оо
Од
ел
Изобретение относится к области переработки полимернъгх материалов и может быть использовано для изготовления изделий- с цилиндрической арматурой.
Цель изобретения - увеличение призводительности литьевой формы.
На фиг. 1 изображена литьевая форма, вид по плоскости разъемана фиг. 2 - сечение А-А на фиг. 1; на фиг. 3 - вид Б на фиг. 1 (кассет с арматурой, прижатой вставками)j Hi фиг. 4 - сечение В-В на фиг. 1, момент разъема полуформ; на фиг.5 то же, в сомкнутом положении; на фиг. 6 - сечение Г-Г на фиг. 1 (крепление поворотной рамь и ее кинематическая связь с верхним ползуном) ; на фиг. 7 - сечение Д-Д на фи г. 1.
Литьевая форма содержит неподвижную полуформу, включающую крепежную плиту 1 и плиту.2, в которой закреплены запорные клинья 3, шиберы 4, наклонные колонки 5 и фиксирующие колонки 6.
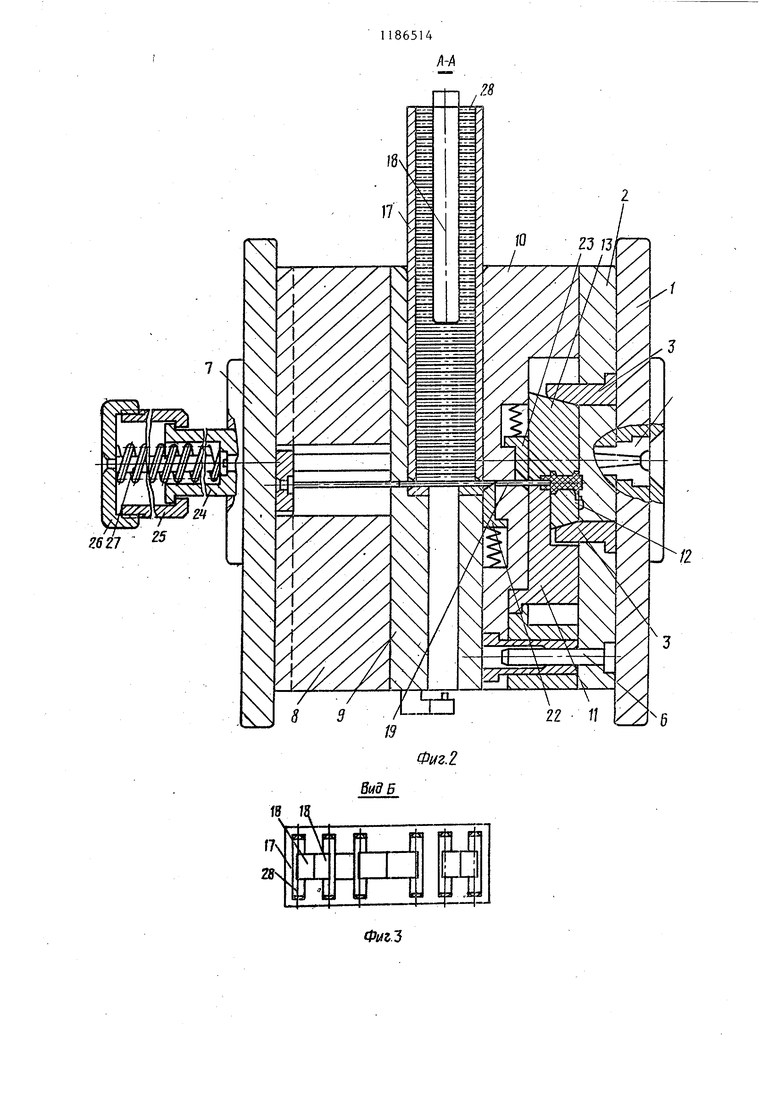
Подвижная полуформа .включает последовательно установленные на основании 7 промежуточные 8 и 9 и опорнук) 10 плиты. Последняя снабжена поворотной рамой t1, в которой установлена полуматрица 12, кинематически связанная с полуматрицей 13 посредством шестерни 14, закрепленной на поворотной раме, и зубчатой рейки 15, закрепленной на полуматрице 13.
