(54) ОБОД КОЛЕСА ДЛЯ ПНЕВМАТИЧЕСКОЙ ШИНЫ
| название | год | авторы | номер документа |
|---|---|---|---|
| Обод колеса для пневматической шины | 1983 |
|
SU1136863A2 |
| Горячекатаный профиль для обода колеса пневматических шин | 1987 |
|
SU1435330A1 |
| Сегментный обод колеса для пневматической шины | 1977 |
|
SU988594A1 |
| Обод из проката колеса пневматической шины | 1979 |
|
SU1109323A1 |
| Колесо транспортного средства | 1981 |
|
SU1096131A1 |
| ОБОД КОЛЕСА ДЛЯ ПНЕВМАТИЧЕСКОЙ ШИНЫ | 1995 |
|
RU2104165C1 |
| Способ изготовления деталей ободьев колес | 2022 |
|
RU2799599C1 |
| КОЛЕСО ТРАНСПОРТНОГО СРЕДСТВА | 2019 |
|
RU2701603C1 |
| ОБОД КОЛЕСА ДЛЯ БЕСКАМЕРНОЙ ШИНЫ СО СЪЕМНОЙ ЗАКРАИНОЙ И КОЛЕСО С БЕСКАМЕРНОЙ ШИНОЙ | 2018 |
|
RU2723447C1 |
| АВТОМОБИЛЬНОЕ КОЛЕСО | 2014 |
|
RU2578916C1 |
Изобретение относится к области транспортных средств.
Известен обод колеса для пневматической шины, содержащий бортовые закраины, посадочные полки и расположеаную между посадочны.ми полками ц-ил.индр.ическую обечайку, выполленную постоянной толщины в, поперечном сечении по всей ширине от (ПОЛКИ до полки 1.
Наиболее напряженными частями обода являются бортовая закраина ,и переход закраины в посадочную полку. Обод -в зоне обечайки менее напряжен и выполнение его в этой зане постоянным по толщине, равной толщине других частей обода, приводит к неоправданному завышению веса и увеличению расхода металлопроката.
Кроме того, при .изготовлении обода на станах горячей прокатки из равномерных по толщине профилей происходит быстрая потеря тепла, что ухудшает условия прокатки.
Наиболее близким к изобретению техническим решением является обод Колеса для пневматической шины, завитый из катанного профиля и содержащий бортовые закраины, посадочные полки и соединяющую полки обечайку с профилем переменной толпданы от полки к полке 2.
Переманный по толщнне профиль обечайки обусловлен выполнением на ее внутренней поверхности выступов, предназначенных для установки обода на ступицу г различным вылетом.
Недостатком этого обода является его большой вес, так как выступы начинаются на диаметре внутренней поверхности обода в зоне обечайки, равном диаметру указанной поверхности в зоне посадочной полки,
10 л направлены внутрь обода.
Кроме того, образование выступог в процессе прокатки связано с дополнительными затратами за счет увеличения 15 деформирующих усилий и расхода тепловой энергии.
Целью изобретения является уменьшение металлоемкости обода и повыщеии-с технологичности изготовления за счет улуч20 шения темиературно-деформационных условий прокатки.
Указанная цель достигается тем, что внзтренняя поверхность обода в зоне обе чайки в поперечном сечении имеет вид си25нусоиды, причем диаметр указанной поверхности -по выступам не меньше ее диаметра в зоне посадочных полок.
