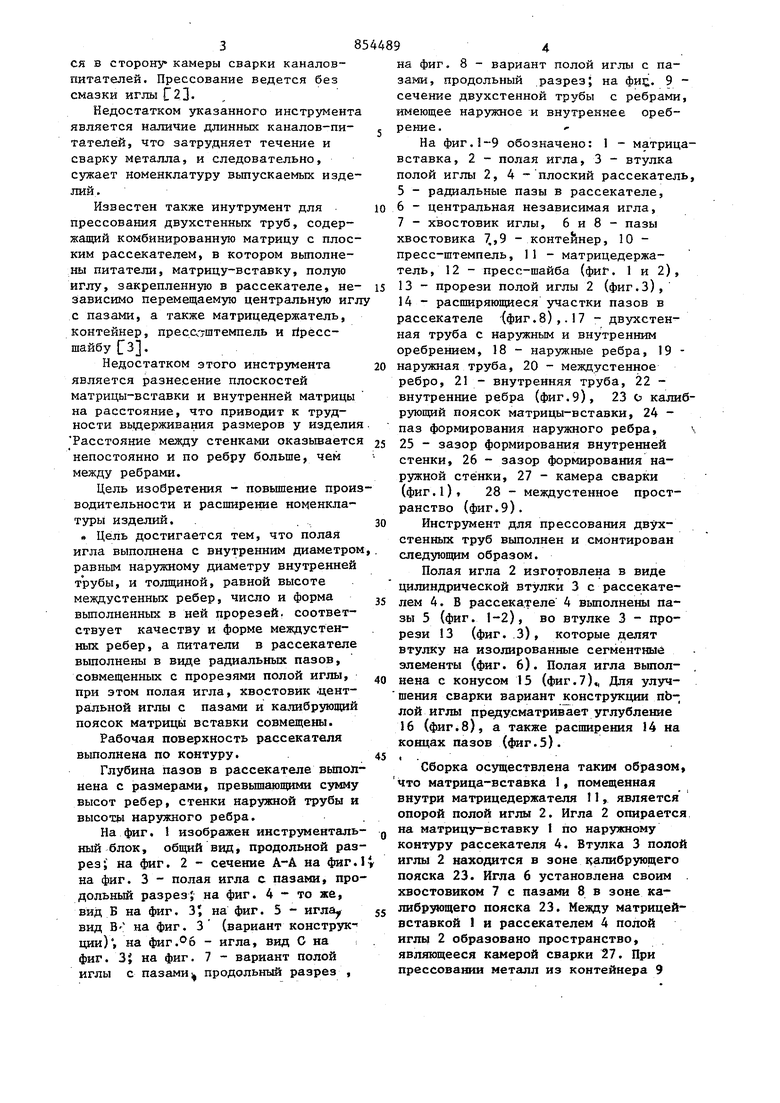
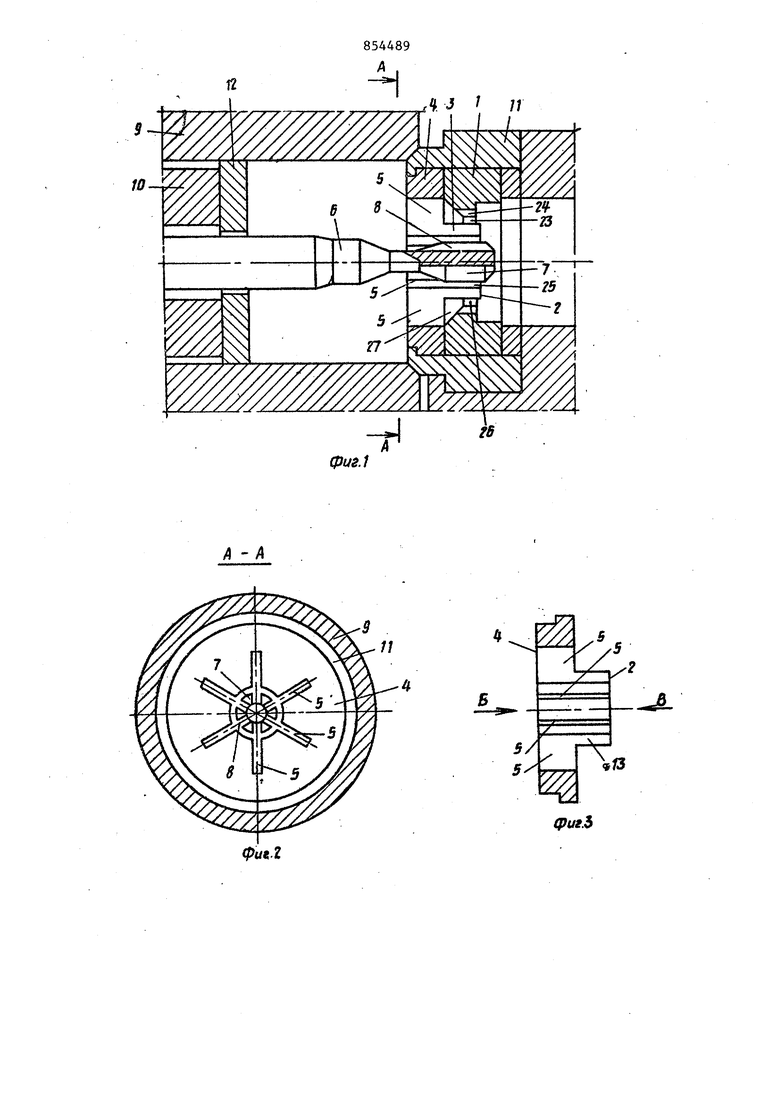
Изобретение относится к обработке Металлов давлением, в частности к инстрзшенту для прессования двухстенкых труб преимущественно с наружным и внутренним оребрением, изготавливаемых из алюминиевых сплавов, и может быть использовано в производствах занимающихся выдавливанием изделий из легких сплавов: в цветной металлургии авиаметаллургии и пр. Известен инструмент для прессоваг ния двухстенных труб, вьшолненный в виде центральной независимой иглы с укрепленными на ней консольными элементами по окрузкности для формирования внутренией стенки трубы и перегородок. Участок трубы, к которому крепятся консольные элементы, имеет диаметр, выполненный приблизительно равным диаметру трубы. Консольные элементы разделены друг от друга про резями (пазами). Перед пазами для образования ребер выполнены заходные карманы в виде сквозных отверстий. выходящих в расточку н торце иглы Недостатком этого инструмента является консольное крепление элементов формирования внутренних полостей трубы к центральной независимой игле. Это приводит к тому, что на инструменте можно прессовать только трубы больших диаметров (200-300 мм и более), поскольку на диаметрах меньших размеров обеспечить прочность элементов и иглы не представляется возможным. Известен также инструмент для изготовления двухстенных труб, выполненный в виде комбинированной матрицы с плоским рассекателем, имеющей полую иглу и иглу с прорезями, введеннзло в матрицу-вставку наружного контура. Внутри полой иглы вмонтирована короткая игла, имеющая со стороны прессуемой заготовки некруглое поперечное сечение, чем обеспечи вается наличие заходных расширяющихся в сторону камеры сварки каналовпитателей. Прессование ведется без смазки иглы Г23. , Недостатком указанного инструмент является наличие длинных каналов-питателей, что затрудняет течение и сварку металла, и следовательно, сужает номенклатуру выпускаемых изде лий. Известен также инутрумент для прессования двухстенных труб, содержащий комбинированную матрицу с плос ким рассекателем, в котором вьтолнены питатели, матрицу-вставку, полую иглу, закрепленную в рассекателе, не зависимо перемещаемую центральную иг с пазами, а также матрицедержатель, контейнер, прессаштемпель и ripeccшайбуСз. Недостатком этого инструмента является разнесение плоскостей матрицы-вставки и внутренней матрицы на расстояние, что приводит к трудности вьщерживания размеров у издели Расстояние между стенками оказьшаетс непостоянно и по ребру больше, чем между ребрами. Цель изобретения - повьшение прои водительности и расширение номенк.