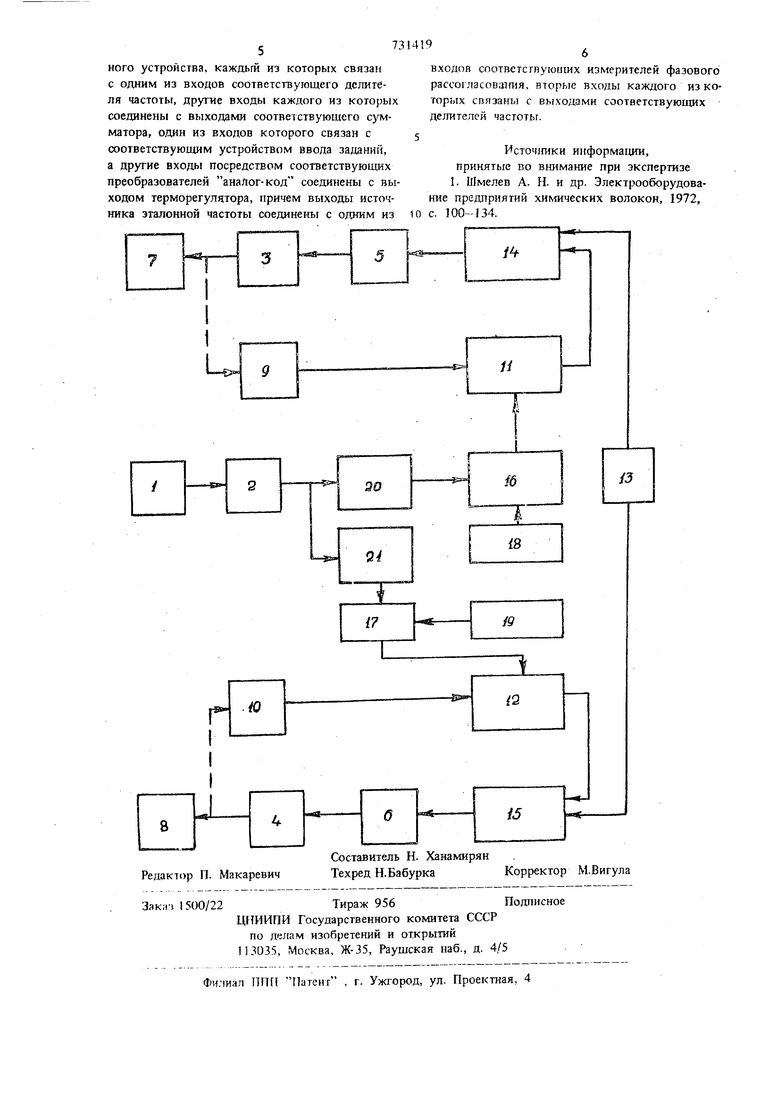
го вентильного блока с тиристорами, системы импульсно-фазового управления, регулятора и датчика тока с регуляторами 5 и 6 скорости, выходные валы которых соединены соответственно с дозирующим насосом 7 и намоточным устройством 8 (приемньгмн и фрикционными дисками или только фрикционными дисками), частотные датчики 9 и 10, управляемые делители И и 12 частоты, источник (генератор) 13 эталонной частоты, измерители 14 и 15 фазового рассогласования частот, вычислительные устройства в виде сумматоров 16 и 17, осуществляющие алгебраическое сложение кодов (например, двоичных), устройства 18 и 19 ввода задания, выполненные на дискретных элементах и предназначенпь1е для ручного управления электродвигателями 3 и 4, устройство ввода задания (УВЗ), предназначенное для реечного управления температурой плавильного устройства, аналого-цифровые преобрззователи 20 и 21, выполненные на дискретных элементах.
Система работает следующим образом. Задание номинального уровня температуры плавильного устройства, а следовательно, и тем пературы расплава полимера осуществляется с помощью устройства ввода задания, расположенного в терморегуляторе 2 плавильного устройства. Последний включает нагревательные элементы, которые нагревают плавильное устройство до заданной температуры. При отклонении ее от нокжнала в терморегуляторе вырабатывается электрический сигнал рассогласова1П1Я, который изменяет режим работы нагревательных элементов так, чтобы температура плавильного устройства с определенной погреив местью (1-1,5%) поддерживалась постоянной. Задание частоты врашеняя электроприводов 3 и 4 производится с помощью цифровых устройств ввода задания J8 и 19, соответствующи тшфровые коды которых,набираемые вручную, преобразуют в дискретные электрические сигналы.
