(54) МАШИНА НЕПРЕРЫВНОГО ЛИТЬЯ ЛИСТОВОЙ
ЗАГОТОВКИ
| название | год | авторы | номер документа |
|---|---|---|---|
| ВЕРТИКАЛЬНАЯ МАШИНА ПОЛУНЕПРЕРЫВНОГО ЛИТЬЯ МЕТАЛЛИЧЕСКИХ ТРУБНЫХ ЗАГОТОВОК | 2010 |
|
RU2434710C1 |
| Устройство для непрерывного вертикального литья листовой заготовки | 1988 |
|
SU1692724A1 |
| СПОСОБ НЕПРЕРЫВНОГО ПОЛУЧЕНИЯ ТОНКОЙ МЕТАЛЛИЧЕСКОЙ ПОЛОСЫ | 1988 |
|
SU1706115A1 |
| МАШИНА ДЛЯ НЕПРЕРЫВНОГО ПОЛУЧЕНИЯ МЕТАЛЛИЧЕСКОЙ ПОЛОСЫ | 1988 |
|
SU1706114A1 |
| ВЕРТИКАЛЬНАЯ МАШИНА ПОЛУНЕПРЕРЫВНОГО ЛИТЬЯ МЕТАЛЛИЧЕСКИХ ТРУБ | 2010 |
|
RU2436652C1 |
| УСТАНОВКА ДЛЯ ПОЛУЧЕНИЯ ПОЛОСЫ ИЗ НЕПРЕРЫВНО-ЛИТОЙ БИМЕТАЛЛИЧЕСКОЙ ТРУБНОЙ ЗАГОТОВКИ | 1994 |
|
RU2086350C1 |
| УНИВЕРСАЛЬНЫЙ МОДУЛЬ ПРОИЗВОДСТВА МЕТАЛЛОПРОКАТА И ИЗДЕЛИЙ | 2000 |
|
RU2252829C2 |
| УСТАНОВКА ДЛЯ ПОЛУЧЕНИЯ ТОНКИХ ПОЛОС | 2002 |
|
RU2253541C2 |
| Способ непрерывного литья полых заготовок | 1976 |
|
SU735376A1 |
| КРИСТАЛЛИЗАТОР ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ ПОЛЫХ ЗАГОТОВОК | 1999 |
|
RU2173603C2 |
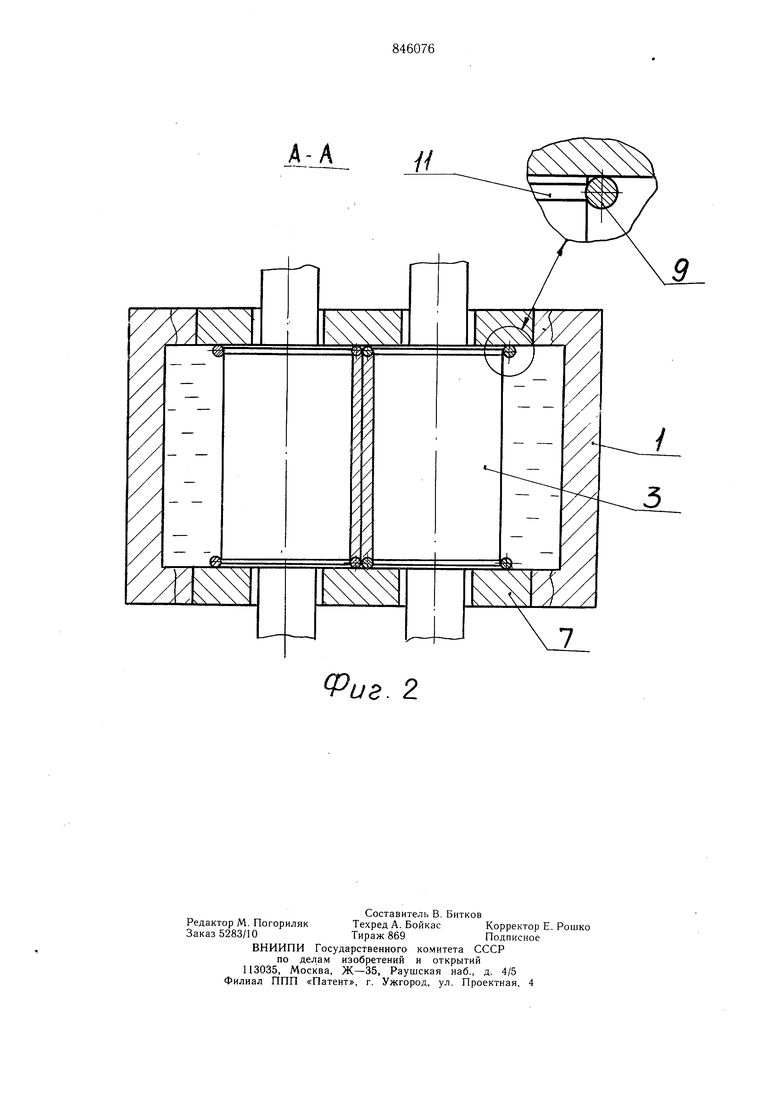
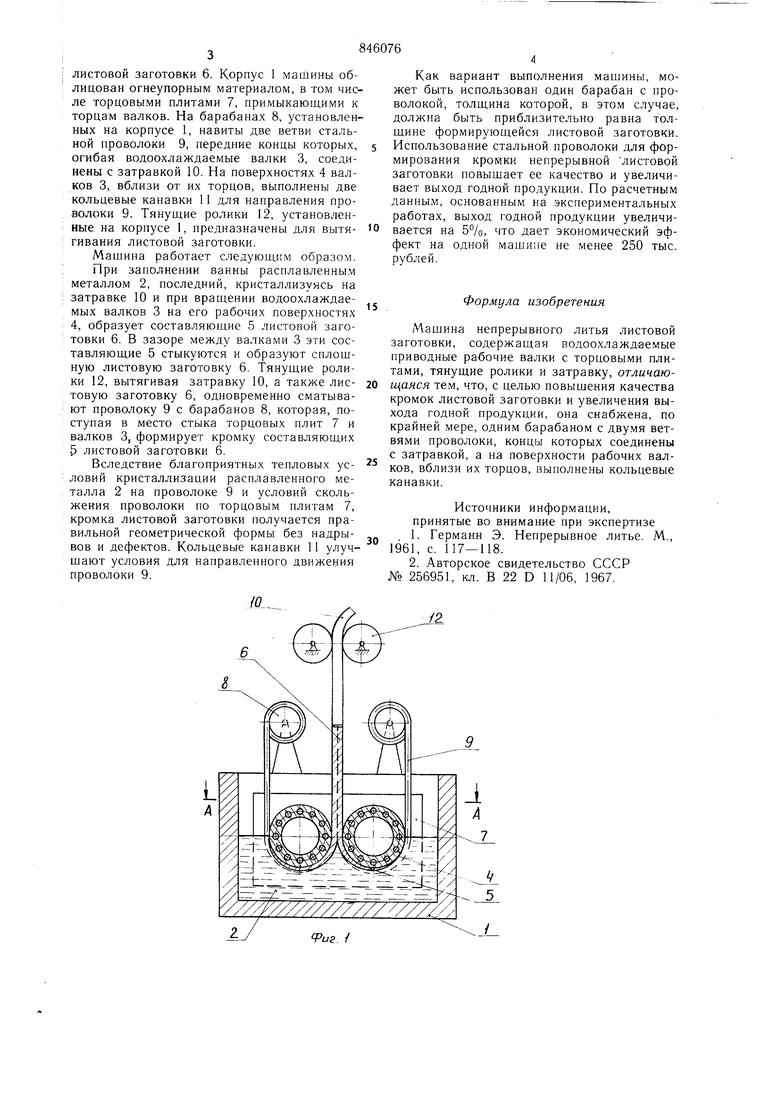
Ь1зобретение относится к металлургии, в частности, к машинам непрерывного литья листовой заготовки из жидкой стали. Известны машины непрерывного литья листовой заготовки, содержашие барабаны, на поверхности которых затвердевает расплавленный металл и который выдается вверх в виде единой полосы 1. Известны также машины непрерывного литья листовой заготовки, выполненные в виде двух водоохлаждаемых валков, помещенных в ванну с расплавленным металлом. На этих машинах формирование листовой заготовки происходит на рабочих поверхностях врашаюш,ихся валков, при этом на торцовых плитах машины обеспечивается формирование кромок листовой заготовки 2. Однако, учитывая постоянное скольжение кромок формируюш,ейся листовой заготовки