I
Изобретение относится к металлургии, а |1менно к листопрокатному производству, и может найти применение для своевременного замедления стана при пропуске участка полосы со сварным швом.
Известен способ обнаружения сварного шва, основанный на том, что зона сварки стыков рулонов имеет большую твердость по сравнению с основным металлом и отличается от основного металла магнитными свойствами 11.
Однако этот способ применим только на ферромагнитных марках сталей.
Известен также способ контактной индикации сварного шва на станах холодной прокатки, заключаюшяйся в том, что метки на полосу наносят быстросохнушим лаком, которые потом считывают с помощью контактного электрода 2.
Однако в данном способе возможны ложные срабатывания датчика из-за наличия на полосе дефектов, некачественно травленных участков, разрушения метки при уплотнении витков в рулоне в начале прокатки.
Известен способ индикации сварного шва, I заключа5р1цийся в том, что для обнаружения шва применяется метка в виде круглого отверстия (диаметром до 5 мм на удалении от кромки полосы до 10 мм), которая считывается с помощью фотоследящего устройства 3).
Недостаток известного способа в том, что отверстие, являясь концентратором напряжений, может приводить к нарушению сплошности металла на участке между отверстием и кромкой, что создает дополншельную опасность обрыва полосы на зтом участке.
Цель изобретения - повышение надежности шва за счет снижения концентрации напряжений в околошовной зоне Полосьь
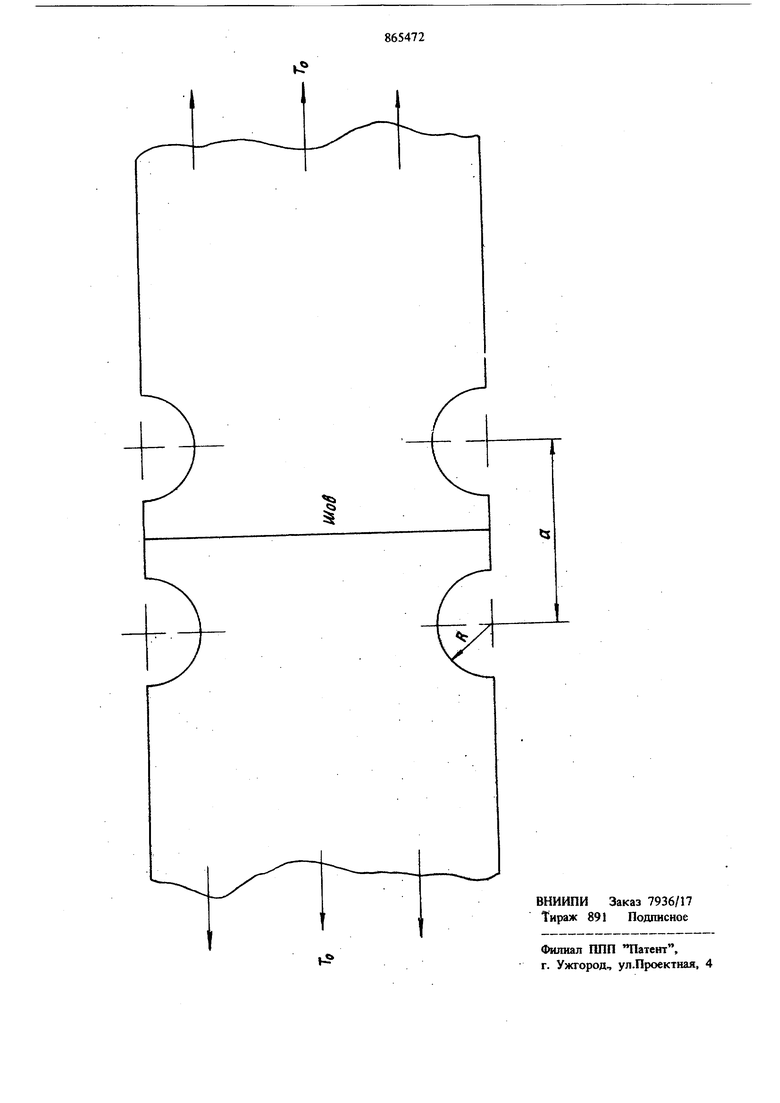
Поставленная цель достигается тем, что согласно способу обнаружения сварного шва, включающему нанесение на кромку полосы сквозных меток (перфорации) и обнаружение их фотоследящим ус1гройством, метки наносят в виде полукруговых вырезов, которые располагак)т по обе стороны от сварного шва.
Преимущество предлагаемого способа состоит в том, что полукруговые вырезы ие создают дополнительной опасности, а напротив, уменьшают действие концентрации растягивающих напряжений на участке между вырезами, повышая тем самым надежность сварных
UIBOB.
На чертеже представлена полоса с парными полукруговыми вырезами.
Изготовление вырезов производится непосредственно в сварочных машинах или на отдельной установке после операции получения сварного шва.
Пример. Опробование предлагаемого способа проводилось на стальной полосе толщиной 2,5 мм, шириной 500 мм. Полукруговые вырезы изготовлялись на промышленной установке в линии иепрерывного травления полос цеха М 2 Новолипецкого металлургического завода. Радиус вырезов (Я) 25 мм расстояние между центрами вырезов (о) 65мм В качесгве осветителя использовали электрическую лампочку с направленным пучком света. Регистрацию светового потока при прохождений вырезов производили с помощью 2-х .фотодиодов ФД-5, установленных на расстоянии 65 мм друг от Друга, т.е. на удалении центров вырезов.
Электрической схемой предусмотрено наличие электрического сигнала на регистрирующем приборе в случае одновременного засвечивания двух фотодиодов.
Предлагаемый способ обеспечивает высокую надежность шва при качественной его индикации. Объектом изобретения могут быть прокатные станы и другие агрегаты непрерывного действия при производстве любых марок сталей.
Формула изобретения
Способ обнаружения сварного шва при холодной прокатке полос путем нанесения на кромку полосы сквозных меток (перфорации) и обнаружения их фотоследящим устройством, отличающийся тем, что, с целью повышения надежности шва за счет снижения концентрации напряжений в зоие меток, метки наносят в виде полукруговых вырезот на кромках, которые располагают по обе стороны от сварного шва.
Источники информации, принятые во внимание при экспертизе
1.Реферативный журнал Металлургия, 1976, N 4, 4 Д 328.
2.Авторское свидетельство СССР № 250087, кл. В 21 С 51/00, 1966.
3.Лифшиц Л. А. Автореферат кандидатской диссертаций. Днепропетровск, 1973, с. 18.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ индикации сварного шва при холодной прокатке полосы | 1978 |
|
SU716658A1 |
| Способ подготовки полосы со сварными швами к прокатке | 1983 |
|
SU1079317A1 |
| Способ индикации сварного шва при холодной прокатке | 1978 |
|
SU727258A1 |
| Устройство для определения и фиксации положения сварного шва | 1989 |
|
SU1708468A1 |
| Способ подготовки полосы со сварными швами к прокатке | 1987 |
|
SU1470371A1 |
| ЛТЕНТОО- . TfcXHH4Fft^Aa iБИБЛИОТЕКА | 1969 |
|
SU250087A1 |
| Устройство для регистрации сварныхшВОВ пРи пРОизВОдСТВЕ ХОлОдНОКАТАНыХлиСТОВ | 1976 |
|
SU845908A2 |
| Способ прокатки полосы | 1980 |
|
SU908452A1 |
| Способ индикации сварного шва при холодной прокатке | 1982 |
|
SU1061880A1 |
| Способ прокатки полос | 1981 |
|
SU952391A1 |