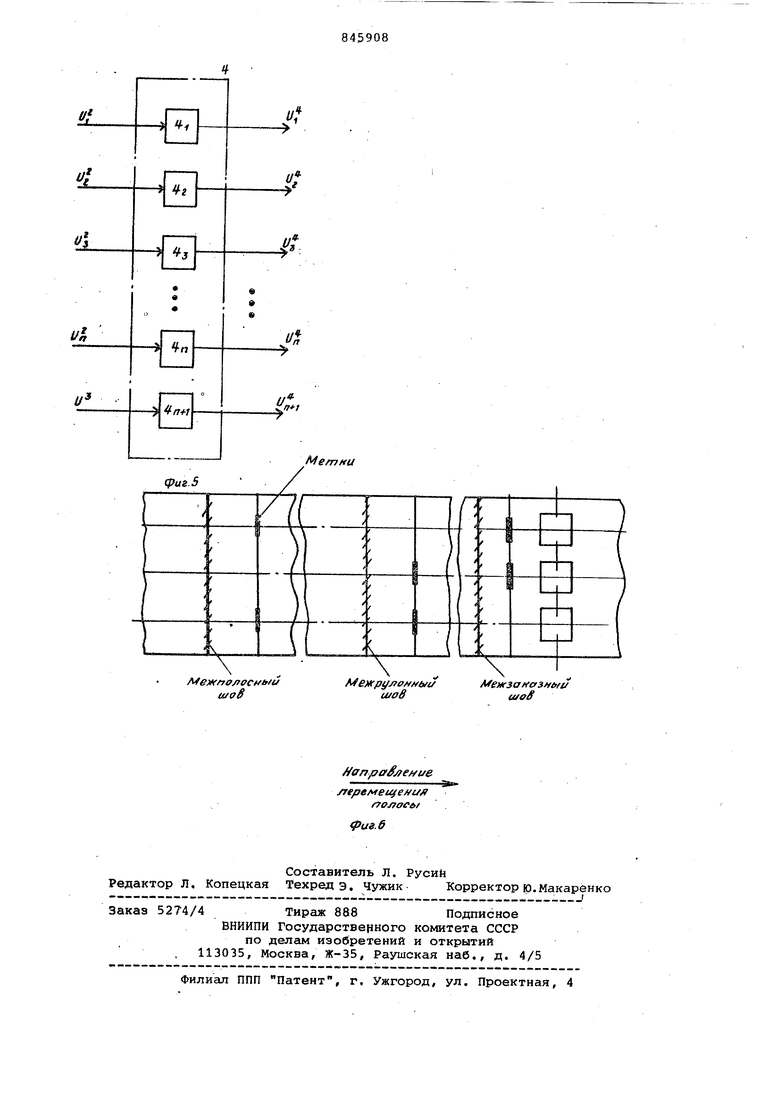
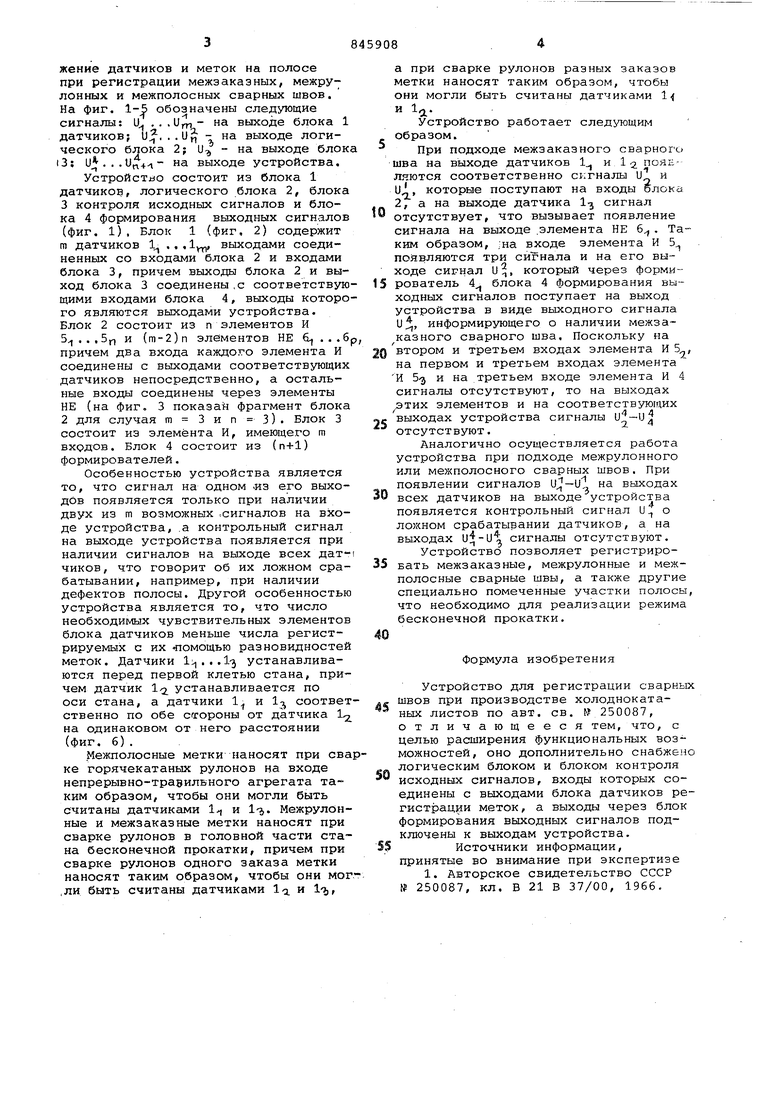
Изобретение относится к автоматике в металлургической промышленности, в частности к устройсвам регист)ации и контроля металла в процессе прокатки. По основному авт. св. № 250087 известно устройство для контактной индикации сварного шва на станах холодной прокатки,содержащее датчик регистрации метки, предварительно нанесенной на полосу, и формировател выходного сигнала tilОднако это устройство, позволяя регистрировать наличие сварного шва, не предусматривает распознавание тип шва (межзаказный, межрулонный, межпо лосньой) и других специально помеченных участков полосы, что необходимо для реализации режима бесконечной прокатки. При бесконечной прокатке регистрация межзаказных сварных швов соединяющих рулоны разных заказов, необходима для замедления стана при переходе на новый заказ. Регистрация межрулонных сварных швов,, соединяющ рулоны одного заказа, необходима дл замедления стана при резе полосы в конце рулона, а регистрация межполосных сварных швов, соединяющих полосы одного рулона, необходима дл замедления стана при пропуске сварного шва на участке клетей. Межпр осные сварные швы образуются при свсрке горячекатаных полос на входе н«прерывно-травильного агрегата, а межрулонные и межзаказные сварные швы - при сварке рулонов в головюй части стана при бесконечной прокатке, Цель изобретения - расширение функциональных возможностей (в регистрации межзаказных, межрулонных и межполосных сварных швов, а также других специально помеченные участков полосы). указанная цель достигается тем, что устройство для регистрации свгрных швов при производстве холоднокатаных листов, содержащее блок датчиков и блок формирования выхо; ных сигналов, дЬполнительно снабжено логическим блоком и блоком контро;я исходных сигналов, входы которых соединены с выходами блока датчике в регистрации меток, а выходы через блок формирования выходных сигналс|в подключены к выходам устройства. На фиг. 1 представлена функциональная схема устройства; на фиг.2 