Раздвилсные полуматрицы 12 и 13 установлены в направляювщх планках 16, при этом плоскость разъема разд вижных полуматриц расположена наклонно к вертикальной плоскости.
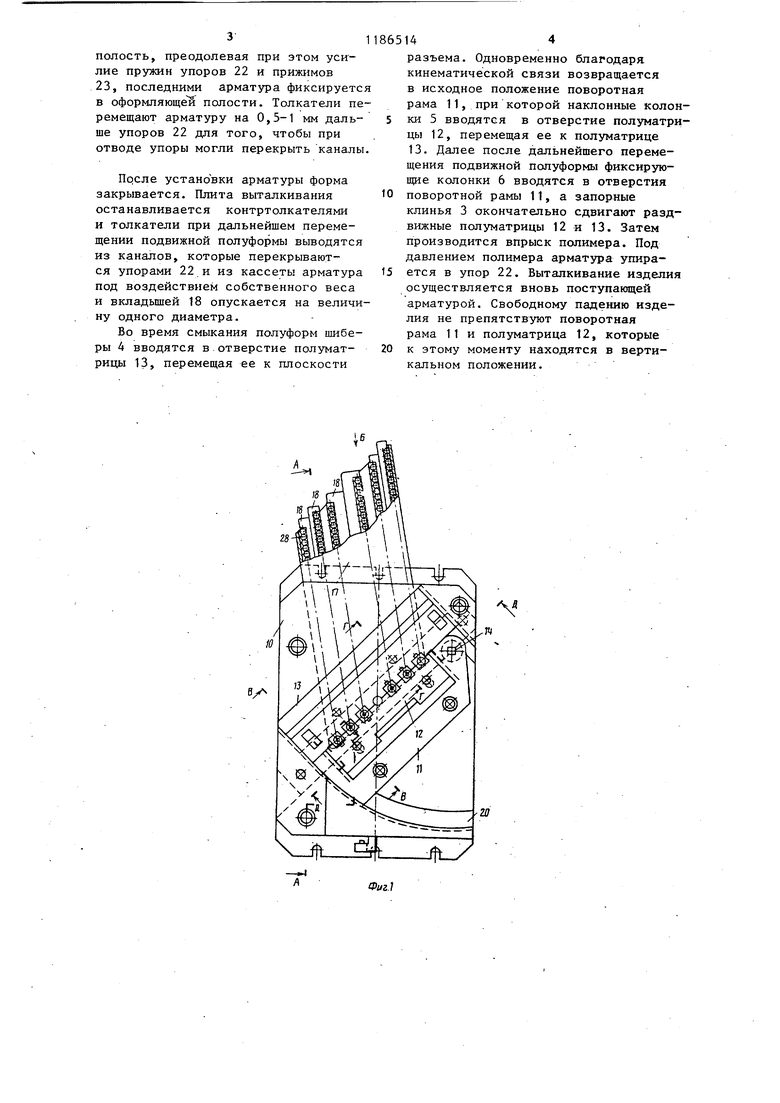
Кассета 17 для арматуры установлена с наклоном в противоположную по отношению к плоскости разъема , раздвижных полуматриц сторону и снабжена вкладьпиаг-ш 18 для герметизации арматуры, для которых в кассете выполнены сквозные пазы 19. С нижней стороны кассеты 17 установлены конечные выключатели, сигнализирующие при взаимодействии с торца1-п вкладышей 18 об окончании арматуры.
Для питания нескольких гнезд кассета выполнена с соответствуюп им количеством напрлп.тяющих пазов. Такое яыпог.пение рлздяижньк полуматриц позволяет увеличить гнездность формы и тем самым ее производительность.
Наклоном кассеты ограничивается возможность падения арматуры в паза кассеты под действием собственного веса. Перемещению арматуры в пазах способствует воздействие вкладьшей 18, вследствие чего арматура, скользя по пазам под давлением вклады-шей, поступает под толкатели без перекосов. Вследствие этого надежность узла подачи арматуры повышается. Экспериментально установлен угол наклона кассеты, равный 30°.
В опорной плите 10 выполнен сегментный паз 20, а в поворотной раме 11 выступ 21 для взаимодействия с пазом 20.
