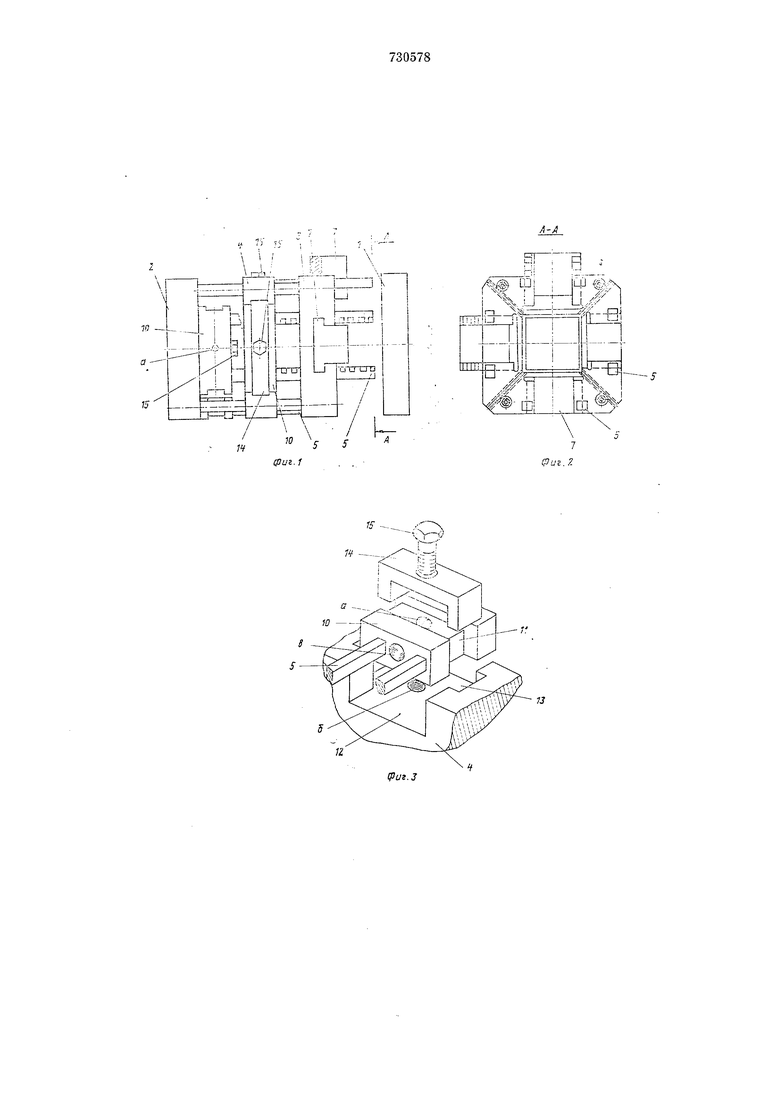
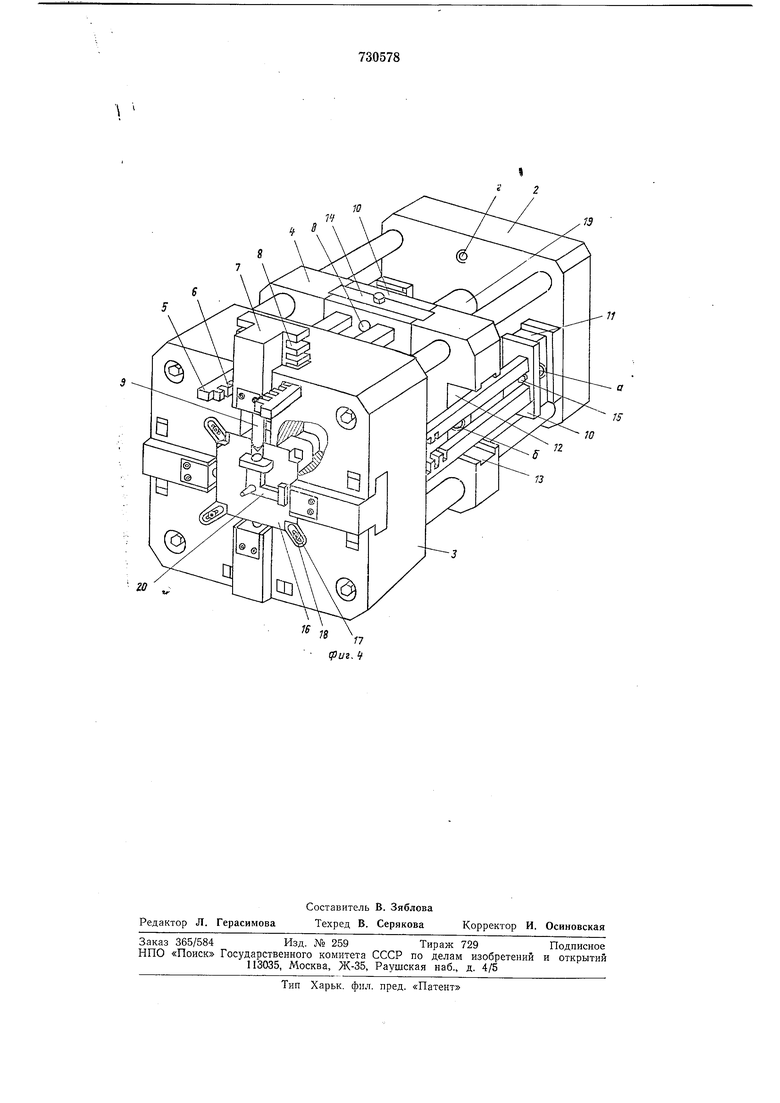
маши.не, пл-иту 3 ,крбплеи,ия Матрицы, 4 с размещенными в ней ко,нтртоЛКателями
5,вынолненнымл с наклонными .выстулаМ-и
6,ползуны 7 с на.кло:ННЫ|м:н 8, взаимодействующими с коит.ртолКателялш. На ползунах усталовлены формующие в изделиях отверстия знаки 9. На контртолкателях закренлены Бклады:ши 10, на боковой иоверхноети которых выполнены С-образные назы 11, а в плите выполнены по пер-нметру под вкладыши W С-образные еквозпые па.;ы 12 с дополнительными С-образными пазами 13 нг: внутренних противолежащих поверхностях каждого паза.
Дополнительный лаз 13 п паз 11 вкладыша 10 образуют отверстие с сечением, соответствующим сечению уста.иовленпой в нем скобы 14. Скоба 14 1креп11тся к вкладышу болтом 15, подашторый в вкладыше выполнено отверстие а и в ллите 4 отверстие б. В нерабочем положении вкладыш крепится к плите 2 болтом 15 через отвер.стче б вкладыша и отверстие плиты 2.
В плите .3 для креплелия матрицы 16 вышоллепы захгваты 17 с болтами 18. В плите 4 закреплен хвостовик 19, взаимодействующий с упором машины. Вторая половина формы крепится :к плИте /.
Работает блок следующим образом.
Сначала устанавливают и закрепляют вкладыши 10 в ллите 4 коптртолкателей. Для этого ло:мещают вкладыш с коптртолкателями в сквозной лаз 12 плиты 4, устанавливают скобу 14 и закрепляют винтом /5. Количество вкладышей, а соответственно н ползунов устанавливают в рабочее положение в зависимости от количества используемых формующих злаков, оформляющих отверстия в изделиях.
После настройки ползунов уетанавливают матрицу 16 на плпту 3 и закр-зиляют захватами 17 и болтами 18. Другую чаеть формы уста.навливают на нлиту /. Затем закрепляют фор мующий знак 9 в ползунах 7.
После настройки блока и формы включается литьевая :машина. Происходит смыкание подвижной и неподвижной частей блока.