относительно торцовых плит и сушествуюшие различия в отборе тепла от расплавленного металла на рабочей поверхности водоохлаждаемого валка и торцовой плиты, кромки заготовки часто имеют дефекты в виде разрывов или получаются неудовлетворительной геометрической формы. Это приводит к дополнительной обрези и уменьшению выхода годной продукции. Недостатком известных машин непрерывного литья листовых заготовок является также невозможность суш.ественного улучшения формируюш.ейся кромки листа даже за счет соответствующего создания теплового режима торцовой плиты, например путем ее охлаждения. Цель изобретения - повышение качества листовой заготовки и увеличение выхода годной продукции. Указанная цель достигается тем, что машина снабжена, по крайней мере, одним барабаном с двумя ветвями проволоки, концы которых соединены с затравкой, а на поверхности рабочих валков, вблизи их торцов, выполнены кольцевые канавки. На фиг. 1 изображена машина непрерывного литья листовой заготовки, один из вариантов, общий вид; ча фиг. 2 - разрез А-А на фиг. 1. Машина состоит из корпуса 1, образующего ванну с расплавленным металлом 2, водоохлаждаемых валков 3. на поверхности 4 которых формируются составляющие 5
листовой заготовки 6. Корпус 1 машины облицован огнеупорным материалом, в том числе торцовыми плитами 7, примыкающими к торцам валков. На барабанах 8, установленных на корпусе 1, навиты две ветви стальной проволоки 9, передние концы которых, огибая водоохлаждаемые валки 3, соединены с затравкой 10. На поверхностях 4 валков 3, вблизи от их торцов, выполнены две кольцевые канавки 11 для направления проволокн 9. Тянущие ролики 12, установленные на корпусе 1, предназначены для вытягивания листовой заготовки.
Машина работает следующим образом.
