1
Изобретение относится к обработке металлов давлением, а именно к матрицам для прессования .полых изделий со сваркой.
Известна йзычковая матрица для 5 прессования профилей с полостями, содержащая полый корпус, опирающийся на него полый рассекатель с иглой и Образующий в полости корпуса кё1меру сварки материала заготовки, у кото- 0 рой поперечное сечение рассекателя в зоне камеры сварки выполнено двояковыпуклой неси иметричной формы. При несимметричном рассекателе пути дви- жения металла по разные стороны рас- 15 секателя различны и потоки рассеченного металла встречаются в камере сварки с различными скоростями. При этом они, смещаются относительно друг друга, что обеспечивает более качает- 20 венную сварку, чем при разных скоростях. Это вызвано тем, что смешение потоков в условиях большого трения обновляет поверхность и разрушает окисление и прочие загрязнения, воз- 25 никающие на поверхности 1.
Однако указанный инструмент обладает существенным недостатком, заключающимся в трудности регулировки рассогласования скоростей за счет
асимметрии профиля.. В случае несоответствия между требуемым и полученным рассогласованием скоростей для изменения необходимо корректировать рассекатель путем наплавки или дополнительной механической обработки, что приводит к увеличению трудоемкости изготовления матрицы. Кроме того, регулировка скоростей движения металла за счет асси№ етрии ограничена из-за того, что она приводит к уменьшению прочности рассекателя. Части выходящего из матрицы готового профиля должны иметь одинаковую скорость, в противном случае наблюдается изгиб изделий, выходящих из очка матрицы, или райрушение по сварному шву. Поэтому разность скоростей, имеющаяся у входа в камеру сварки, должна быть у выхода из камеры сварки уменьшена до нуля. Известное техническое решение не предусматривает мер по регулировке скоростей потокйв металла.
Цель изобретения - повышение качества .изделий путем увеличения прочности сварного шва.
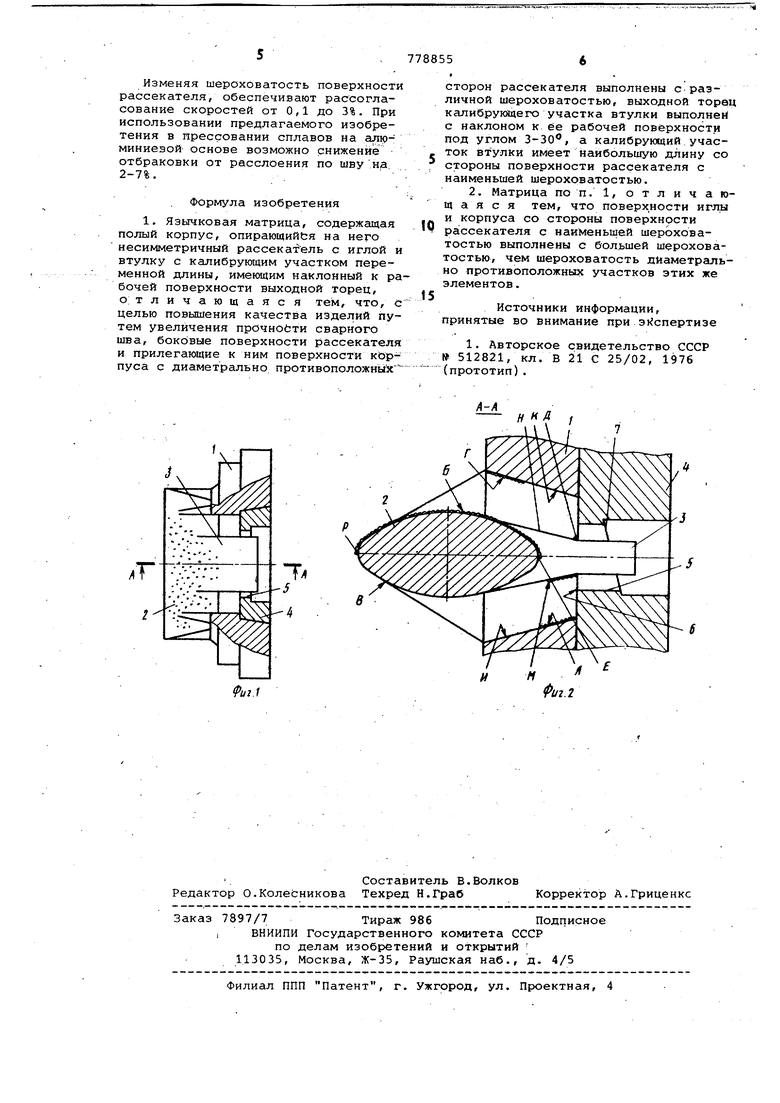
Указанная цель достигается тем, что в язычковой матрице для прессования полых изделий, боковые поверхности рассекателя и прилегающие к ним поверхности корпуса с диаметрал но противоположных сторон рассёкате , ля выполнены с различной шероховатостью, выходной торец калибрующего участка втулки выполнен с наклоном ее рабочей поверхности под углом 3-30 , d калибрующий участок втулки имеет наибольшую длину со стороны п верхности рассекателя и с наименьше шероховатостью, поверхности иглы и корпуса со стороны поверхности расс кателя с наименьшей шероховатостью, выполнены большей шероховатостью, чем шероховатость диаметрально прот воположных участков этих же элементо В результате на слои металла, взаимодействующие с разными поверхностями рассекателя, действуют различные силы трения. Это приводит к дополнительному рассогласованию скоростей на входе металла в камеру сварки. При этом изменение шероховатости, особенно её у;величение, не вы ;зывает затруднений и может быть выполнено, например, обдувкой