Пол.имерный 1материал впрыскивают в формующую ПОЛОСТЬ. После соответствую дей выдержки форму раскрывают. При это;М иодвиж,ная часть блока отходит в крайнее положение и хвостовик 19, закрепленный одним концом в плите 4, противоположным концом упирается в выталкивающую систему литьевой машины, передаег усилие сталкивания на плиту 4, которая в свою очередь через олорные стенки паза 13, опорные стенки паза //и опорные стенки скобы 14 передает усилие на контртолкатели 5, которые в свою очередь через выступы 6, равные ло шагу ,н наклону пазам 8 на
ползуне 7 и соедтшеннымн с ни-ми, передаю усилие на ползун 7, который в евою очередь, начиная вертикальное движение, выводит знак 9 из изделия 20, освобождая его
от боКОБЫх знаков. В дальнейшем изделие выталкивается из матрицы 16. После освобождения матрицы от изделия происходит смыкание блока, при этом контртолкатели 5 упираются в неподвижную плиту
блока, передают усилие на ползун 7, IKOTOрый вводит злак в самкнутые матрицы. Дальнейшая работа блокаиовторяется.
В случае уменьшения количества отверстий в изделии иолзуны выводят из рабочего положения, для чего освобождают болт
15 и вынимают скобу 14. Этим же болтом
через отверстие в на вкладыше и отверстие
г па плнте 2 крепят вкладыш к плите 2.
Таким образом ползул вы.водят из рабочего положения.
Использование данного изобретения позволит сократить номенклатуру блоко1в для форм с боковыми фор.мующи.ми , раоноложеинЫМи в плоскости разъема фор-мы, повысить ироизводительлость при наладке форм, сократить сроки подготовки производства.
Формула изобретения
Блок для изготовления литьем иод давлепиел изделий с отверстиями, содержащий подвнжную л неподвижиую пллты крепления, ллиту крепления матрицы, расположе1 ные в ллоскости разъема на ллите креилеаия .матрицы ползуны с |формующимц знаками, выполненные с наклонными пазами, плиту с размещенными в ней контртолкателями, снабженными наклонными выетупа ми, взаимодействующими с лаклолными пазами ползунов, отличающийся тем, что, с целью облегчения обелуживалия блока при расширении технологических возможностей, он снабжен скобой и устаповлелными на коитртолкателях вкладышами, на боковой лсвер.хности .каждого из которых выполнен С-образный паз, а в плите контртолкателей по ineipi-iiMeTpy выполнены под вкладыши С-образные сквозные пазы с
до.полнительным.и С-образным.и пазами, расположенными на .внутренних противолежащих поверхностях каждого лаза, причем дополнительный наз образует с пазом вкладыща отверстие с сечением, соогветствующим еечен.ию установленной в нем скобы.
П.СТОЧН.ИК.И информации, принятые во впима.ние при экспертизе:
1.Авторское свидетельство СССР Л 477854, кл. В 29 С 1/14, 1974.
2.Авторское свидетельство СССР ЛЬ 593923,кл. В 29 С 1/14, 1977 (прототип).
-j
Фиг..
| название | год | авторы | номер документа |
|---|---|---|---|
| Литьевая форма | 1977 |
|
SU593923A1 |
| Литьевая форма для изготовления изделий из пластмасс | 1984 |
|
SU1162606A1 |
| Литьевая форма для изготовленияпОлиМЕРНыХ издЕлий C АРМАТуРОй | 1979 |
|
SU844349A1 |
| Литьевая пресс-форма | 1979 |
|
SU774951A2 |
| ЛИТЬЕВАЯ ПРЕСС-ФОРЛ^А | 1973 |
|
SU395272A1 |
| Литьевая форма для изготовленияпОлиМЕРНыХ издЕлий C пОдНуТРЕНи-яМи | 1978 |
|
SU797882A1 |
| Литьевая форма для изготовления полимерных изделий | 1983 |
|
SU1140992A1 |
| Литьевая форма для изготовления крупногабаритных полимерных изделий | 1983 |
|
SU1090571A1 |
| Литьевая форма для изготовления изделий с поднутрениями из пластических масс | 2017 |
|
RU2664874C1 |
| Литьевая форма для изготовления полимерных изделий с арматурой | 1984 |
|
SU1186514A1 |