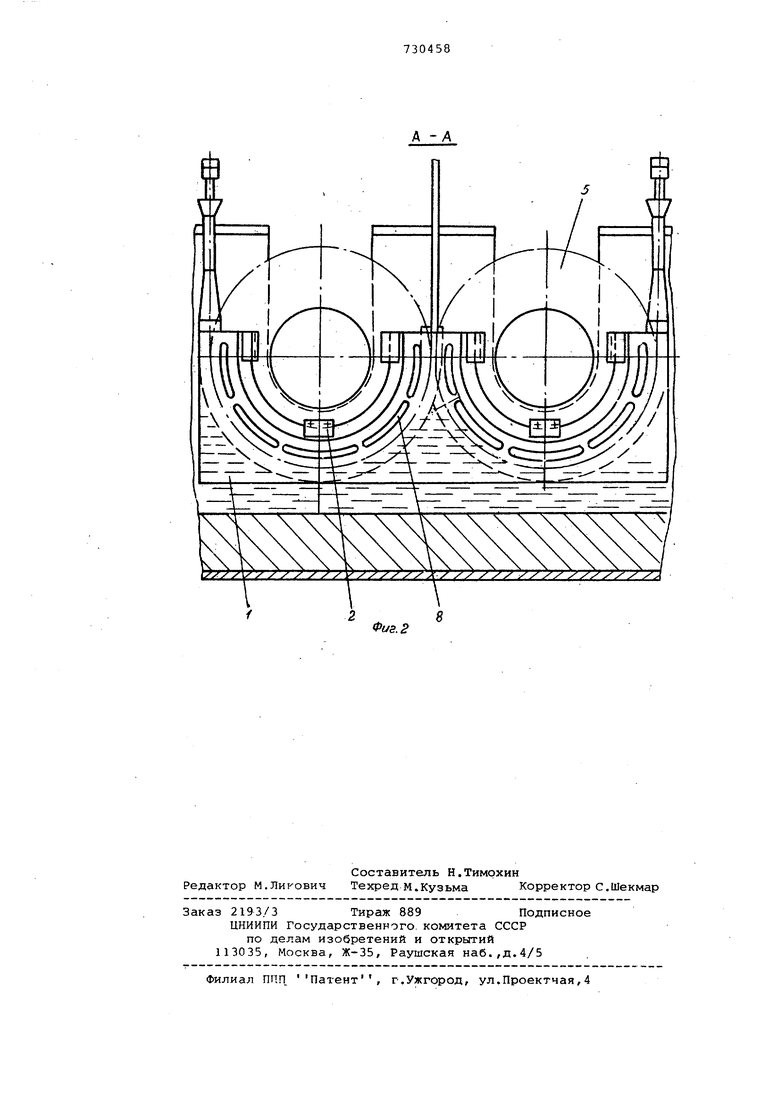
поверхности 9 плит 1, а затем в зазор между плитой 1 и валками 5.
Формирующаяся на валках 5 полоса 10 в точках соприкосновения с подогтыми огнеупорными плитами 1 имеет благоприятные условия для формирования кромок 11 полосы, так как имеет высокую температуру, при которой кромки полосы весьма податливы, что не приводит к задирам поверхности огнеупорных плит 1.
Проникновение расплавленного метла в зазор между плитой 1 и валками 5 предотвращается противодавлением инертного газа.