функциональные схемы отдельных блс ков устройства; на фиг. б - pacno;joжение датчиков и меток на полосе при регистрации межзакаэных, межрулонных и межполосных сварных швов. На фиг. 1-5 обозначены следующие сигналы: Ll . . .U,ri на выходе блока 1 датчиков; U, ..U - на выходе логического блока 2; U - на выходе блок 13: ...и„4-1 выходе устройства. Устройство состоит из блока 1 датчиков, логического блока 2, блока 3 контроля исходных сигналов и блока 4 формирования выходных сигналов (фиг. 1), Блок 1 (фиг, 2) содержит m датчиков 1 ... 1у выходами соединенных со входами блока 2 и входами блока 3, причем выходы блока 2 и выход блока 3 соединены ,с соответствую щими входами блока 4, выходы которо го являются выходами устройства. Блок 2 состоит из п элементов И 5.,. и (m-2)n элементов НЕ 6 , , .б причем два входа каждого элемента И соединены с выходами соответствующих датчиков непосредственно, а остальные входы соединены через элементы НЕ (на фиг, 3 показав фрагмент блока 2 для случая m 3 и п 3). Блок 3 состоит из элемента И, имеющего m вхрдов. Блок 4 состоит из (п+1) формирователей. Особенностью устройства является то, что сигнал на одном -из его выходов появляется только при наличии двух из m возможных ,сигналов на входе устройства, .а контрольный сигнал на выходе устройства появляется при наличии сигналов на выходе всех датчиков, что говорит об их ложном срабатывании, например, при наличии дефектов полосы. Другой особенностью устройства является то, что число необходимых чувствительных элементов блока датчиков меньше числа регистрируемых с их помощью разновидностей меток. Датчики 1.- . , Л- устанавливаются перед первой клетью стана, причем датчик 1 устанавливается по оси стана, а датчики 1 и 1 соответ ственно по обе стороны от датчика 1 на одинаковом от него расстоянии (фиг. б). Межполосные метки наносят при сва ке горячекатаных рулонов на входе непрерывно-травильного агрегата таким образом, чтобы они могли быть считаны датчиками , и l-j. Межрулонные и межзаказные метки наносят при сварке рулонов в головной