Изобретение относится к переработке пластмасс, в частности к изготовлению изделий из термопластичных полимерных материалов и может быть использовано в машиностроении, в химической промышленности.
Цель изобретения - повышение надежности работы литьевой формы.
Надежность работы заключается в обеспечении надежного удержания формуюшего знака в положении, при котором осушествляется окончательный съем изделия, а также в обеспечении надежного возврата формуюплего знака в исходное положение до полного смыкания подвижной и неподвижной полуматриц литьевой формы.
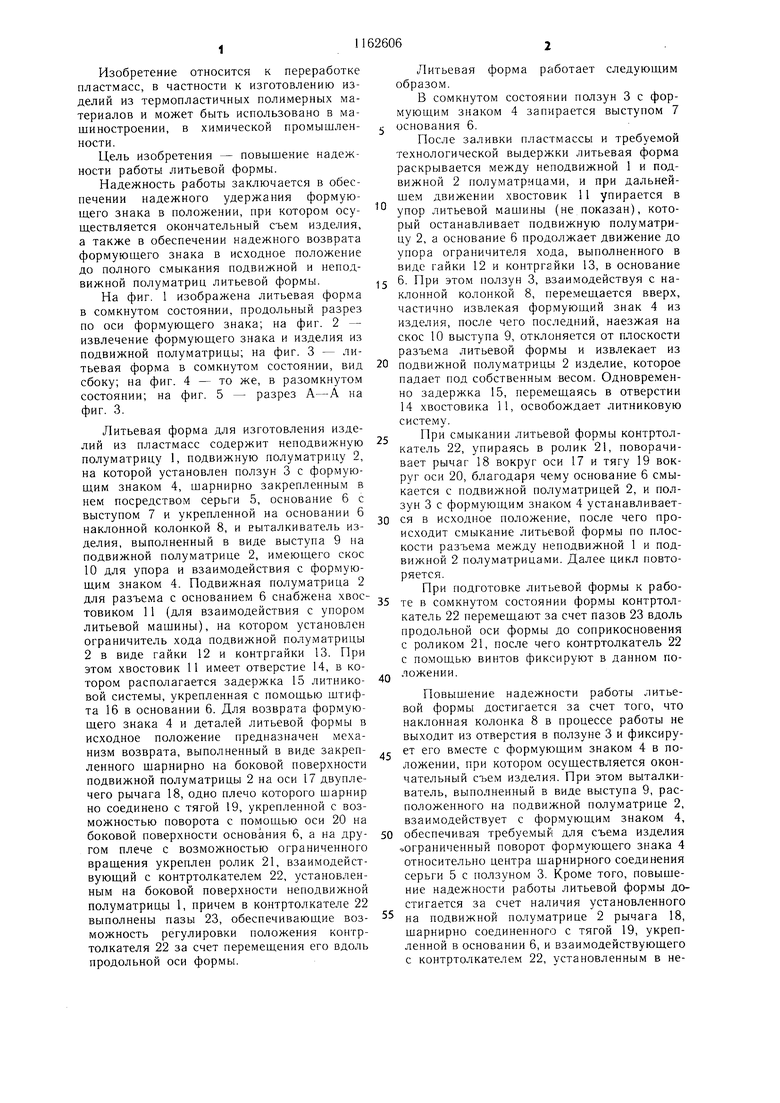
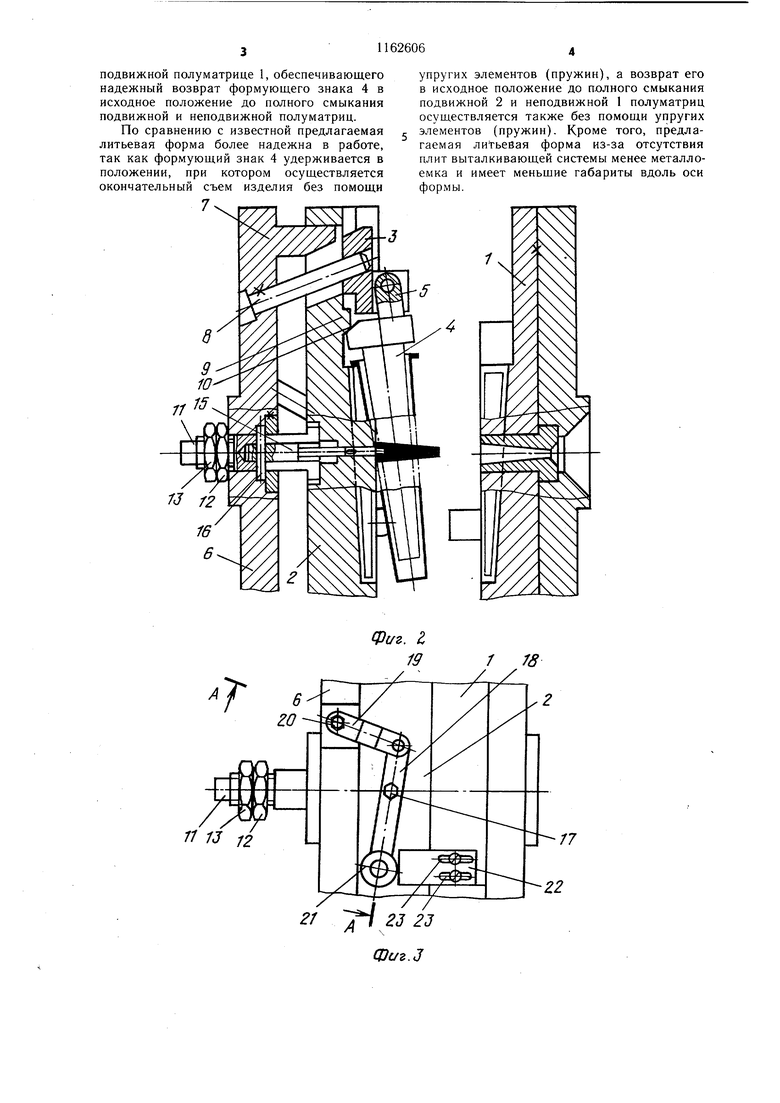
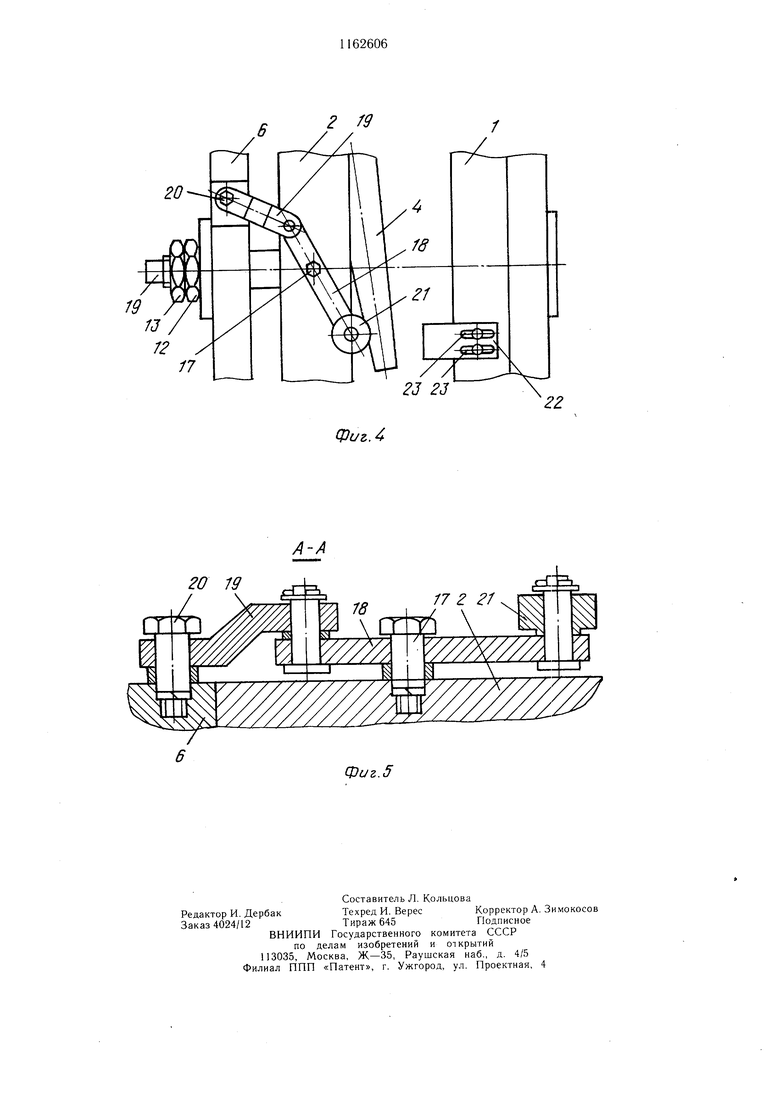
На фиг. 1 изображена литьевая форма в сомкнутом состоянии, продольный разрез по оси формуюш.его знака; на фиг. 2 - извлечение формуюш его знака и изделия из подвижной полуматрицы; на фиг. 3 - литьевая форма в сомкнутом состоянии, вид сбоку; на фиг. 4 - то же, в разомкнутом состоянии; на фиг. 5 - разрез А-А на фиг. 3.
