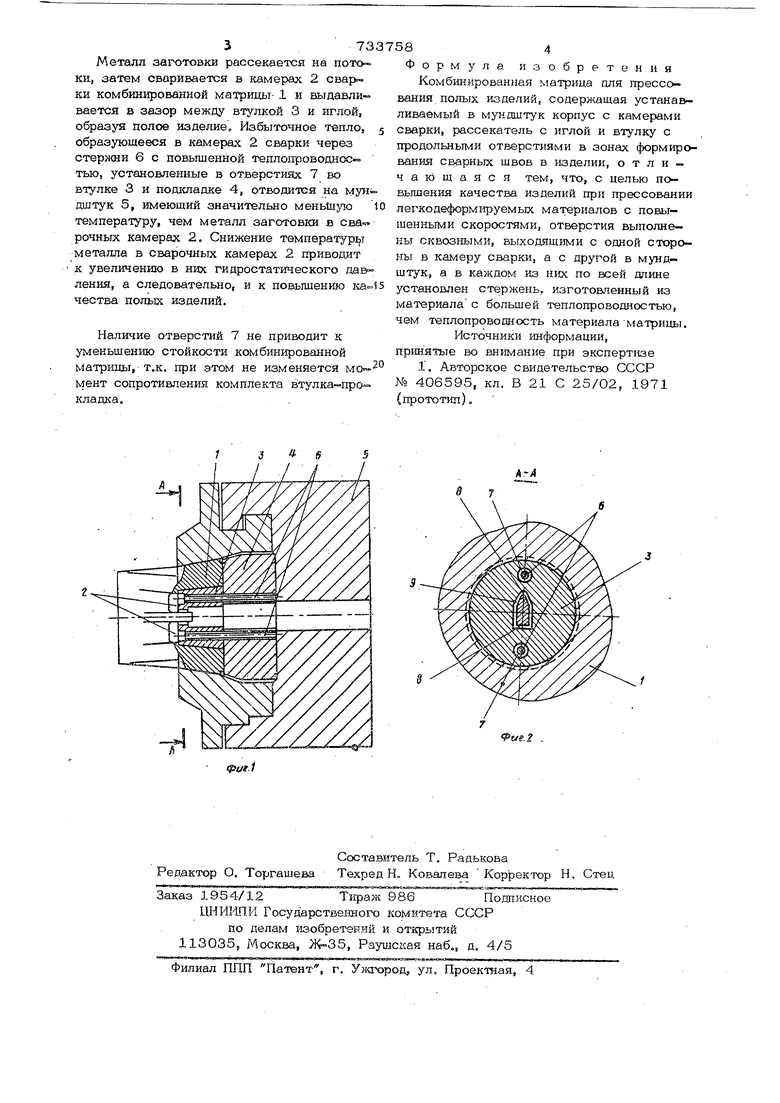
.Изобретение относится к области обработки металлов давлением, а именно к прессованию металлов. Известна матрица для прессования полых изделий, содержащая устанавливаемый в мундштук корпус с камерами сварки, рассекагель с пилой и втулку с продольньь ми отверстиями в зонах формирования сварных швов в изделии tl . Однако известные матрицы не приемлимы при изготовлении изделий из легкоде(}юрмируемых (например,алюминиевых) сплавов, так как при прессовании их имеет место значительное повышение температуры металла в камерах сварки, что ухудшает пластичность металла и давление в камере ч:варки и,как следствие, качает во полых изделий. Целью изобретения является повышение качества изделий при прессовании легкодеформируемых материалов с повышенными скоростями. Цель достигается тем, что отверстия выполнены сквозными, выходящими с одной стороны в камеру сварки, а с другой в мундштук, а в каждом из них установлен по всей длине стержень, изготовленный из материала с более высокой теплопроводностью, чем теплопроводность материала матрицы. На фиг. 1 показан инструмент с матрицей для прессования полых изделий, общий вид; на фиг. 2 - разрез А-А на фиг. 1. Инструмент с матрицей для прессования полых изделий содержит комбинированную матрицу 1 с камерами 2 сварки.втулку 3, подкладку 4, установленные в мундгштук 5, и |ртержни 6 из материала с повышенной теплопроводностью, установленные в отверстиях 7, выполненных в зонах сварных швов 8 пологоизделия 9. Форма и размеры стержней с повышенной теплопроводностью определяются конфигурацией и размерами прессуемого полого изделия. Прессование осуществляется следующим образом. Металл заготовки рассекается на потоки, затем сваривается в камерах 2 свар, ки комбинированной матрицы- 1 и выдавли- вается в зазор между втулкой 3 и иглой, образуя полое изделие. Избыточное тепло, образующееся в камерах 2 сварки через стержни 6 с повышенной теплопроводное тыо, установленные в отверстиях 7 во втулке 3 и пошосадке 4, отводится на мун дштук 5, имеющий значительно меньшую температуру, чем металл заготовки в сва.