части стана бесконечной прокатки, причем при сварке рулонов одного заказа метки наносят таким образом, чтобы они мог ,ли быть считаны датчиками . и l-j,. а при сварке рулонов разных заказов метки наносят таким образом, чтобы они могли быть считаны датчиками 1 и 1. Устройство работает следующим образом. При подходе межзаказного сварного шва на выходе датчиков 1 и 12. ПОЯЕляются соответственно сигналы ul и которые поступают на входы ёлока 2, а на выходе датчика 1 сигнал отсутствует, что вызывает появление сигнала на выходе .элемента НЕ 6. Таким образом, ;на входе элемента И 5 появляются три сигнала и на его выходе сигнал и, который через формирователь 4 блока 4 формирования выходных сигналов поступает на выход устройства в виде выходного сигнала и, информирующего о наличии межзаказного сварного шва. Поскольку на втором и третьем входах элемента И 5 , на первом и третьем входах элемента И 5-3 и на третьем входе элемента И 4 сигналы отсутствуют, то на выходах этих элементов и на соответствующих выходах устройства сигналы U-U отсутствуют. Аналогично осуществляется работа устройства при подходе межрулонного или межполосного сварных швов. При появлении сигналов UjJ-и на выходах всех датчиков на выходе устройства появляется контрольный сигнал и о ложном срабатывании датчиков, а на выходах сигналы отсутствуют. Устройство позволяет регистрировать межзаказные, межрулонные и межполосные сварные швы, а также другие специально помеченные участки полосы, что необходимо для реализации режима бесконечной прокатки. Формула изобретения Устройство для регистрации сварных швов при производстве холоднокатаных листов по авт. ев, f 250087, отличающееся тем, что, с целью расширения функциональных возможностей, оно дополнительно снабжено логическим блоком и блоком контроля исходных сигналов, входы которых соединены с выходами блока датчиков регистрац11и меток, а выходы через блок формирования выходных сигналов подключены к выходам устройства. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 250087, кл. В 21 Б 37/00, 1966.
