Изобретение относится к области сборочно-клепальных работ. Известен способ кдапки закяепсж с Эпектронагревом, при котором через заклепку, установленную в пакете из разнородных материалов пропускают электри ческий ток с прследукядим формообразованием замыкаклцей головки 1} . Известный способ позволяет получить несколько более высокую температуру в зоне замыкающей хчаповки заклепки за счет применения электрода-пуансона, нэ готовленного в месте клепки из материала с более высоким электрическим сопротивлением и имеющим более высокую точку плавления. Однако проведенные исследования показали, что температуры в зове образования замыкакнцей головки заклепки за счет замены медного 9лек:трода-.пуаксона на электрод-пуансон с молибденовым наконечником составляет всего 40 С при этом потребная мощность для norfyчения той же температуры горячего дефор мирования, которую позволяет получить медный электрод, возрастает на 22%. Цель изобретения - обеспечение клепки пакета, один из материалов которого композиционный, и повыцёние качества клепки. /у --,. Цель достигается тем, что, по предлагаемому способу электрический ток пропускают частично через заклепку, а частично через дополнительные токопроводы в виде элементов соединения, по крайней мере через один, например металлические детали пакета со стороны закладной и замыкающей головок заклепки, бояты шю другие заклепки пакета, после чего разветвленные потоки электрического тока суммируют на выходе заклепки из соединения в зоне образования замыкающей головки. Электрический ТОК суммируют таким образом, что через выступающую из пакета часть заклепки пев замыкакядую головку проходит суммарный ток, который равен;
3727
s- 3 f i где ЗУ - суммарная сила тока, прохрдя щёго через выступающую, част
заклепки;
D - сила тока, проходящего через часть той Же заклепки, расположенной в .соединении; О - сила тока, Проходящего параллельно через дополнителы ай токопровоц;
V - Количество дополнительных токопроводов,
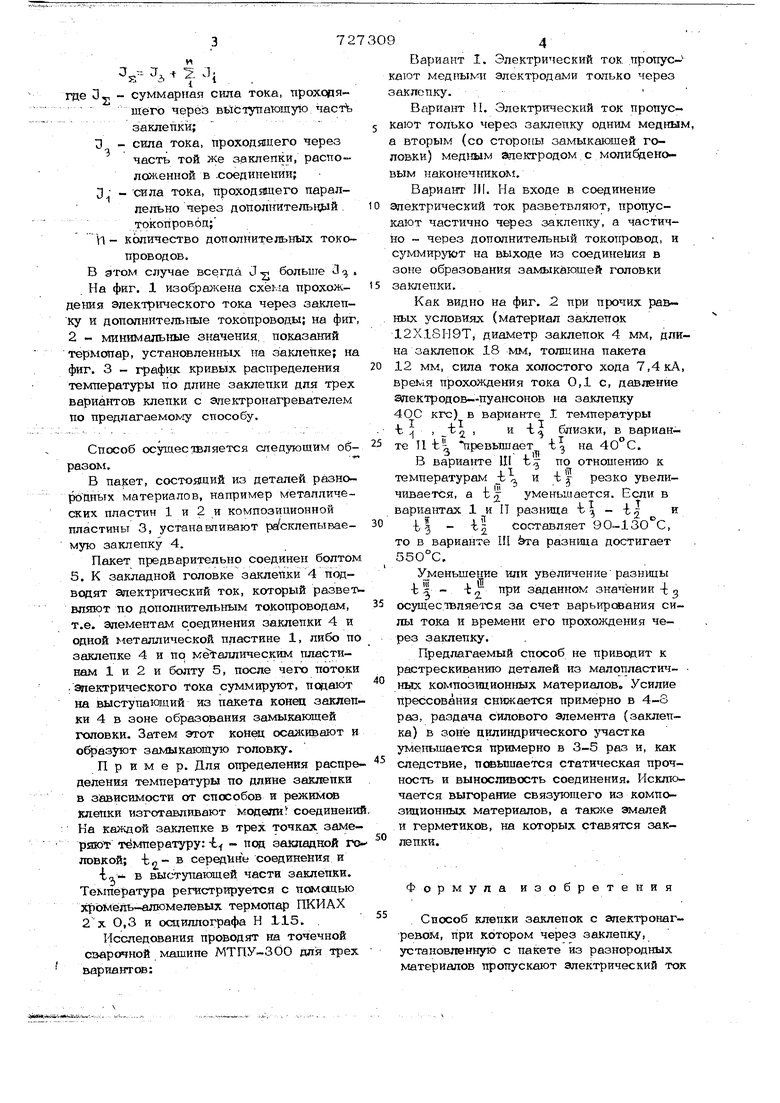
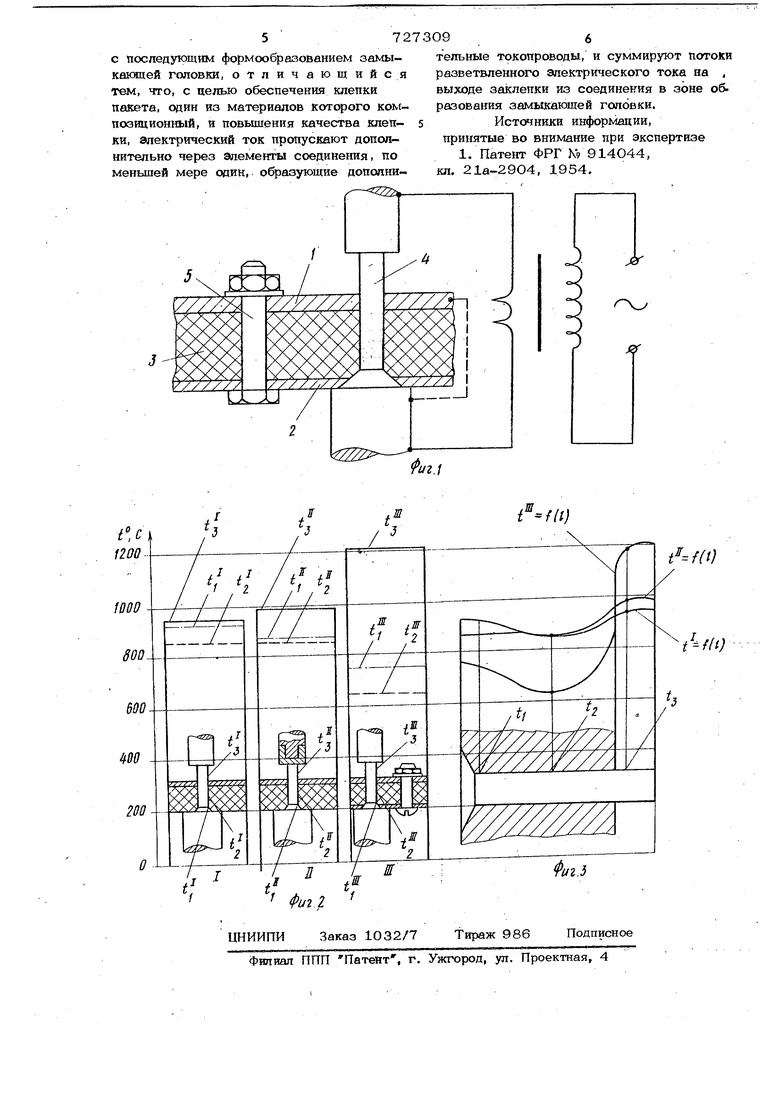
В атом случае всегда J больше 3 cj . На фиг. 1 изображена схема прохождения электрического тока через заклепку и дополнительные токопроводы; на фиг, 2 - минимальные значения, показаний термопар, установленных на заклепке; на фиг. 3 - график кривых распределения температуры по длине заклепки для трех вариантов клепки с электронагревателем по предлагаемому способу.
Способ осуществляется следующим образом,
В пакет, состоящий из деталей разноропных материалов, например металлических пластин 1 и 2 и композиционной пластины 3, устанавливают расклепываемую заклепку 4.
