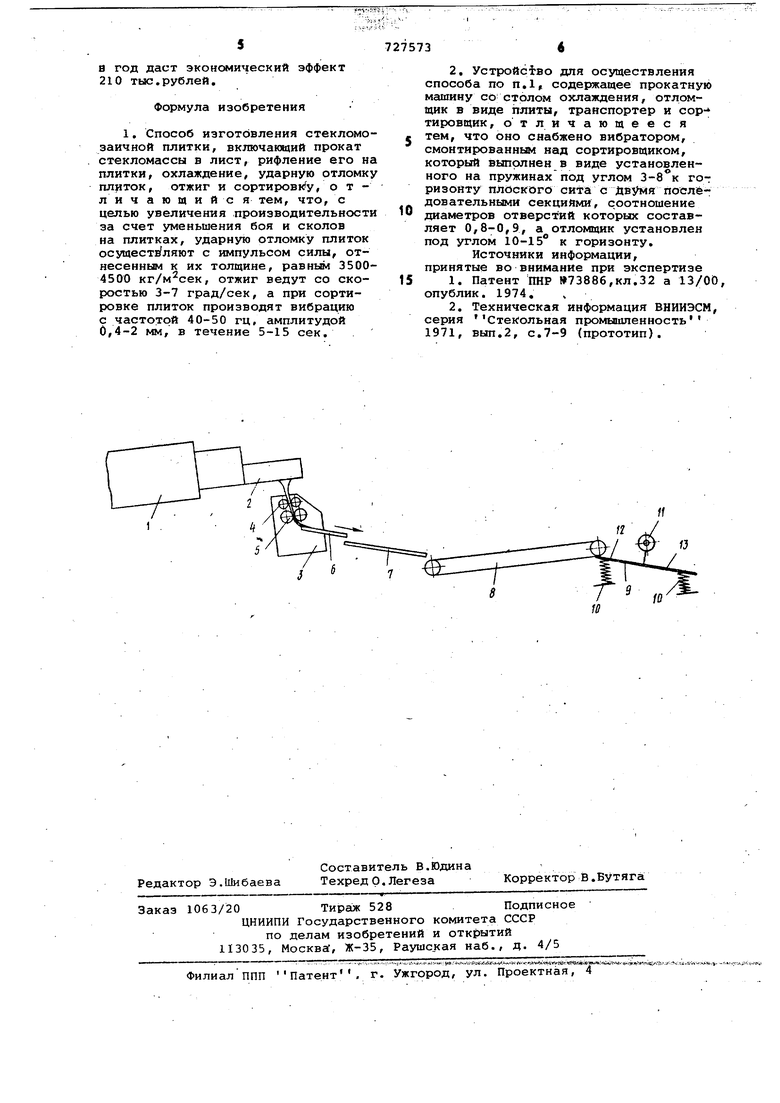
Изобретение относится к способам и устройствам производства стекломозаичной плитки и может быть исполь зовано в стекольной промышленности. Известен способ и устрюйство для производства стекломозаичной плитки из расплавленной стеклс «ассы путем непрерывного проката ленты стекла между парой валков. При этом валы имеют рифления, позволяющие разделять размягченную ленту стекла на плитки. Лента стекла с подрезс1ми при падений на лоток разрушается на отдельные плитки, которые затем подвер гаюТся отжигу и транспортировке 1 Недостатком известного способа и устройства для производства стекло мозаичной плитки является их низкое качество, вызванное, с одной стороны сколами кромок, а с другой, отсутствием операции сортировки и попадание некалиброванных плиток в готовую продукции). Наиболее близким к изобретению по технической сущности и достигаемому результату является способ для производства стекломозаичной плитки путем прокатки расплавленной стекломассы в виде ленты с продольньаш и поперечными надрезами, отломки плиток, охлаждения их и сортировки. Устройство для осуществления этого способа включает ванную стекловаренную печь с фидером, прокатную машину с парой рифленных валковдля подачи ленты стекла в лер и сортировщик, выполненный в виде наклоненного поворотного барабана 2. Недостатком известного способа и Устройства: для производства стекломозаично плитки является низкое качество плиток., вследбтвие сколов и боя при отломке, охлаждении и сортировке. Врак из-за этих факторов превьнцает 9%. Цель изобретения - увеличение производительности за счет уменьшения боя и сколов на плитках. Эта цель достигается тем, что по способу изготовления стекломозаичной плитки, включающему прокат стекломасса в лист, рифление его на плитки, охлаждение, ударную отломку плиток, отжиг и срртировку, ударную отломку плиток осуществляют с импУльсом силы, отнесенным к их толщине равным 3500-4500 кг/м сек, отжиг ведут со скоростью 3-7 град/сек, а при сортировке плиток производят вйбрйцйю с Частотой 40-50 Гц, ампли тудой 0,4-2 мм в течение 5-15 сёк. Устройство для осуществленияспо соба по П.1, содержащее прокатную машину со столом охлаящения, отломщик в виде плиты, транспорт1вр и сор ровщик, снабжено вибратором, смонтированным над сортировщиком, который выполнен в виде установленного на пружинах под углом 3-8 к горизо ту плоского сита с двумя последовательными секциями, соотношения диаметров отверстий которых составляет О,8-0,9, а отломщик установлен под углом 10-15° к горизонту. , . Отломка плиток за счет непрерыв ных ударов с импульсом силы на каж дый квадратный метр, отнесенных к толщине плитки, равным 35004500 кг/м сек, обеспечивает качественное разделение плиток. Умень шение импульсов силы при ударе приВодйт к неполному разделению плиток (отделение происходит по 23 плитки), при увеличении импульса силы более 4500 кг/м сек повышает. ся бой плиток. Повышение скорости охлаждения в интервале отжига до 3-7 град/сек приводит к полузакалке плиТ и увеличению их механической прочности, ЧтБ снижает процент брака Аб сколам Сортировка с использованием вибрации при частоте вйбраз ии ГЦ и амплитуде 0,4-2 мм в течение 5-15 сек обеспечивает качествёййоё разделение плиток иуменьшает скоды и бой их. } .. На чертеже схематически показано устройство. - .