песком. При этом несимметричность гребня может быть выполнена меньшей по сравне нию с прототипом, в результате чего возрастает прочность инструмента, со дание различных скоростей может быть произведено и на симметричных гребнях. На фиг. 1 изображена язычковая матрица в сборе; на фиг. 2 - разрез А-А на фиг. 1. Матрица имеет корпус 1, рассекатель 2, иглу 3, втулку-вставку 4 с неравномерным плавно-переменным калибрующим пояском 5, ограниченным рабочей поверхностью бив торцовой поверхности 7. Матрица расположена соосно корпусу 1. Боковые поверхности Б и В рассекателя 2 имеют различную шероховатость. Одна из них, Мапример Поверхность Б, от точки Р до точки Е выполнена с шероховатостью на 2 и более, класса выше, чем другая поверхность В. Например, поверхность В выполняют, с шероховатостью 0,32, поверхность Б с шероховатостью 2,5 по ГОСТу 2.309-73. Для большей эффектив /ности торможения металла поверхности корпуса матрицы, образующие камеру сварки, могут быть также выполнены с различной чистотой. Поверхность Г, oбpaщeнi yюк .более выпуклой и более шероховатой части рассекателя, также выполняют с более высокой шероховатостыо, чем диаметрально расположенную поверхность И корпуса 1. Регулирование внутри камеры скорости сварки прой эводится за счет вы полнения участка М иглы 37 находящегося внутри камеры сварки со стороны более гладкой поверхности рассекателя, с шероховатостью, большей на два класса и более, чем диаметрально про тивоположный участок Л. Поверхности
778855 к и л корпуса матрицы в камере сварки-, т.е. в пространстве, ограниченном плоскостями, условно проходящими перпендикулярно оси по точке Е нижней части рассекателя и точке Д на игле у входа в калибрующий поясок, также могут быть для дополнительной регулировки скоростей выполнены с различной шероховатостью, причем поверхность Л выполняют более грубой. Торможение металла на выходе из втулки-вставки 4 осуществляют со стороны гладкой поверхности рассекателя калибрующим пояском, для чего поясок 5 изготавливают плавно-переменной длины, выполняя заднюю поверхность 7 ограничивающих длину пояска под углом 3-30° к рабочей поверхности 6 матрицы, причем более широкий поясок делают со стороны гладкой поверхности рассекателя. Наклон поверхностей в 3 устанавливают при необходимости компенсации малого рассогласования 0,1-0,3%. Наклон в 30 устанавливается при значитальном рассогласовании скоростей 1-3%. В остальныхслучаях устанавливают,промежуточные значения угла наклона. . Получение поверхностей, имеющих различную шероховатость, не вызывает затруднений. При изготовлении язычковой матрицы одну сторону рассекателя полируют, а другую оставляют неполированной. Поверхность может быть огр блена также пескоструйной обработкой. Это приводит к различию шероховатости поверхностей на 2-6 классов. При этом снижается и трудоемкость изготовления матриц.