1
Изобретение относится к области электротермии, в частности к области индукционного нагрева и предназначается для сквозного нагрева металлических заготовок, например, под пластическую деформацию или термообработку.
Известны два способа сквозного индукционного нагрева металлических заготовок: нагрев в продольном и нагрев в поперечном магнитных полях 1.
Для нагрева заготовок в продольном магнитном поле используется равномерное переменное во времени магнитное поле. При этом заготовки в него помещают так, что силовые линии поля преимущественно касательны к их поверхности, благодаря чему токи, индуцированные в них, протекают по периметру их поперечного сечения. Это, как правило, обеспечивает равномерный и быстрый нагрев заготовок как по длине, так и по поперечному сечению. Нагрев заготовок в продольном- магнитном поле осуществляется обычно с помощью цилиндрических или овальных индукторов. При этом основным способом увеличения производительности процесса нагрева при сохранении заданного
ПО технологическим соображениям теплоперепада по сечению нагреваемых заготовок является увеличение длины индуктора и столба одновременно нагреваемых заготовок. При увеличении производительности нагревателя с цилиндрическими или овальными индукторами более 2 т нагретого металла в час невозможна транспортировка- через индукторы возрастающего по длине н весу столба нагреваемых заготовок.
Для нагрева заготовок в поперечном маг10нитном поле используется равномерное переменное во времени магнитное поле, но заготовки в него помещают так, что силовые линии поля преимущественно перпендикулярны к их поверхности. Нагрев заготовок
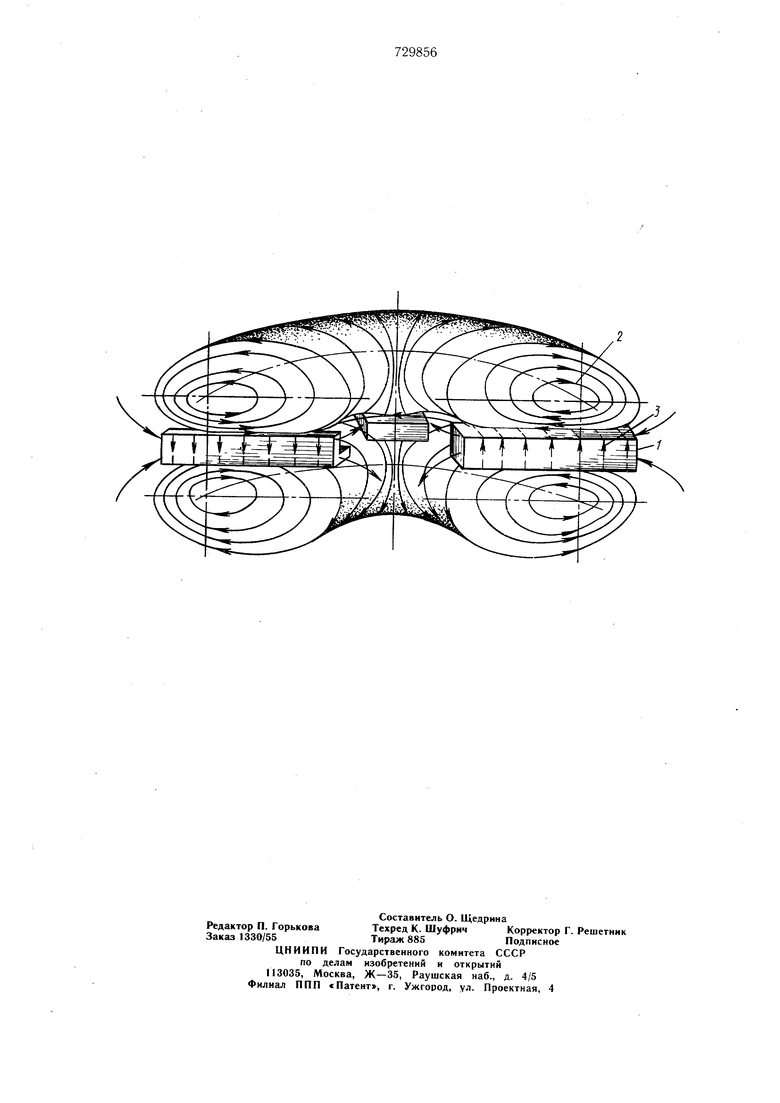
15 в поперечном магнитном поле осуществляется обычно с помощью овальных индукторов. Несмотря на благоприятное расположение заготовок, с точки зрения их транспортировки через индуктор, производительность нагрева в этом случае ограничивается спе20цифическим распределением индуцированных в заготовках токов. Продолжительность нагрева в поперечном поле при прочих равных условиях в полтора раза больше, чем при нагреве в продольном поле. Кроме того, нагрев в поперечном магнитном поле не позволяет получить равномерного распределения температуры вдоль нагреваемых заготовок. Наиболее близким из известных является способ сквозного индукционного нагрева металлических заготовок, при котором в переменное электромагнитное поле с центральной симметрией помещают заготовки по направлению его радиальной составляющей, а его аксиальную составляющую поддерживают постоянной по величине 2. Однако данный способ не позволяет повысить производительность путем выравнивания температурного поля в радиальном направлении. С целью повыщения производительности в предлагаемом способе радиальную составляющую электромагнитного поля также поддерживают постоянной по величине. Помещение заготовок в область центрального переменного во времени магнитного поля с постоянной по величине радиальной сос тавляющей вектора напряженности магнитного поля и расположение их по направлению магнитных силовых линий обеспечивает не только равномерный и быстрый нагрев заготовок как по длине, так и по поперечному сечению, но и увеличивает производительность процесса нагрева за счет одновременного нагрева больщего количества