После подачи напряжения питания на все элементы системы управления дискретные элек рические сигналы с (устройств) 18 и 19 подаются на соответствующие вычислительные устройства 16 и 17, на которые по другим входам подаются дискретные электрические сигналы с анилого-цифровь1х преобразователей напряжение-код 20 и 21. На выходе 16 и 17 появляются дискретные электрические сигналы соответствующие алгебраической сумме входны сигналов, которые устанавливают управляемые делители частоты 11 и 12 в состолния,соотррттеукшдае заданным уровням частоты вращения электроприводов 3 и 4. На входы преобразователей 20 и 21 подается напряжение с терморегулятора 2 плавильного устройства, пропорци ональное отклонению температуры расплава полимера, выходящего из отверстий фильер, от своего заданного значения. Пя выхоце преобразователей 20 и 21 появляются сигналы, пропорциональные их входным сигналам с соответствующими весовыми коэффипиенгами. Источник
13эталонной частоты перед включением электроприводов 3 и 4 в работу не переключается к измерителям фазового рассогласования частот
14и 15 и на их выходе, а следовательно, и на выходах регуляторов 5 и 6 скорости напряжения будут равны нулю, электроприводы 3 и 4 будут неподвижнь. на выходах частотных датчиков 9 и 10 будут отсутствовать электрические импульсы. При прдключе1ши источника 13 эталонной частоты к измерителям 14 и 15 на выходе последних и на выходах регуляторов
5 и 6 появляются напряжения, отличные от нуля, и электроприводы 3 и 4 начнут разгоняться до заданных уровней частот вращения, соответствуюод5х числовым кодам, получаюндамея на выходах сумматоров 16 и J7. Эти значения частот вращения у электроприводов 3 и 4 и, следовательно, у дозирующих насосов и намоточных устройств будут поддерживаться с помощью элементов 9, И, 14, 5 и 10, 12, 15) 6 соответственно с высокой точностью, обусловленной в основном стабильностью работы источника эталонной частоты. При использовании кварцевого генератора в качестве источника эталонной частоты без термостатирования достигается точность стабилизации частоты вращения электроприводов 3 и 4 0,01-0,02.
При измене1ши температуры расплава полимера будут изменяться числовые коды на выходах преобразователей 20, 21 и сумматоров 16, 17 и частоты вращения электроприводов 3 и 4 таким образом, чтобы тшнейная плотност формируемых нитей оставалась неизменной, а изменение коэффициента двойного лучепреломления волокна было минимальным.
Формула изобретения
Система управления процессом термообработки синтетического волокна, содержащая терморегулятор плавильного устройства с нагревательным элементом и регуляторы скорости дозирующих насосов и намоточного устройства с устройствами ввода задания, отличающаяся тем, что, с целью повыщення точности управления она имеет источник эталонной частоты, делители частоты, измерители фазового рассогласования частот, преобразователи аналог-код, сумматоры и датчики частоты приводов дозирующих насосов и намоточкого устройства, каждый из которых связан с одним из входов соответствующего дслитбля частоты, другие входы каждого из которых соединены с выходами соответствующего CJ Mматора, один из входов которого связан с соответствующим устройством ввода заданий, а другие входы посредством соответствующих преобразователей аналог-код соединены с выходом терморетулятора, причем выходы источника эталонной частоты соединены с одним из
входов соответсгвуюишх измерителей фазового рассогласовшгая. вторые входы каждого из которых связаны с выходами соответствующих
де;ттелей частоты.
Источники информащш, принятые во внимание при экспертизе I. Шмелев А. Н. и др. Электрооборудование предприятий химических волокон 1972 . 100-134.
| название | год | авторы | номер документа |
|---|---|---|---|
| Система управления процессом термообработки синтетического волокна | 1979 |
|
SU866007A2 |
| Способ фазового управления асинхронным электродвигателем и устройство для его осуществления | 1978 |
|
SU928582A1 |
| Устройство для управления электроприводомпРи HAMOTKE НЕСКОльКиХ пОлОС лЕНТ | 1979 |
|
SU820966A1 |
| Стабилизированный электропривод постоянного тока | 1986 |
|
SU1359879A1 |
| Стенд для испытания гидравлического регулятора оборотов газотурбинного двигателя | 1980 |
|
SU979942A1 |
| Электропривод | 1987 |
|
SU1476584A1 |
| СПОСОБ ПРОГРАММНОГО УПРАВЛЕНИЯ ШАГОВЫМ ПЕРЕМЕЩЕНИЕМ ПОСРЕДСТВОМ ШАГОВОГО ЭЛЕКТРОДВИГАТЕЛЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1990 |
|
SU1795861A1 |
| СПОСОБ РЕГУЛИРОВАНИЯ ЭЛЕКТРИЧЕСКОЙ ПЕРЕДАЧИ ТЕПЛОВОЗОВ | 2000 |
|
RU2174919C1 |
| СПОСОБ РЕГУЛИРОВАНИЯ ЭЛЕКТРИЧЕСКОЙ ПЕРЕДАЧИ ТЕПЛОВОЗА | 1998 |
|
RU2130389C1 |
| СПОСОБ РЕГУЛИРОВАНИЯ ЭЛЕКТРОПЕРЕДАЧИ ТЕПЛОВОЗОВ | 2011 |
|
RU2476332C1 |
