Изобретение относится к машиностроению, в частности к фиксации сварных швов на прокате. Известен способ индикации сварного шва при холодной прокатке, при котором На полосу наносится метки расположения сварного шва путем нагрева и охлаждения этих мест с последующим считыванием меток бесконтактным датчиком 1. Однако при. нанесении меток в местах нагрева возможно повреждение поверхности полосы из-за окисления или оплавления металла. Целью изобретения является повышение надежности индикации сварных швов. Цель достигается тем, что согласно способу индикации сварного шва при холодной прокатке, при котором на стальную полосу наносятся метки о расположении еварного шва путем нагрева и охлаждения этих мест с последующим считыванием меток бесконтактным датчиком, нагрев полосы в месте нанесения метки ведется выше точки Кюри с одновременным помещением полосы в магнитйое поле постоянной величины и направления с последующим интенсивньщ охлаждением в этом магнитном поле. При этом метки наносят в виде прямоугольных штрихов или в виде круглых площадок поперек всей полосы в количестве не менее двух. На фиг. 1 .показана схема нанесения метки- На фиг. 2 - схема считывания метки с движущейся полосы. Устройство для индикации состоит из разматывателя 1, полосы 2 проката, проходящего через устройство 3 нанесения меток. Устройство содержит электромагнит 4 нанесения .меток, нагреватель 5 (например, индуктор) и охлаждающий (душирующи 1) узел 6. 1 80 Для считывания меток с полосы 2, движущейся от разматывателя 7, перед рабочей клетью 8 стана установлен бесконтактный (индуктивный) датчик 9 индикации магнитных меток, нанесенных на стальной полосе. Сигнал с выхода датчика 9 через электронный блок 10 подается в систему управления. Индикация сварного щва осуществляется следующим образом. В головкой части непрерывного травильного агрегата после разматывателя .1 на полосу 2 с помощью устройства 3 наносится магнитная метка. Это достигается путем Нагрева индуктором 5 места индикации в магнитном поле электромагнита- 4 постоянного тока и последующего интенсивного охлаждения душирующим узлом 6. Таким образом достигается закалка места индикации с одновременной фиксацией магнитной метки. Считывание нанесенных меток сполосы 2, движущейся от разматывателя 7 к рабочей клети 8 стана, производится с помощью бесконтактного (индуктивного) датчика 9, причем датчик реагирует на магнитную