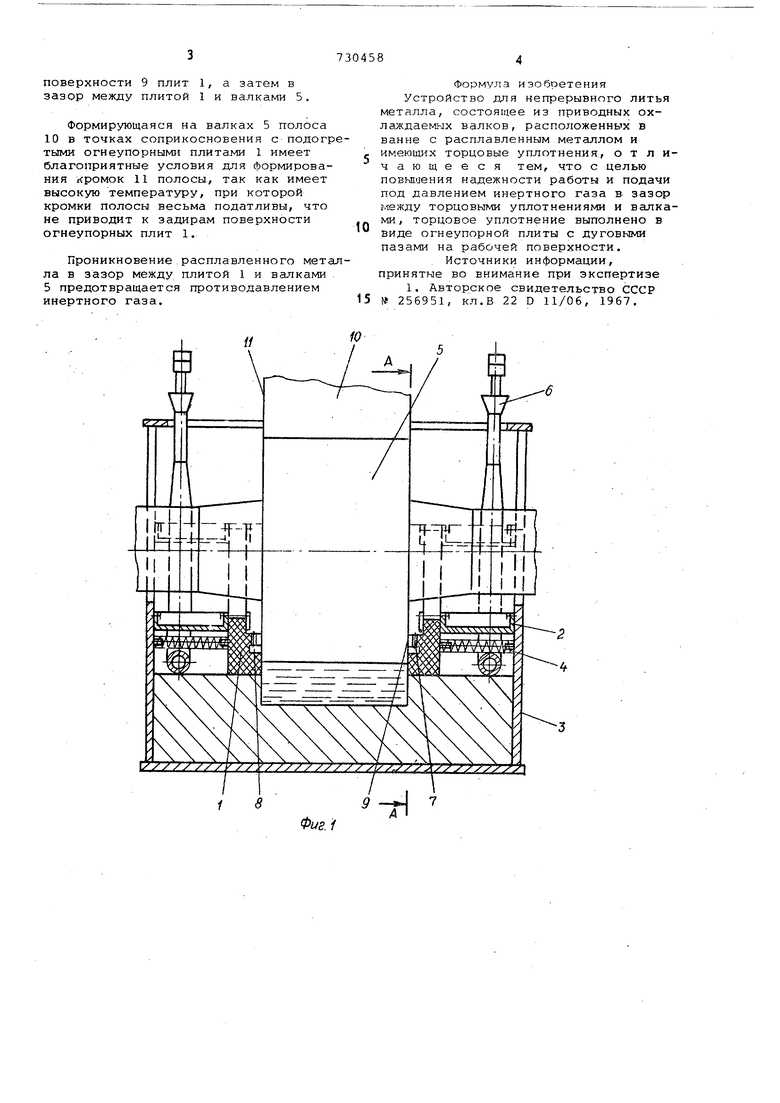
Формула изобретения Устройство для непрерывного литья металла, состоящее из приводных охлаждаемых валков, расположенных в ванне с расплавленным металлом и имеющих торцовые уплотнения, отличающееся тем, что с целью повы1иения надежности работы и подачи под давлением инертного газа в зазор между торцовыми уплотнениями и валками, торцовое уплотнение выполнено в виде огнеупорной плиты с дуговыми пазами на рабочей поверхности.
Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР 5 № 256951, кл.В 22 D 11/06, 1967.
| название | год | авторы | номер документа |
|---|---|---|---|
| ВАННА К УСТАНОВКЕ ДЛЯ ИЗГОТОВЛЕНИЯ ЛИСТОВОГО СТЕКЛА | 1970 |
|
SU285650A1 |
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ ТОНКОЙ ПОЛОСЫ | 2014 |
|
RU2673267C2 |
| ВАННА К УСТАНОВКЕ ДЛЯ ИЗГОТОВЛЕНИЯ ЛИСТОВОГО СТЕКЛА | 1971 |
|
SU307560A1 |
| НЕПРЕРЫВНОЕ ЛИТЬЕ СТАЛЬНОЙ ПОЛОСЫ | 2005 |
|
RU2403123C2 |
| Машина непрерывного литья лис-ТОВОй зАгОТОВКи | 1978 |
|
SU846076A1 |
| БОКОВЫЕ ЗАСЛОНКИ С ДЛИТЕЛЬНЫМ РЕСУРСОМ ПО ИЗНОСУ | 2007 |
|
RU2434709C2 |
| ИЗГОТОВЛЕНИЕ ТОНКОЙ СТАЛЬНОЙ ПОЛОСЫ | 2001 |
|
RU2275273C2 |
| ЛИТЬЕ СТАЛЬНОЙ ПОЛОСЫ | 2004 |
|
RU2375145C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ПРОИЗВОДСТВА ПОРИСТОЙ МЕТАЛЛИЧЕСКОЙ ПОЛОСЫ | 2010 |
|
RU2426619C1 |
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ ТОНКИХ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 1997 |
|
RU2157294C1 |