рочных камерах 2, Снижение температур металла в сварочных камерах 2 приводит к увеличению в них гидростатического да&ления, а следовательно, и к повышению ica чества полых изделий. Наличие отверстий 7 не приводит к уменьшению стойкости комбинированной матрицы,-т.к. при этом не изменяется мо мент сопротивлению комплекта втулка-про кладка. Формула изобретения Комбинированная матрица для прессования полых изделий, содержащая устана&ливаемый в мундштук корпус с камерами сварки, рассекатель с иглой и втулку с продольньлу1и отверстиями в зонах формирования сварных швов в изделии, отличающаяся тем, что, с целью повышения качества изделий при прессовании легкодеформ1фуемых материалов с повышенными скоростями, отверстия выполнены сквозными, выходящими с одной стороны в камеру сварки, а с другой в мундштук, а в каждом из них по всей длине установлен стержень, изготовленный из материала с большей теплопроводностью, чем теплопроводность материала матрицы. Источники информации, пр1шятые во внимание при экспертизе 1. Авторское свидетельство СССР № 406595, кл. В 21 С 25/02, 1971 (прототип).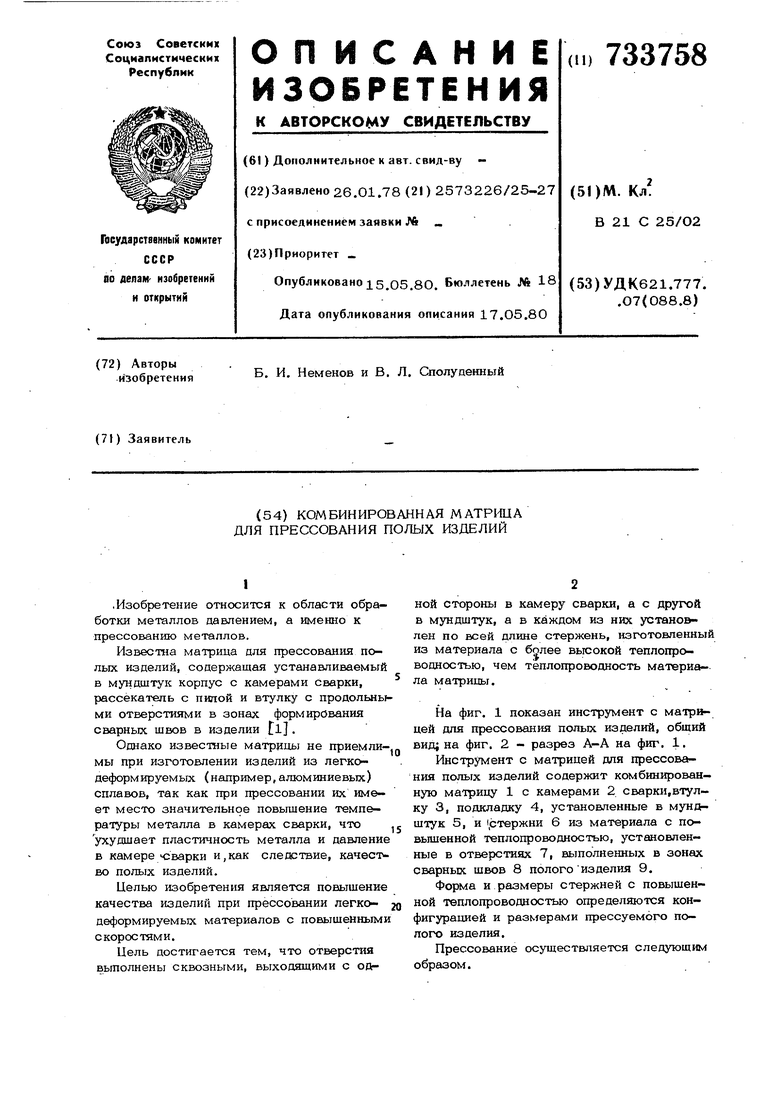
| название | год | авторы | номер документа |
|---|---|---|---|
| ИНСТРУМЕНТ ДЛЯ ПРЕССОВАНИЯ ТРУБ СО СВАРКОЙ | 2007 |
|
RU2340418C1 |
| П и СЮГЙГЕ ЗОБРЕТЕНИЯ | 1973 |
|
SU406595A1 |
| Язычковая матрица | 1978 |
|
SU778855A1 |
| Инструмент для прессования двухстенных труб | 1979 |
|
SU854489A1 |
| ИНСТРУМЕНТ ДЛЯ ПРЕССОВАНИЯ ПОЛЫХ ИЗДЕЛИЙ | 1988 |
|
SU1577159A1 |
| Комбинированная матрица для прессования полых сварных изделий | 1973 |
|
SU567521A1 |
| Комбинированная матрица для прессования полых профилей | 1980 |
|
SU871870A1 |
| Язычковая матрица для прессования полых изделий | 1973 |
|
SU515546A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ИЗДЕЛИЙ С ВНУТРЕННИМ ПРОФИЛЕМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2074042C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ | 2002 |
|
RU2216419C1 |
А-А
Фие.2