. Для подачи арматуры в оформляю1цие полости в опорной плите 10 предусмотрены каналы, через которые проходят подпружиненные упоры 22, перекрыва |}Чие каналы после установки арматуры, и подпруясиненные прижимы 23 со скосами на торцах, фиксирующие арматуру, установленную в оформляющую полость. Прижимы 23 выполнены с наклонными к оси канала отверстиями для прохода арматуры. В плите выталкивания закреплен хвостовик 24 с концентрр1чно установленной на нем втулкой 25,с крышкой 26 на резьбе. Крышка 26 подпружинена и жестко связана с упором 27. Для взаимодействия с упором 27 в хвостовике установлен концевой выключатель. Усилие пружины крышки 26 превышает суммарное усилие пружин упоров 22 и прижимов 23.
, Литьевая форма работает следуюшим образом.
До впрыска полимера в оформляющую полость полуформы раскрываются, при этом наклонными колонками 5 полуматрица начинает перемещаться. В то же время фиксирующие колонки 6 и запорные.клинья освобождают раздвижные полуматрицы 12 и 13. Затем шиберами 4 начинает перемещаться полуматрица 13, вращая при этом поворотную раму 11, которая устанавливается в вертикальное положение. В ходе дальнейшего движения подвижной полуформы упором термопластоавтомата останавливается.пиита выталкивания и толкатели вытаг.1 кивают арматуру 28 из кассеты в |-|1|(1рмляю1дую полость, преодолевая при этом усилие пружин упоров 22 и прижимов 23, последними арматура фиксируетс в оформляющей полости. Толкатели пе ремещают арматуру на 0,5-1 мм дальше упоров 22 для того, чтобы при отводе упоры могли перекрыть каналы После установки арматуры форма закрывается. Плита выталкивания останавливается контртолкателями и толкатели при дальнейшем перемещении подвижной полуформы выводятся из каналов, которые перекрываются упорами 22,и из кассеты арматура под воздействием собственного веса и вкладьш1ей 18 опускается на величи ну одного диаметра. Во время смыкания полуформ шиберы 4 вводятся в отверстие полуматрицы 13, перемещая ее к плоскости 4 разъема. Одновременно благодаря кинематической связи возвращается в исходное положение поворотная рама 11, при которой наклонные колонки 5 вводятся в отверстие полуматрицы 12, перемещая ее к полуматрице 13. Далее после дальнейшего перемеш;ения подвижной полуформы фиксирующяе колонки 6 вводятся в отверстия поворотной рамы 11, а запорные клинья 3 окончательно сдвигают раздвижные полуматрицы 12 и 13. Затем производится впрыск полимера. Под давлением полимера арматура упирается в упор 22. Выталкивание изделия осуществляется вновь поступающей арматурой. Свободному падению изделия не препятствуют поворотная рама 11 и полуматрица 12, которые к этому моменту находятся в вертикальном положении.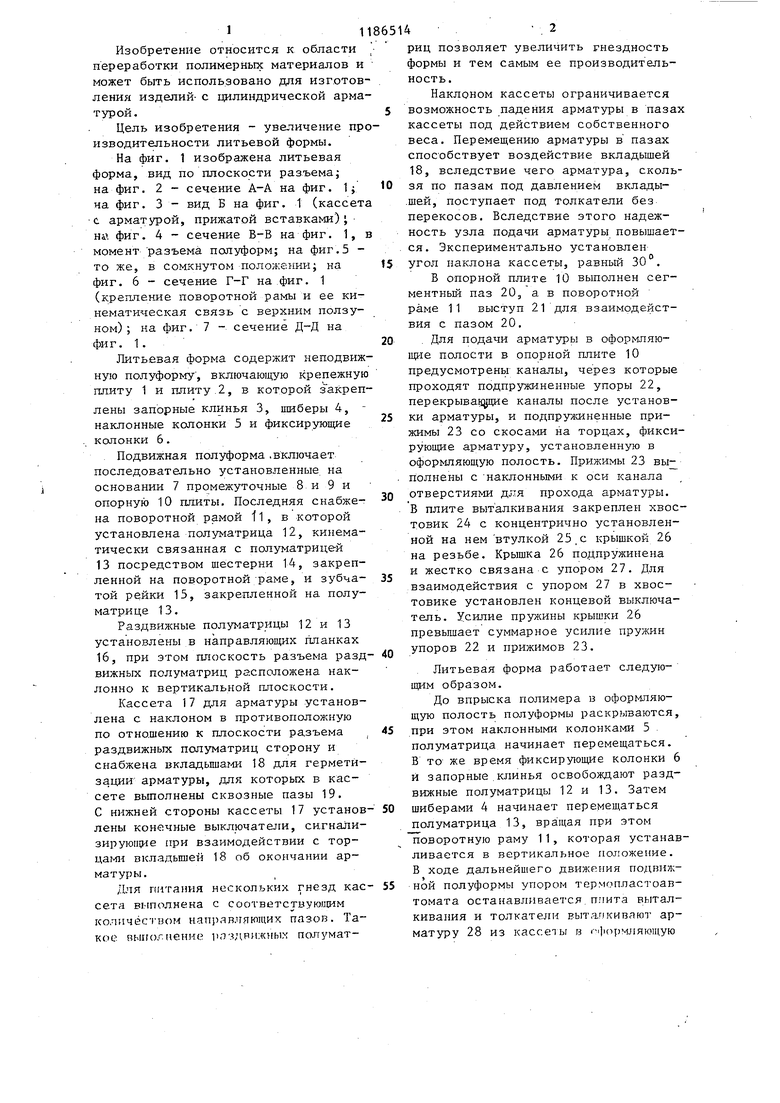