метку на полосе через воздушный зазор (20 мм). Сигнал с выхода датчика подается через электронный блок 10 в систему управления станом для изменения скоростных ре жимов. Эффективйость способа индикации сварного шва достигается повышением качества и надежности индикации, что позволяет уменьшить длину частков полосы, прокатанных при переходных режимах стана, а также значительно снизить обрывность полосы в зоне сварного шва за счет своевременной выдачи команды на торможение стана перед прохождением шва.
t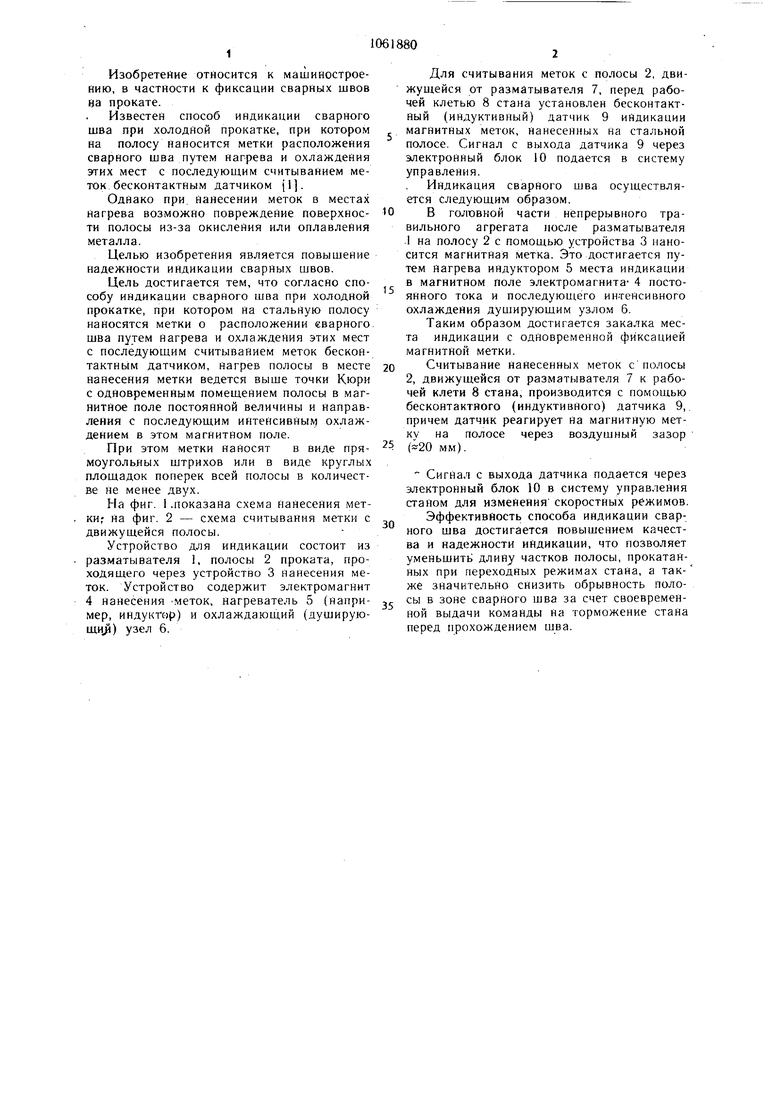
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ индикации сварного шва при холодной прокатке | 1978 |
|
SU727258A1 |
| ЛТЕНТОО- . TfcXHH4Fft^Aa iБИБЛИОТЕКА | 1969 |
|
SU250087A1 |
| Устройство для определения и фиксации положения сварного шва | 1989 |
|
SU1708468A1 |
| СПОСОБ ХОЛОДНОЙ ПРОКАТКИ СТАЛЬНЫХ ПОЛОС | 2011 |
|
RU2463115C1 |
| Способ обнаружения сварного шва при холодной прокатке полос | 1979 |
|
SU865472A1 |
| Устройство для регистрации сварныхшВОВ пРи пРОизВОдСТВЕ ХОлОдНОКАТАНыХлиСТОВ | 1976 |
|
SU845908A2 |
| СПОСОБ ИНДИ'КАЦИИ СВАРНОГО ШВА И КОНЦА ПОЛОСЫ НА СТАНАХ ХОЛОДНОЙ ПРОКАТКИ | 1970 |
|
SU271476A1 |
| Способ индикации сварного шва при холодной прокатке полосы | 1978 |
|
SU716658A1 |
| Способ подготовки полосы со сварными швами к прокатке | 1983 |
|
SU1079317A1 |
| Способ прокатки полос | 1981 |
|
SU952391A1 |

1. СПОСОБ ИНДИКАЦИИ СВАРТГОГО ШВА ПРИ ХОЛОДНОЙ ПРОКАТКЕ, при котором не стальную полосу износятся метки о расположении сварйого шва путем нагрева и охлаждения этих мест г последующим считыванием меток бесконтактным датчиком, отличающийся тем, что, с целью повышения надежности индикации сварных швов, нагрев полосы в месте нанесения метки ведется выше точки Кюри с одновременным помещением полосы в магнитное поле постоянной величины и направления с последующим интенсивным охлаждением в этом магнитном поле. 2.Способ по п. 1, отличающийся тем, что метки наносят в виде прямоугольных штрихов поперек всей полосы в количестве не менее двух. 3.Способ, по п. 1, отличающийся тем, что метки наносят в виде круглых площадок поперек всей полосы в количестве яе менее двух. 2 а СХ) 00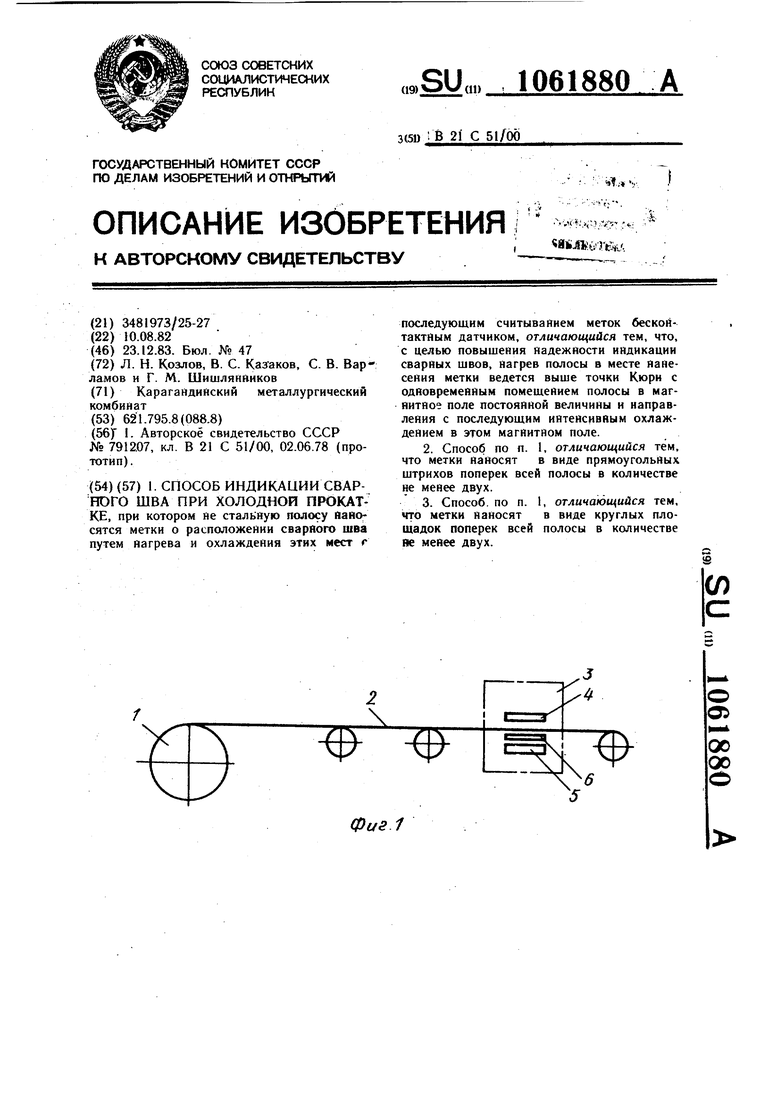
фиг 2
| I | |||
| Приспособление к фрезерному станку для нарезания комплектных болторезных плашек | 1926 |
|
SU7912A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
