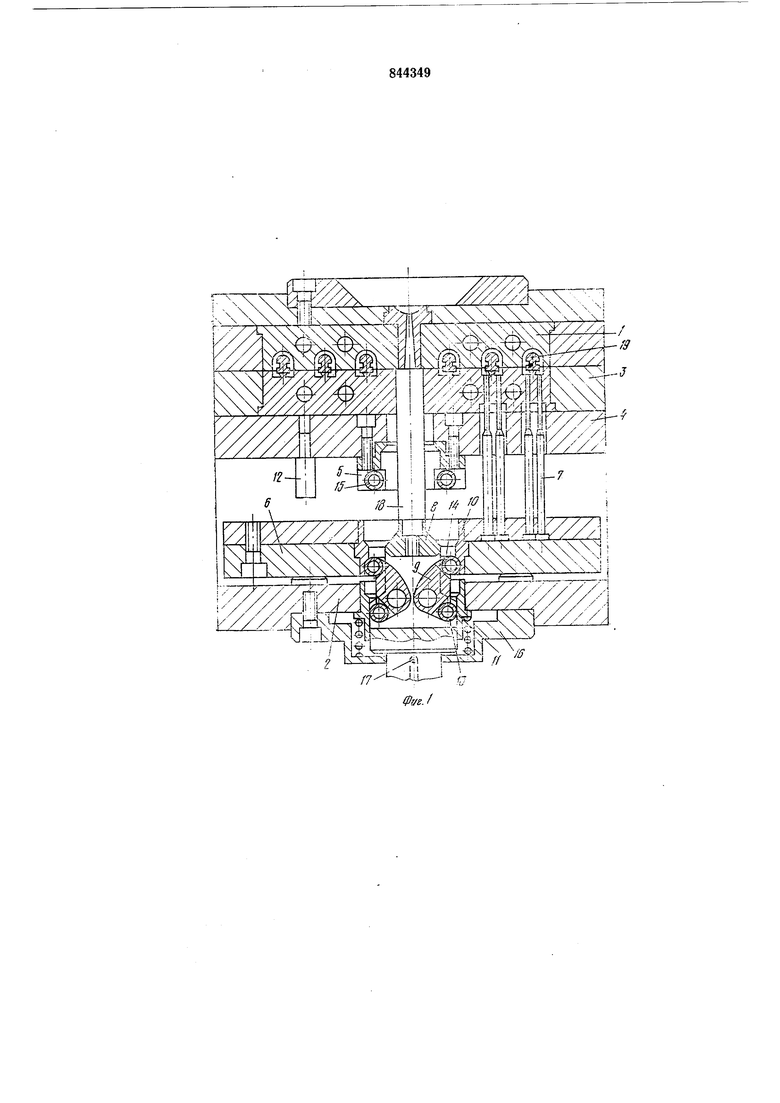
рычаги 9, втулки JO и 11, выполненные каждая с внутренней копирной поверхностью и закрепленные соответственно в плитах 6 н 2, :причем втулка 11 подпружинена в направлении ллиты 2. На плите 4 закреплен дополнительный упор 12.
Рычаги 9 снабжены роликами 13 и 14, а упор 5 - роликами 15 с целью повышения плавности и надежности в работе. Кольцо 16 центрирует форму на плите машины и служит одновременно фланцем, удерживающим шток, и ограничивает перемещение втулки //. Это кольцо содержит фиксатор 17 положения штока 5 в форме, входящий в лаз этого штока. Со щтоком 8 жестко связан контртолкатель 18.
Форма работает следующим образом.