патуры изделий. ., . Цель достигается тем, что полая игла выполнена с внутренним диаметро равным наружному диаметру внутренней трубы, и толщиной, равной высоте междустенных ребер, число и форма выполненных в ней прорезей, соответствует качеству и форме междустенных ребер, а питатели в рассекателе выполнены в виде радиальных пазов, совмещенных с прорезями полой иглы, при этом полая игла, хвостовик .центральной иглы с пазами и калибрующий поясок матрицы вставки совмещены. Рабочая поверхность рассекателя выполнена по контуру. Глубина пазов в рассекателе вьшол нена с размерами, превышающими сумму высот ребер, стенки наружной трубы и высотя наружного ребра. На фиг. 1 изображен инструменталь ный блок, общий вид, продольной раз рез; на фиг. 2 - сечение А-А на фиг на фиг. 3 - полая игла с пазами, про дольный разрез; на фиг. 4 - то же, вид Б на фиг. на фиг. 5 - игла вид В- на фиг. 3 (вариант конструк ции), на фиг.°6 - игла, вид С на фиг. 3J на фиг. 7 - вариант полой иглы с пазами продольный разрез , на фиг. 8 - вариант полой иглы с пазами, продольный разрез; на фи. 9 сечение двухстенной трубы с ребрами, имеющее наружное и внутреннее оребрение. На фиг.1-9 обозначено: 1 - матрицавставка, 2 - полая игла, 3 - втулка полой иглы 2, 4 -плоский рассекатель, 5 - радиальные пазы в рассекателе, 6 - центральная независимая игла, 7 - хвостовик иглы, 6 и 8 - пазы хвостовика 7,,9 - контейнер, 10 пресс-штемпель, 11 - матрицедержатель, 12 - пресс-шайба (фиГ. 1 и 2), 13 - прорези полой иглы 2 (фиг.З), 14 - расширяющиеся участки пазов в рассекателе (фиг.8),. 17 - двухстенная труба с наружным и внутренним оребрением, 18 - наружные ребра, 19 наружная труба, 20 - междустенное ребро, 21 - внутренняя труба, 22 внутренние ребра (фиг.9), 23 о калибрующий поясок матрицы-вставки, 24 паз формирования наружного ребра, ч 25 - зазор формирования внутренней стенки, 26 - зазор формирования наружной стенки, 27 - камера сварки (фиг.1), 28 - междустенное пространство (фиг.9). Инструмент