Синусоидальная внутренняя поверхност. обечайки в сочетании с ее цилиндрической
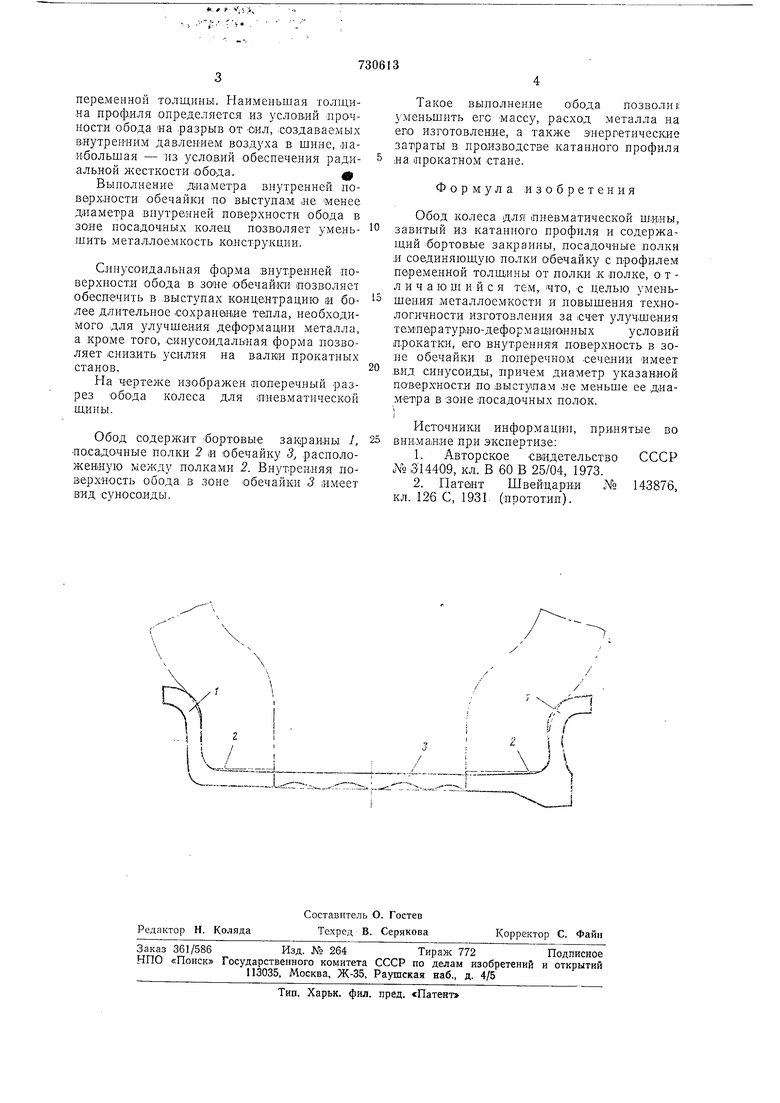
30 нарулсной поверхностью образует профиль переменной толщины. Наименьшая толщина профлля определяется .из условий лрочност,и обода иа разрыв от оил, .создаваемых внутренним давлением воздуха в шине, лаИбольшая - из условий обеспечения радиальной л есткости обода.ф Выполнение диаметра внутренней поверхности об.ечайки по выступам ,не менее диаметра внутренней поверхности обода в зоне посадочных колец позволяет уменьшить металлоемкость колструкцни. Синусоидальная фо,рма внутренней поверхности обода в золе обечайки позволяет обеспечить в выступах кодцентрацию и более длительное сохранение тепла, необходимого для улучшения деформации металла, а кроме того, .синусоидальная форма позволяет снизить усилия на валки прокатных станов. На чертеже изображен поперечный разрез обода колеса для лпевматической щины. Обод содержит бортовые зак-раи.ны /, по,садочиые полки 2 и обечайку 3, расположенную между полками 2. Внутренняя поверхность обода в зоне обечайки 3 имеет вид еуносоиды. Такое выполнение обода позволи ; уменьшить его массу, расход металла на его изготовление, а также энергетические затраты в производстве катанного профиля ;на прокатном стане. Формула изобретения Обод колеса для пневматической шялы, завитый из катанного профиля и содержащий бортовые закраины, посадочные полки и соединяющую полки обечайку с профилем переменной от полки к полке, о т личаюшийся тем, что, с целью уменьшения .металлоемкости и повышения технологичности изготовления за сч-ет улучшения темпаратурно-деформационных условий прокатки, его внутренняя поверхность в зоне обечайки в поперечном сечении имеет .В.ИД сииусоиды, причем диаметр указанной поверхности по выступам «е меньше ее .диаметра в зоне :поса.дочных полок. Источники информации, принятые во внимание пр.и экспертизе; 1.Авторское свидетельство СССР № ,314409, кл. В 60 В 25/04, 1973. 2.Патент Швейцарии № 143876, кл. 126 С, 1931. (прототип).