Метни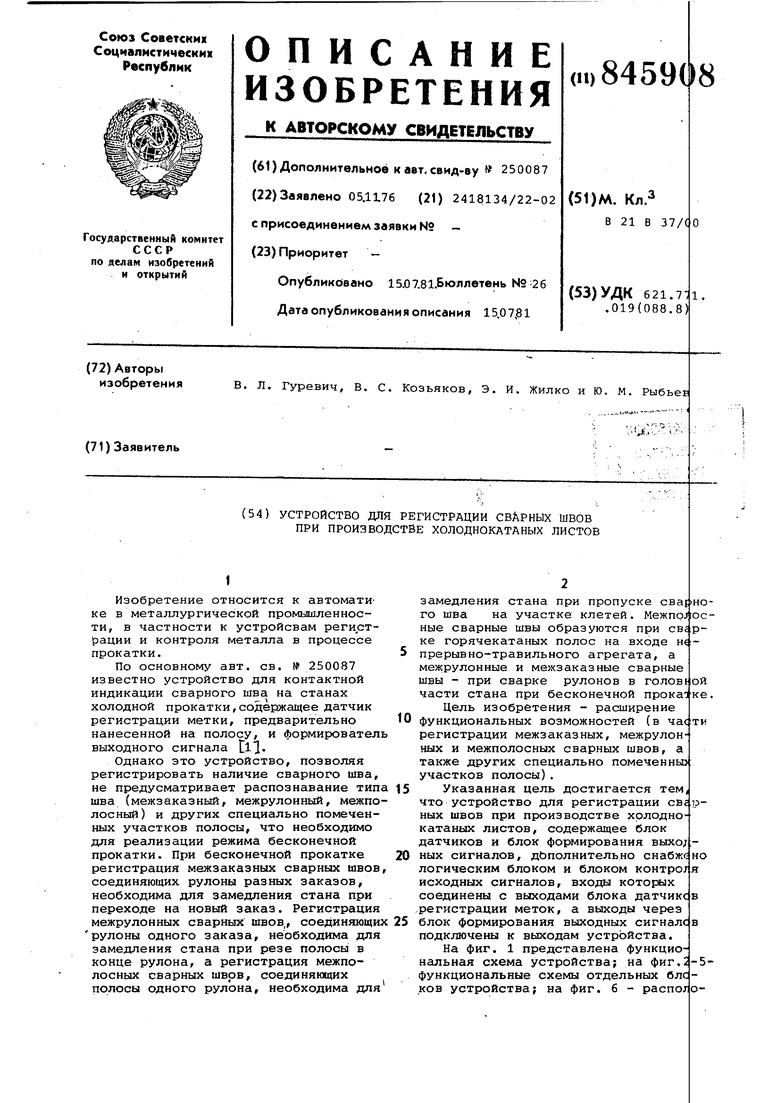
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для регистрации сварныхшВОВ HA НЕпРЕРыВНОМ CTAHE ХОлОдНОйпРОКАТКи | 1979 |
|
SU820949A2 |
| Устройство для регистрации сварных швов | 1977 |
|
SU670353A1 |
| Устройство для управления непрерывным станом холодной прокатки | 1977 |
|
SU679271A1 |
| Устройство для управления летучими ножницами при резе полосы в конце смотки рулона на стане бесконечной прокатки | 1981 |
|
SU1237330A1 |
| Устройство для регистрации сварных швов на непрерывном стане холодной прокатки | 1978 |
|
SU776683A2 |
| Устройство для контроля положения сварных швов полосы на непрерывном агрегате производства проката | 1978 |
|
SU990356A1 |
| Устройство для автоматического сопровождения сварных швов и останова реверсивного прокатного стана | 1977 |
|
SU743739A1 |
| Устройство для регистрации сварных швов на агрегате производства холодного проката | 1978 |
|
SU778841A1 |
| Устройство управления резом сварных полос на непрерывном агрегате | 1976 |
|
SU662286A1 |
| Устройство для управления резом сварных полос на непрерывном агрегате | 1978 |
|
SU747632A1 |