заготовок. Предлагаемый способ нагрева иллюстрируется чертежом, где показана схема одного из возможных вариантов нагрева в центральном переменном магнитном поле. Нагрев заготовок по предлагаемому способу осуществляется следующим образом. В область центрального переменного во времени магнитного поля с постоянной по величине радиальной составляющей вектора напряженности магнитного поля помещают подлежащие нагреву заготовки 1. Заготовки располагают по радиусу так, что силовые линии 2 магнитного поля преимущественно касательны к их поверхности. Благодаря изменению во времени магнитное поле индуцирует в нагреваемых деталях токи 3. При этом плотность индуцированных токов по длине нагреваемых деталей постоянна, т. е. не зависит от координаты точки наблюдения. Подобное распределение индуцированных токов обеспечивает равномерный и быстрый нагрев нагреваемых заготовок. Изобретение подтверждается экспериментом, при котором нагревались заготовки диаметром от 30 до 100 мм и длиной 100 мм. При этом радиальная составляющая вектора напряженности магнитного поля в указанной области, оставаясь неизменной и не являясь функцией координат точки наблюдения, достигала в эксперименте, в зависимости от режима («холодный, «промежуточный, «горячий) 1,05 10 - 16 . Одновременно в рассматриваемую область Помещалось от 16 до 47 заготовок в зависимости от диаметра. Время нагрева заготовок до 1250°С при температурном перепаде по их поперечному сечению и длине, не превыщавщем 50°С, составляло от 34 до 378 с. Производительность нагрева, в зависимости от диаметра заготовок, в условиях эксперимента достигала 0,93-2,74 т/ч. Формула изобретения Способ сквозного индукционного нагрева металлических заготовок, например, под пластическую деформацию, при котором в переменное электромагнитное поле с центральной симметрией помещают заготовки по направлению его радиальной составляющей, а его аксиальную составляющую поддерживают постоянной по величине, отличающийся тем, что, с целью повыщения производительности, радиальную составляющую электромагнитного поля поддерживают также постоянной по величине. Источники информации, принятые во внимание при экспертизе 1.Слухоцкий А. Е. и др. Индукторы для индукционного нагрева. Л., «Энергия, 1974, с. 238-252. 2.Патент США № 2419116, кл. 219-10.51, 1947 (прототип).

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ индукционного нагрева осесимметричных металлических заготовок под пластическую деформацию | 1978 |
|
SU717810A1 |
| Индуктор для нагрева заготовок | 1979 |
|
SU851792A1 |
| Индуктор для нагрева | 1982 |
|
SU1107349A1 |
| Индукционная установка | 1981 |
|
SU1057556A1 |
| Способ непрерывно-последовательного индукционного нагрева длинномерных осесимметричных изделий переменного по длине поперечного сечения и устройство для его осуществления | 1981 |
|
SU1001513A1 |
| Индуктор для нагрева удлиненных проводящих тел | 1980 |
|
SU955526A1 |
| Способ индукционного нагрева металлических заготовок | 1989 |
|
SU1658422A1 |
| Трехфазный индуктор для сквозного нагрева длинномерных изделий | 1983 |
|
SU1100756A1 |
| Способ нагрева металлических изделий из листового материала переменной толщины | 1980 |
|
SU892746A1 |
| Индуктор для нагрева металлическихзАгОТОВОК пОд плАСТичЕСКуюдЕфОРМАцию | 1978 |
|
SU815976A1 |