При заполнении ванны расплавленным металлом 2, последний, кристаллизуясь на затравке 10 и при вращении водоохлаждаемых валков 3 на его рабочих поверхностях 4, образует составляющие 5 листовой заготовки 6. В зазоре между валками 3 эти составляющие 5 стыкуются и образуют сплошную листовую заготовку 6. Тянущие ролики 12, вытягивая затравку 10, а также листовую заготовку 6, одновременно сматывают проволоку 9 с барабанов 8, которая, поступая в место сть1ка торцовых плит 7 и валков 3, формирует кромку составляющих 5 листовой заготовки 6.
Вследствие благоприятных тепловых условий кристаллизации расплавленного металла 2 на проволоке 9 и условий скольжения проволоки по торцовым плитам 7, кромка листовой заготовки получается правильной геометрической формы без надрывов и дефектов. Кольцевые канавки 11 улучщают условия для направленного движения проволоки 9.
Как вариант выполнения машины, может быть использован один барабан с проволокой, толщина которой, в этом случае, должна быть приблизительно равна толщине формирующейся листовой заготовки.
Использование стальной проволоки для формирования кромки непрерывной листовой заготовки повышает ее качество и увеличивает выход годной продукции. По расчетным данным, основанным на экспериментальных работах, выход годной продукции увеличивается на 5%, что дает экономический эффект на одной мащиие не менее 250 тыс. рублей.
Формула изобретения
Машина непрерывного литья листовой заготовки, содержащая водоохлаждаемые приводные рабочие валки с торцовыми плитами, тянущие ролики и затравку, отличающаяся тем, что, с целью повышения качества кромок листовой заготовки и увеличения выхода годной продукции, она снабжена, по крайней мере, одним барабаном с двумя ветвями проволоки, концы которых соединены с затравкой, а на поверхности рабочих валков, вблизи их торцов, выполнены кольцевые канавки.
Источники информации, принятые во внимание при экспертизе