Литьевая форма для изготовления изделий из пластмасс содержит неподвижную полуматрицу 1, подвижную полуматрицу 2, на которой установлен ползун 3 с формующим знаком 4, шарнирно закрепленным в нем посредством серьги 5, основание 6 с выступом 7 и укрепленной на основании 6 наклонной колонкой 8, и выталкиватель изделия, выполненный в виде выступа 9 на подвижной полуматрице 2, имеюшего скос 10 для упора и взаимодействия с формующим знаком 4. Подвижная полуматрица 2 для разъема с основанием 6 снабжена хвостовиком 11 (для взаимодействия с упором литьевой машины), на котором установлен ограничитель хода подвижной полуматрицы 2 в виде гайки 12 и контргайки 13. При этом хвостовик 11 имеет отверстие 14, в котором располагается задержка 15 литниковой системы, укрепленная с помощью штифта 16 в основании 6. Для возврата формующего знака 4 и деталей литьевой формы в исходное положение предназначен механизм возврата, выполненный в виде закрепленного шарнирно на боковой поверхности подвижной полуматрицы 2 на оси 17 двуплечего рычага 18, одно плечо которого шарнир но соединено с тягой 19, укрепленной с возможностью поворота с помощью оси 20 на боковой поверхности основания 6, а на другом плече с возможностью ограниченного вращения укреплен ролик 21, взаимодействующий с контртолкателем 22, установленным на боковой поверхности неподвижной полуматрицы 1, причем в контртолкателе 22 выполнены пазы 23, обеспечивающие возможность регулировки положения контртолкателя 22 за счет перемещения его вдоль продольной оси формы.
Литьевая форма работает следующим образом.
В сомкнутом состоянии ползун 3 с формующим знаком 4 запирается выступом 7 основания 6.
После заливки пластмассы и требуемой технологической выдержки литьевая форма раскрывается между неподвижной 1 и подвижной 2 полуматрицами, и при дальнейшем движении хвостовик 11 упирается в упор литьевой мащины (не показан), который останавливает подвижную полуматрицу 2, а основание 6 продолжает движение до упора ограничителя хода, выполненного в виде гайки 12 и контргайки 13, в основание
5 6. При этом ползун 3, взаимодействуя с наклонной колонкой 8, перемещается вверх, частично извлекая фор.мующий знак 4 из изделия, после чего последний, наезжая на скос 10 выступа 9, отклоняется от плоскости разъема литьевой формы и извлекает из
0 подвижной полуматрицы 2 изделие, которое падает под собственным весом. Одновременно задержка 15, перемещаясь в отверстии 14 хвостовика 11, освобождает литниковую систему.
5 При смыкании литьевой формы контртолкатель 22, упираясь в ролик 21, поворачивает рычаг 18 вокруг оси 17 и тягу 19 вокруг оси 20, благодаря чему основание 6 смыкается с подвижной полуматрицей 2, и ползун 3 с формующим знаком 4 устанавливается в исходное положение, после чего происходит смыкание литьевой формы по плоскости разъема между неподвижной 1 и подвижной 2 нолуматрицами. Далее цикл повторяется.
При подготовке литьевой формы к работе в сомкнутом состоянии формы контртолкатель 22 перемещают за счет пазов 23 вдоль продольной оси формы до соприкосновения с роликом 21, после чего контртолкатель 22 с помощью винтов фиксируют в данном поQ ложении.