Пакет предварительно соединен болтом 5. К закладной головке заклепки 4 подводят электрический ток, который развет вляют по дополнительным токопроводам, т.е. элементам соединения заклепки 4 и одной металлической пластине 1, либо по заклепке 4 и по металлическим пластинам 1 и 2 и болту 5, после чегх) потоки : электрического тока суммируют, подают на выступающий из пакета конед заклепки 4 в зоне образования замыкающей головки. Затем этот конец осаясивают и образуют замыкаюйую головку.
Пример. Для определения распределения температуры по длине заклепки в зависимости от способов и режимов клепки изготавливают модели соединений. Ка Каждой заклепке в трех точках замеряют температуру: -t под закладной головкой; -Ьл середины соединения и 1а Б выступающей части заклепки. TewnsipaTypa регистрируется с помодью хромёль-алюмелевых термопар ПКИАХ 2 X О,3 и осциллографа Н 115.
Исследования проводят на точечной сварочной машине МТПУ-ЗОО для трех вариантов:
094
Е5ариант 1. Электрический ток пропускают электродами тачько через заклепку.
Вариант Н. Электрический ток пропус кают только через заклепку одним медным, а вторым (со стороны замыкающей головки) медным Электродом. с моли еновым наконечником.
Вариант II. На входе в соединение
электрический ток разветвляют, пропускают частично через заклепку, а частично - через дополнительный токопровод, и суммируют на выходе из соединения в зоне образования замыкающей головки
5 заклепки.
Как видно на фиг. 2 при прочих равных условиях (материал заклепок 12X1SH9T, диаметр заклепок 4 мм, длина заклепок 18 мм, толщина пакета
0 12 мм, сила тока холостого хода 7,4кА, время прохождения тока 0,1 с, давление электродов-пуансонов на заклепку 4ОС кгс) в варианте I температуры i}
-t| близки, в вариан-1
г 2
5 те И превышает i на 40 С.
ilT
В варианте 111 t по отнощению к температурам jb и i| резко увеличивается, а t J уменьшается. Если в вариантах 1 и IT разница i - i| и
-Ь - 1 составляет 90-13ОС, то в варианте HI йта разница достигает 55О°С.
У меньщение или увеличениеразницы -Ь I - -fc, при заданном значении-t осуществляется за счет варьирсеания силы тока и времени его прохождения через заклепку.
Предлагаемый способ не приводит к растрескиванию деталей из малопластич- них композиционных материалов. Усилие Прессования снижается примерно в 4-S раз, раздача силового элемента (заклепка) в зоне цилиндрического j aCTKa уменьшается примерно в 3-5 раз и, как следствие, повышается статическая прочность и выносливость соединения. Исключается выгорание связующего из композиционных материалов, а также эмалей и герметике®, на которых ставятся заклепки.
Формула изобретения
Способ клепки заклепок с алектронагревом, при котором через заклепку, установленную с пакете из разнородных материалов пропускают электрический ток
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ТЕРМИЧЕСКОЙ КЛЕПКИ | 1997 |
|
RU2116156C1 |
| Способ термоимпульсной клепки | 1980 |
|
SU948519A1 |
| СПОСОБ КЛЕПКИ | 1994 |
|
RU2069118C1 |
| ЗАКЛЕПКА И ИНСТРУМЕНТ ДЛЯ ЕЕ ПОСТАНОВКИ | 1991 |
|
RU2006691C1 |
| Способ клепки | 1990 |
|
SU1696081A1 |
| Устройство для клепки | 1981 |
|
SU1000150A1 |
| Способ клепки | 1991 |
|
SU1787644A1 |
| Автоматическая клепальная установка | 1979 |
|
SU895587A1 |
| Заклепочное соединение деталей из малопластичных материалов | 1978 |
|
SU767415A1 |
| ЗАКЛЕПКА ДЛЯ ОДНОСТОРОННЕЙ КЛЕПКИ | 1994 |
|
RU2134364C1 |
: iiiKt: :s «fft :.