для прессования двухстенных труб выполнен и смонтирован следующим образом. Полая игла 2 изготовлена в виде цилиндрической втулки 3 с рассе:кателем 4. В рассекателе 4 вьшолнены пазы 5 (фиг. 1-2), во втулке 3 - прорези 13 (фиг. З), которые делят втулку на изолированные сегментные элементы (фиг. 6). Полая игла вьшолнена с конусом 15 (фиг.7) Для улучшения сварки вариант конструкции пЬ-, лой иглы преучусматривает углубление 16 (фиг.в), а также расширения 14 на концах пазов (фиг.5). .. Сборка осуществлена таким образом что матрица-вставка 1, помещенная внутри матрицедержателя 11, является опорой полой иглы 2. Игла 2 опирается на матрицу-вставку 1 по наружному контуру рассекателя 4. Втулка 3 полой иглы 2 находится в зоне { алибрующего пояска 23. Игла б установлена своим . хвостовиком 7 с пазами 8 в зоне калибрзяощего пояска 23. Мевду матрицейвставкой 1 и рассекателем 4 полой иглы 2 образовано пространство, являющееся камерой сварки 27. При прессовании металл из контейнера 9 под де нствием пресс-штемпеля 10 и пресс-шайбы 12, затекает через пазы 5 рассекателя 4 полой иглы 2 в камеру сварки27. Одновременно металл поступает в 25 между хвостоаиком 7 независимой игды и втулкой 3 полой иглы, а тахже в пазы 8 хвостовика 7 иглы 6. Заполнение металлом фигуры, образованной зазорами 25,26 и пазами 8,13 и 24 обеспечивает получение двухстенной трубы 17 с наруяньлм 18 и внутренним 23 оребрением и ребрами 20, В конструкции консольные - сегментные элементы полой иглы 2 выполнены заодно с рассекателем 4, и поэтому имеют достаточную жесткост дли получения точных размеров труб. Тол щину рассекателя 4 легко регулировать, поэтому прочность иглы 2 обеспечена. Аналогично легко регулироват объем камеры сварки 27 за счет конусности матрищл-ставки 1, а также углублений 16. Прочность матрицывставки всегда обеспечивается возможностью увеличить ее толщины. Инстрз ент позволяет осуществлять прессование со смазкой иглы, что снижает напряжение на иглу. Применеине смазки не мешает прессованию через комбинированную матрицу, так как сма ка ие попадает за пределы внутренней поверхности трубы. При прессовании гладких труб внутренняя поверхность прессуется со смазкой, а наружная без смазки. Формула изобретения 1.