| название | год | авторы | номер документа |
|---|---|---|---|
| Литьевая форма для изготовления полимерных изделий с цилиндрической арматурой | 1984 |
|
SU1242393A1 |
| Литьевая форма для изготовления полимерных изделий с цилиндрической арматурой | 1985 |
|
SU1329989A2 |
| Литьевая форма для изготовления полимерных изделий с арматурой | 1987 |
|
SU1430286A1 |
| Литьевая пресс-форма | 1974 |
|
SU574897A1 |
| Литьевая пресс-форма | 1972 |
|
SU656265A2 |
| Литьевая форма для изготовления изделий с поднутрениями из пластических масс | 2017 |
|
RU2664874C1 |
| Литьевая форма для изготовления полимерных изделий | 1988 |
|
SU1676818A1 |
| Литьевая форма для полимерных изделий | 1982 |
|
SU1118532A1 |
| ЛИТЬЕВАЯ ФОРМАОШР^-::- | 1971 |
|
SU320386A1 |
| Литьевая форма для изготовления полимерных изделий | 1986 |
|
SU1435465A1 |
1. ЛИТЬЕВАЯ ФОРМА ДЛЯИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ИЗДЕЛИЙ С АРМАТУРОЙ, содержащая неподвижную полуформу и подвижную полуформу, включающую раздвижные полуматрицы, кассету для арматуры, опорную плиту и толкатели, отличающаяся тем, что, с целью увеличения производительности, Ш1оскос1;ь разъема раздвижных полуматриц расположена наклонно к вертикальной плоскости, а опорная плита снабжена поворотной рамой, в которой установлена одна из полуматриц, кинематически связанная с другой полуматрицей. 2.Форма по п. 1, отличающаяся тем, что кассета установлена с наклоном в противоположную по отношению к плоскости разъема раздвижных полуматриц сторону. 3.Форма по п. 1, отличаю- о S щ а я с я тем,что кассета снабжена (О вкладышами для перемещения арматуры, для которых в кассете выполнены сквозные пазы.
ФигМ
to
Щ
1 / ZO 21 10 28
Фиг.5
Фиг.7
| Демин.Е.Н | |||
| Механизация и автоматизация прессования из пластмасс.Л.:Лениздат, 1962, с | |||
| Вагонетка для движения по одной колее в обоих направлениях | 1920 |
|
SU179A1 |
| ЛИТЬЕВАЯ ПРЕСС-ФОРМА С АВТОМАТИЧЕСКОЙ ПОДАЧЕЙ ЦИЛИНДРИЧЕСКОЙ АРМАТУРЫ | 0 |
|
SU311761A1 |
| Солесос | 1922 |
|
SU29A1 |