-. Устройство включает ванную стекл в&рённую печь 1 с фидером И, прокатную машину 3 с парой глййкизс валов 4 и парой рифленных ваЛов 5, стол охлаждения б, отломщик 7, выполненный в виде плиты, устаноУленный под углом 10-15 IT горизонту. Под отломщиком 7 смонтирЬвфн сетчатый транспортер 8 д:(ля охлаждения плиток. С транспортера 8 плитки попадают на вибросортировщик 9, выпоШённьгй в Ш ДёЙлойкогс) Ййта, уст новленного под углом 3-8 k горизонту на пружинных опорах 10. Сверху сЬртировщйка 9 установлен вибратор 11. Вибросортировщик 9 имеет дв последовательные секции 12 ;и 13,- причём отверстия в первой ёекции со тавляют (0,9-0,95) и разМёра йЛитки а во-второй (1,05-1,15). Устройство работает след ующим рбрйзом.I Сваренная в печи 1 стекломасса фидер 2 в виде струи попадает сначала в гладкие верхние валки 4 а; затем в рифленные нижние валки 5 прока1Тной машины 3, устайрв пённой под ФИдёром 2. . I Отформованная лента стекла с поперечньамй и продольными надрезами, полученными ггри njjuкатке рифленными валками 5, по наклонному столу Ь охлаждения направляется к отломщику Р падении плиток под действием непрерывных ударов происходит разделение ленты на отдельные плитки. Далее плитки попадают на сетчатый транспортер 8, окруженный туннелем. С транспортера 8 плитки попадают на вибросортировщик 9 и при поступательном перемещении разделяются на целые и битые , половинки и сдвоеИные, которые затем удаляются из-под сита раздельно транспортерами. Пример. Стекло состава (вес.%): SlOa. 70, NaiO 16, , CaO 2,5, Fi 4,5 варят в ванной стекловаренной печи и через очко фидера 2 расплавленная стекломасса струей с теь пературой 1020С попадает в прокатную машину 3. Прокатньми валками 4 и 5 расплав формуют в ленту стекла шириной 350 мм с продольными и поперечньми надрезами. Лента .стекла перемещается по наклонному под углом 12° лотку 6 со :скоростью 41м/мин и, выйдя за пределы лотка б, обматывается самопроизвольно. Плитки падают на отломщик 7. Импульс силы на каждый квадратный метр, отнесенный к толщине плитки, составляет 3670 , что обеспечивает хорошее разделение ленты на плитки и отсутствие сколов. Плитки охлаждают в интервале отжига сЪ скоростью 5,5 град/сек. Охлажденные плитки сортируют на годные размером 23,5x23,5x4,5 мм и рблой (битые и половинки) на вибросортировщик 9. Полотно вибросортировщина 9 можно установить под углем 7 к горизонту и снабдить Двумя секциями: с отверстиями диаметром 21 мм (отношение к размеру плитки - 0,9), и с отверстиями 25 мм (отношение к размеру плитки 1,07). Вибр1ацйю сортировщика 9 осуществляют вибратором 11 с частотой колебаний 46,б ГЦ и амШтитудой 0,4-01,8 мм. Время сортирЬвки составляет 8 сек. ПредложеннЕлй способ и устройство для производства стекломозаичной плйткти позволяет улучшить качество плиток за счет уменьшения брака по сколам на 8%, и тем самым увеличить производительность на 80 тыс.