Повышение надежности работы литьевой формы достигается за счет того, что наклонная колонка 8 в процессе работы не выходит из отверстия в ползуне 3 и фиксируг ет его вместе с формуюпяим знаком 4 в положении, при котором осуодествляется окончательный съем изделия. При этом выталкиватель, выполненный в виде выступа 9, расположенного на подвижной полуматрице 2, взаимодействует с формующим знаком 4,
0 обеспечивав требуемый для съема изделия ограниченный поворот формующего знака 4 относительно центра шарнирного соединения серьги 5 с ползуном 3. Кроме того, повыщение надежности работы литьевой формы достигается за счет наличия установленного
на подвижной полуматрице 2 рычага 18, шарнирно соединенного с тягой 19, укрепленной в основании 6, и взаи.модействующего с контртолкателем 22, установленным в неподвижной полуматрице 1, обеспечивающего надежный возврат формующего знака 4 в исходное положение до полного смыкания подвижной и неподвижной полуматриц. По сравнению с известной предлагаемая литьевая форма более надежна в работе, так как формующий знак 4 удерживается в положении, при котором осуществляется окончательный съем изделия без помощи упругих элементов (пружин), а возврат его в исходное положение до полного смыкания подвижной 2 и неподвижной 1 полуматриц осуществляется также без помоп и упругих элементов (пружин). Кроме того, предлагаемая литьевая форма из-за отсутствия плит выталкивающей системы менее металлоемка и имеет меньшие габариты вдоль оси формы.
2 f9
20
Фиг. 4
/
| название | год | авторы | номер документа |
|---|---|---|---|
| Литьевая форма для изготовления изделий из пластмасс | 1982 |
|
SU1052396A1 |
| Литьевая форма для изготовления изделий с поднутрениями из пластических масс | 2017 |
|
RU2664874C1 |
| Литьевая форма | 1990 |
|
SU1735033A1 |
| Литьевая форма для изделий из полимерных материалов | 1989 |
|
SU1765023A1 |
| Литьевая форма для изготовления полимерных изделий | 1986 |
|
SU1435465A1 |
| Литьевая форма | 1981 |
|
SU958112A1 |
| Литьевая пресс-форма | 1974 |
|
SU574897A1 |
| Литьевая многогнездная форма для изготовления пластмассовых изделий | 1980 |
|
SU921867A1 |
| Литьевая пресс-форма | 1979 |
|
SU774951A2 |
| Литьевая форма для полимерных изделий | 1982 |
|
SU1118532A1 |
1. ЛИТЬЕВАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ПЛАСТМАСС, содержащая неподвижную нолуматрицу, наклонную колонку, основание, подвижную полуматрицу с размещенным в ней вдоль плоскости разъема полуматриц формующим знаком, шарнирно установленным посредством сельги в ползуне, который смонтирован с возможностью взаимодействия с наклонной -колонкой, выталкиватель изделия и хвостовик для взаимодействия с упором литьевой мащины, отличающаяся тем, что, с целью повыщения надежности работы литьевой формы, хвостовик закреплен на подвижной полуматрице для разъема ее с основанием, наклонная колонка установлена на основании, выталкиватель изделия выполнен в виде выступа на подвижной полуматрице со скосом для упора формующего знака, а формующий знак снабжен механизмом его возврата, выполненным в виде щарнирно установленного на подвижной полуматрице двуплечего рычага, одно плечо которого шарнирно соединено с тягой, закрепленной на основании с возможностью поворота, а на другом плече размещен ролик, смонтированный с возможностью взаимодейI ствия с контртолкателем, установленным в неподвижной полуматрице. (Л 2. Форма по п. 1, отличающаяся тем, что контртолкатель установлен с возможностью перемещения вдоль продольной оси формы. а 1с О) о Од
20
Фиг.5 rff
| Литьевая форма для изготовления изделий из пластмасс | 1982 |
|
SU1052396A1 |
| Солесос | 1922 |
|
SU29A1 |
| Литьевая форма для термопластавтомата | 1976 |
|
SU583917A1 |
| Солесос | 1922 |
|
SU29A1 |