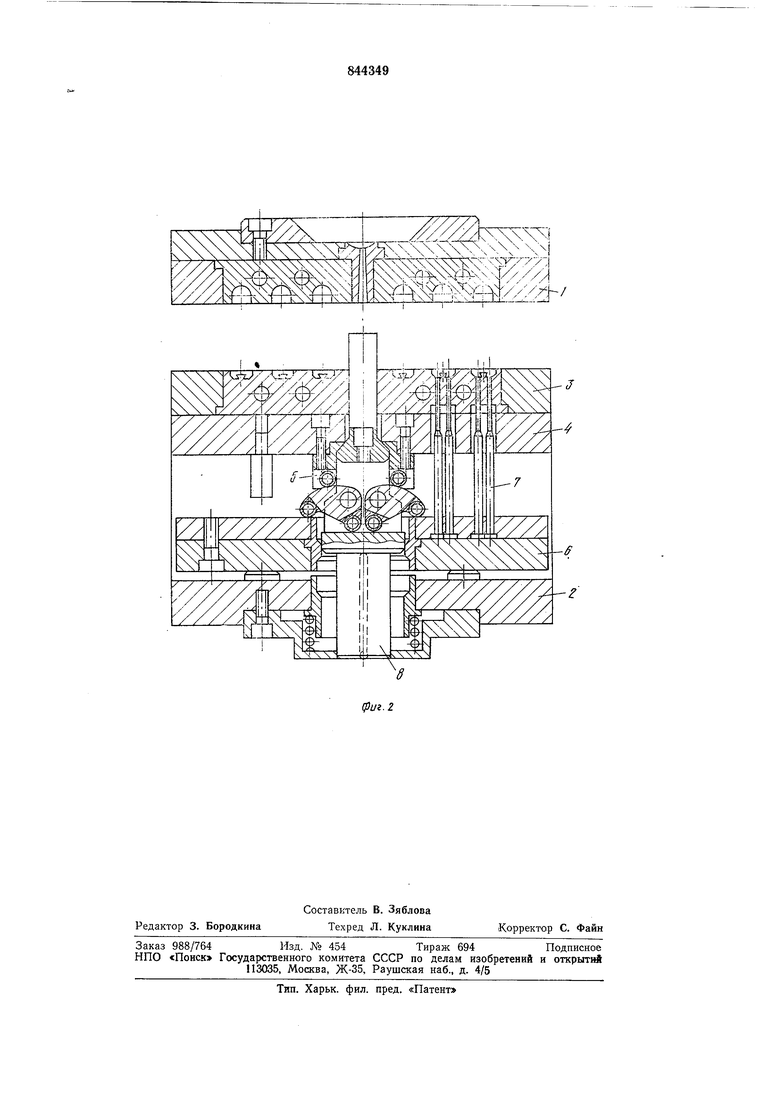
По окончании процесса литья форма раскрывается.
При раскрытии формы шток 8 упирается в иеподвижный упор машины. -Подвил ная часть формы продолжает перемешаться, а шток 8 двуплечими рычагами 9, не имеющими возможности повернуться, упирается на скосы втулок 10 и 11 и останавливает плиту 6.
Плита 4 упором 12 упирается в плиту 6 и одновременно «происходит выталкивание изделий с арматурой 19. В это время рычаги 9, одним плечом перемещаясь по копиру втулки // роликами 13, а другим плечом - по копиру втулки 10 роликом 14, выводят шток 8 из зацепления с плитой 6. Далее рычаги 9, взаимодействуя с упором 5, поворачиваются ,и воздействуют на эту плиту, возвращают ее в исходное положение, освобождая матрицы от выталкивателей для загрузки арматуры.
При смыкании формы контртолкатель 18 возвращает шток 8 в первоначальное положение. При этом втулка 11 перемещается под воздействием рычага 9, который поворачивается, занимает исходное положение.
В предлагаемой форме обеспечивается плавная и надежная работа выталкивателей.
Формула изобретения
1.Литьевая форма для изготовления полимерных изделий с арматурой, содержащая подвижную и неподвижную плиты, плиту матрицы, размещенную на опорной
плите, плиту выталки1вателей, упор, закрепленный на опорной плите, и шток, установленный с возможностью осевого .перемещения относительно плиты выталкивателей, отличающаяся тем, что, с целью повыщения надежности в работе формы, она снабл ена втулками, выполненными каждая с копирной внутренней поверхностью, одна из которых неподвижно закреплена в ллите выталкивателей, а другая - в подвижной плите и подпружинена в направлении плиты выталкивателей, и двуплечими рычагами, шарнирно-закреплениыми на штоке.
2.Литьевая форма по п. 1, о т л и ч а ющ а я с я тем, что двуплечие рычаги и упор
снабжены роликами.
Источники информации, принятые во внимание при экспертизе:
1. Манихин Ю. П. Многогнездные автоматизированные литьевые формы для изделий из термопластов. Ленинградский Дом научно-технической пропаганды. Л., 1970, с. 24-25, р. 16.
2. Авторское свидетельство СССР N° 295672, кл. В 29 С 1/00, 1967 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Литьевая форма для полимерныхиздЕлий | 1979 |
|
SU793779A1 |
| ФОРМА ДЛЯ ЛИТЬЯ ПЛАСТМАСС С ДВОЙНЫМ ВЫТАЛКИВАНИЕМ ИЗДЕЛИЙ | 1970 |
|
SU258564A1 |
| Литьевая форма для изготовления полимерных изделий | 1988 |
|
SU1613348A1 |
| Литьевая форма | 1989 |
|
SU1750952A1 |
| Литьевая форма для полимерных изделий с двухступенчатой системой выталкивания | 1981 |
|
SU956282A1 |
| Литьевая форма для изготовления изделий из пластмасс | 1977 |
|
SU687714A1 |
| Литьевая форма | 1976 |
|
SU579157A1 |
| Литьевая форма для изготовления полимерных изделий | 1982 |
|
SU1054074A1 |
| Литьевая форма для изготовления изделий из пластмасс | 1984 |
|
SU1162606A1 |
| Литьевая форма | 1981 |
|
SU958112A1 |