м плитки в Год при одновременном высвобождении 8 человек обслуживающего персонала. Годовой эконотлический эффект от внедрения предложенного способа и устройства для производства стеклоозаичной плитки только на одной линии производительностью LOOOJOOO м
В год даст экономический эффект 210 тыс.рублей.
Формула изобретения
1. Способ изготовления стекломозаичной плитки, включающий прокат стекломассы в лист, рифление его на плитки, охлаждение, ударную отломку плиток, отжиг и сортировку, о т личающийся тем, что, с целью увеличения производительности за счет уменьшения боя и сколов на плитках, ударную отломку плиток осуществ ляют с импульсом силы, отнесенным к их толщине, равным 35004500 , отжиг ведут со скоростью 3-7 град/сек, а при сортировке плиток производят вибрацию с частотой 40-50 гц, амплитудой 0,4-2 мм, в течение 5-15 сек.
2, Устройство для осуществления способа по П.1, содержащее прокатную машину со столом охлаясдения, отломщик в виде плиты, транспортер и сор- тировщик, отличающееся тем, что оно снабжено вибратором, смонтированным над сортировщиком, который выполнен в виде установленного на пружинахпод углом горизонту плоского сита с Двумя последовательными секциями, с.оотношение
0 диаметров отверстий которых составляет 0,8-0,9, а отломщик установлен под углом 10-15 к горизонту.
Источники информации, принятые во внимание при экспертизе
5
1.Патент ПНР №73886,кл.32 а 13/00, опублик. 1974, ,
2.Техническая информация ВНИИЭСМ, серия Стекольная промышленность 1971, вып.2, с,7-9 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Прокатная машина для изготовления облицовочных плит | 1977 |
|
SU729144A1 |
| Способ изготовления декоративно-облицовочного материала | 1987 |
|
SU1454791A1 |
| Способ производства малощелочной стеклянного плитки | 1975 |
|
SU624886A1 |
| Установка для производства листового стекла | 1975 |
|
SU601231A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕКОРАТИВНО-ОБЛИЦОВОЧНЫХ ПЛИТ | 1993 |
|
RU2049744C1 |
| СПОСОБ ПОЛУЧЕНИЯ ДЕКОРАТИВНО-ОБЛИЦОВОЧНОГО МАТЕРИАЛА "МАРСИТ" | 1992 |
|
RU2032632C1 |
| Способ изготовления ковров из стеклоплиток и устройство для его осуществления | 1974 |
|
SU556116A1 |
| ДЕКОРАТИВНО-ОБЛИЦОВОЧНЫЙ МАТЕРИАЛ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2000 |
|
RU2174966C1 |
| Способ изготовления ковров из стеклянной мозаичной плитки | 1983 |
|
SU1150232A1 |
| МАШИНА ДЛЯ ПРОКАТКИ НЕПРЕРЫВНОЙ ЛЕНТЫ ИЗ СТЕКЛОМАССЫ С ВЫСОКОТЕМПЕРАТУРНОЙ КРИСТАЛЛИЗАЦИОННОЙ СПОСОБНОСТЬЮ | 1999 |
|
RU2162063C2 |