Работа инструмента осуществляется следующим образом. Металл заготовки от точки Р рассекается рассекателем 2 на два потока, которые заполняют объем между поверхностями Б и В рассекателя и поверхности Г и И корпуса 1. Участок по инструменту от точки Р до точки Е является зоной рассечения. Затем потоки в сварочной камере от точки Е под рассекателем соединяются, имея разные скорости и проскальзывания относительно друг друга, под действием давления и высокой температуры металла свариваются, вытекая из зоны калибрующего пояска с одинаковыми скоростями в виде готового изделия через отверстие, образованное калибрующим пояском внутри вставки 4 и иглой 3. Регулирование скорости потоков может быть осуществлено за счет различной шероховатости и в том случае,если разность скоростей потоков в матрице с несимметричным гребнем оказалась слишком большой вследствие неточного Использования инструмента. В этом случае более шероховатой следует делать менее выпуклую поверхность.
Изменяя шероховатость поверхности рассекателя, обеспечивают рассогласование скоростей от 0,1 до 3%. При использовании предлагаемого изобретения в прессовании сплавов на ал1рминиезой основе возможно снижение отбраковки от расслоения по шву на 2-7%.. .
Формула изобретения
1. Язычковая матрица, содержащая полый корпус, опирающийЬя на него несимметричный рассекатель с иглой и втулку с калибрующим участком переменной длины, имеющим наклонный к рабочей поверхности выходной торец, о;тличающаяся тем, что, с целью повышения качества изделий путем увеличения прочности сварного шва, боковые поверхности рассекателя и прилегающие к ним поверхности кЬрпуса с диаметрально противоположны
сторон рассекателя выполнены с-различной шероховатостью, выходной торец калибрующего участка втулки выполней с наклоном к ее рабочей поверхности под углом 3-30, а калибрующий участок втулки имеет наибольшую длину со стороны поверхности рассекателя с наименьшей шероховатостью.
2. Матрица по п. 1, отличающаяся тем, что поверх,ности иглы и корпуса со стороны поверхности ра ссекателя с наименьшей шероховатостью выполнены с бол.ьшей шероховатостью, чем шероховатость диаметрально противоположньрс участков этих же элементов.
5
Источники информации, принятые во внимание при Э1 спертизе
1. Авторское свидетельство СССР 512821, кл. В 21 С 25/02, 1976 (прототип).
А-А
ННД f
U2.1
| название | год | авторы | номер документа |
|---|---|---|---|
| Инструмент для прессования двухстенных труб | 1979 |
|
SU854489A1 |
| Язычковая матрица для прессования полых изделий | 1973 |
|
SU515546A1 |
| ИНСТРУМЕНТ ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛЫХ ПРОФ.ь^ЛЕЙ | 1973 |
|
SU397245A1 |
| Язычкова матрица для прессования из заготовок полых изделий | 1975 |
|
SU535977A1 |
| Комбинированная матрица для прессования полых профилей | 1977 |
|
SU740331A1 |
| МАТРИЦА ДЛЯ ПРЕССОВАНИЯ | 1971 |
|
SU308787A1 |
| ЯЗЫЧКОВАЯ МАТРИЦА ДЛЯ ПРЕССОВАНИЯ | 1970 |
|
SU275983A1 |
| Комбинированная матрица для прессования полых профилей | 1980 |
|
SU871870A1 |
| Язычковая матрица для прессования изделий | 1977 |
|
SU668737A1 |
| ИНСТРУМЕНТ ДЛЯ ПРЕССОВАНИЯ ПОЛЫХ ПРОФИЛЕЙ | 1969 |
|
SU241376A1 |