Инструмент для прессования двух стенных труб, имеющих междустенные и наружные реб15а, содержащий комбиниррванную матрицу е плоским рассека1телем, в котором выполнены питатели, матрицу-вставкуi полую иглу, закрепленную в плоском рассекателе, независимо перемещаемую центральную иглу с пазами, а также матрицедержатель, контейнер, пресс-штемпель и пресс-шайбу, отличающийся тем, что, с целью повьнпения производительности и расширения номенклатурны изделий, полая игла выполнена с внутренним диаметром, равным наружному диаметру -внутренней трубы, толащной равной высоте междустенных ребер и прорезями, количество и форма которых соответствует качеству и форме междустенных ребер, а литатели в рассекателе выполнены в виде радиальных пазов, совмещенных с прорезями полой иглы, при этом полая игла, хвостовик центральной иглы с пазами и калибрующий поясок матрицы-вставки совмещены. 2.Инструмент поп.1,отличающ и и с я тем, что рабочая поверхность рассекателя выполнена по контуру. 3.Инструмент по пп., 1. и 2, о т л и чающийся тем, что глубина пазов в рассекателе выполнена с размерам1{, превышающими сумму высот, ребер, стенки наружной трубы и высоты наружного ребра. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР № 123136, кл. 7 В 10/10, 09.07.58. 2.Авторское свидетельство СССР f 200561, кл. В 21 С 25/00, 27,12.65. 3.Авторское свидетельство СССР № 461751, кл. В 2 025/00, 05,06.75..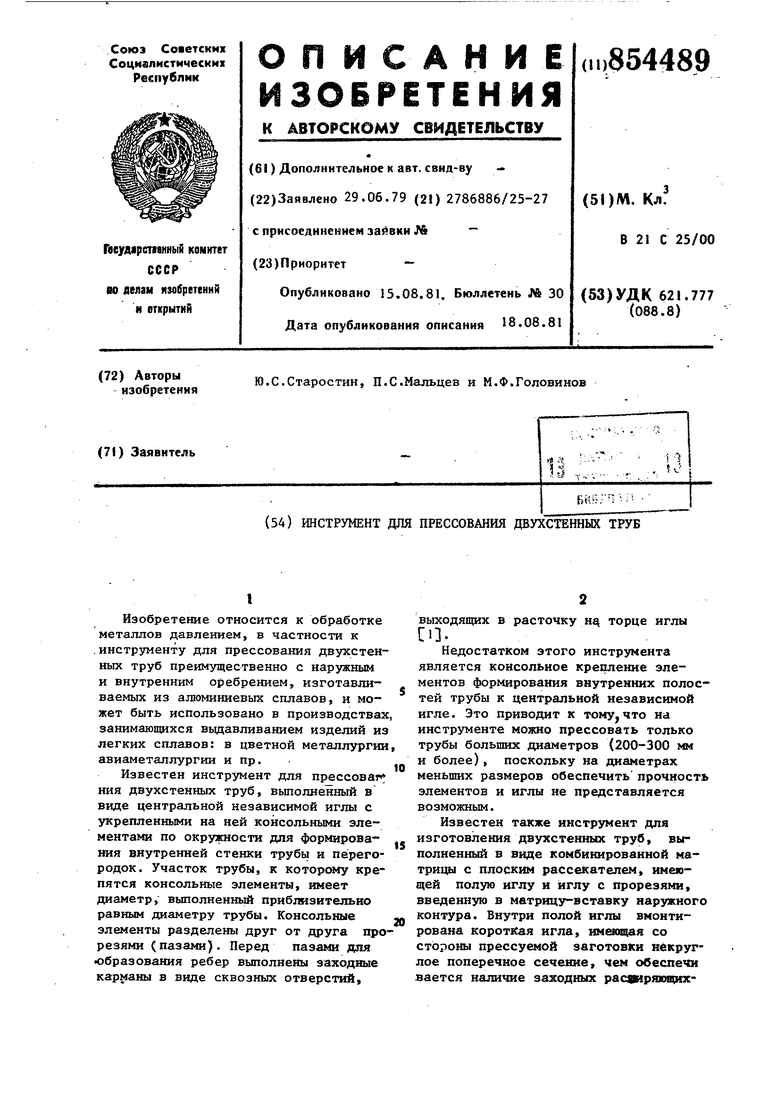

| название | год | авторы | номер документа |
|---|---|---|---|
| ИНСТРУМЕНТ ДЛЯ ПРЕССОВАНИЯ ДВУХСТЕННЫХ ТРУБ | 1995 |
|
RU2087225C1 |
| Способ изготовления труб,оребренных изнутри | 1975 |
|
SU1069898A1 |
| ИНСТРУМЕНТ ДЛЯ ПРЕССОВАНИЯ ТРУБ СО СВАРКОЙ | 2007 |
|
RU2340418C1 |
| ИНСТРУМЕНТ ДЛЯ ПРЕССОВАНИЯ ДВУХ ТРУБ | 1998 |
|
RU2151015C1 |
| Игла для изготовления оребренных труб способом выдавливания на прессах | 1958 |
|
SU123136A1 |
| КАМЕРНАЯ МАТРИЦА ДЛЯ ПРЕССОВАНИЯ ТРУБНЫХ ИЗДЕЛИЙ | 1969 |
|
SU257417A1 |
| Инструментальный блок для прессования изделий | 1989 |
|
SU1803216A1 |
| Способ отделения внутренних ребер трубы от профильного участка иглы | 1973 |
|
SU507379A1 |
| Инструмент для прессования полых изделий переменного сечения | 1980 |
|
SU897359A1 |
| Способ отделения трубы с внутренним оребрением от формирующего ребра участка иглы | 1973 |
|
SU523735A1 |

А f(
Х-,5
(риг.Ь
(рцеЛ
фиг. 5 3 /3 fpiia.7 (риг.8
Визе,
фиг. 6 фие. 9
