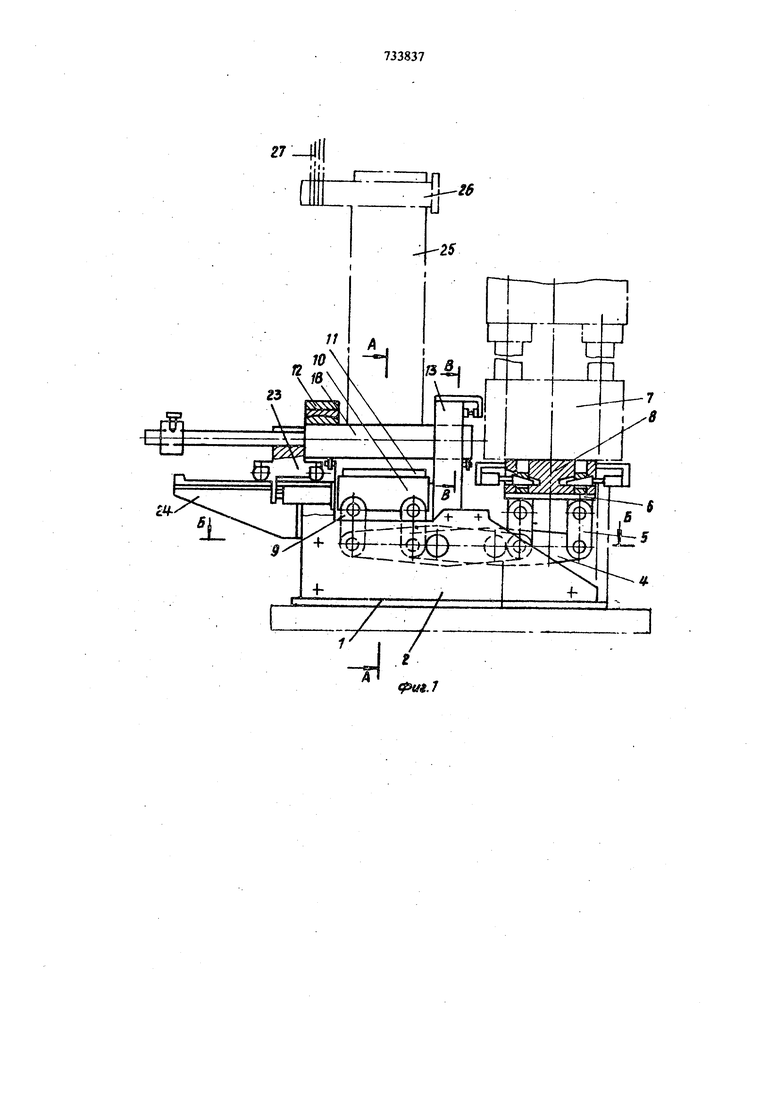
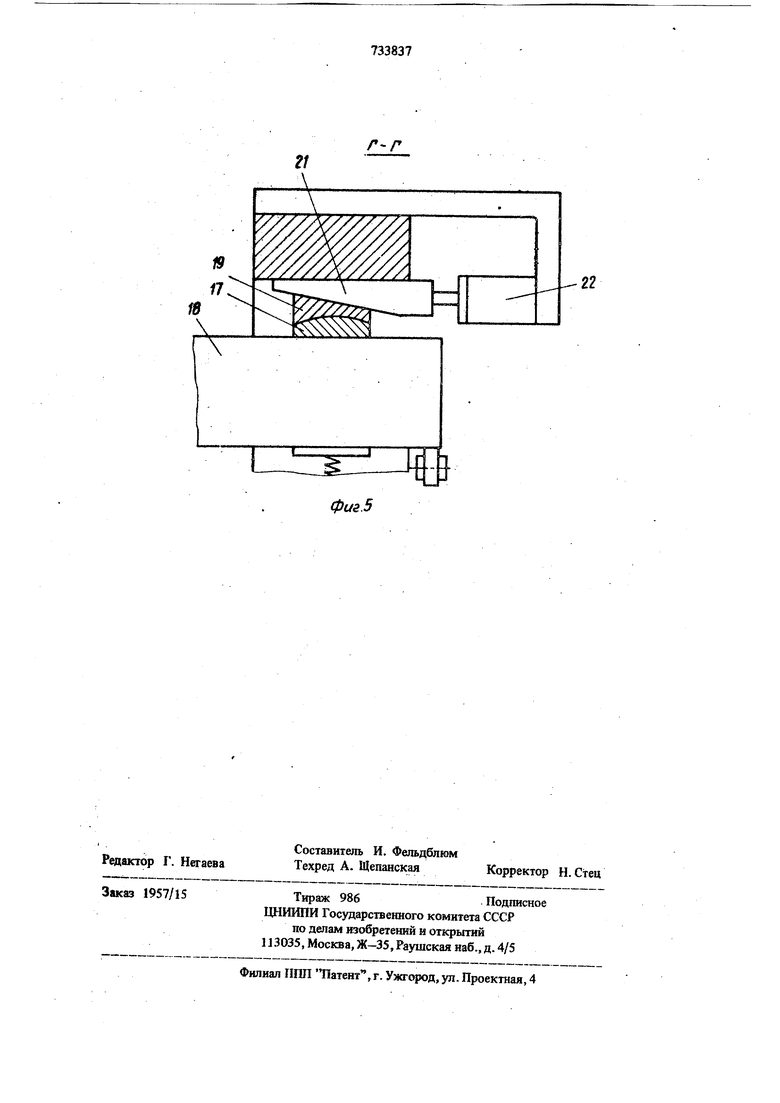
Изобретение относится к обработке металлов давлением, а именно к устройствам для ковки раскаткой на оправке крупногабаритных обечаек вне зоны пресса и может быть использовано на предприятиях энергетического, тяжелого, химического машиностроения. Известно устройство для изготовления колец способом свободной ковки, имеющее рычажный механизм, шарнирно-соединенный с подвижной державкой, для обеспечения раскатки обечаек вне зоны пресса l. Однако в известном устройстве соединение подвижной державки с рычажн 1м механизмом не обеспечивает восприятия эксцентричной нагрузки, неизбежно возникающей при свободной ковке. Наиболее близким к предлагаемому по технической сущности является устройство для раскатки на оправке крупногабаритных обечаек вне зоны пресса, содержащее соединенный с ползуном пресса и подвижным бойком механизм ковки с двуп течим рычагом, а также неподвижный боек 2. Основной недостаток известного устройства заключается в том что оно не обеспечивает строго горизонгального положения раркатного бойка относительно оси бойка-оправки и не позволяет исправлять дефекты ковки в процессе деформирования заготовки. Эти недостатки приводят к тому, что в конечном итоге невозможно получить требуемое качество обечаек. Цель изобретения - повышение качества обечаек за счет уменьшения величины припусков на последующую обработку. Это достигается тем, что предлагаемое уст ройство, содержащее соедщ енный с ползуном пресса и подвижным бойком механизм ковки с двуплечим рычагом, а также неподвижный боек, снабжено основанием со стойками и закрепленными в них осями, а также державкой неподвижного бойка и узлом наклона неподвижного бойка, при этом последний выполнен в виде цилиндрической оправки, в стойках выполнены направляющие, в которых смонтирована державка и окна, узел наклона неподвижного бойка выполнен в виде опор, 3 смонтированных в окнах с возможностью перемещения силовых цилиндров, закрепленных на стойках, и пары клиньев, один из которых связан с силовым цилиндром, а второй с опорой, а механизм ковки выполнен в виде четырех параллельных двуплечих рычагов, установленных с возможностью поворота на осях стоек, при этом оси поворота двух крайних рычагов расположены на одинаковом расстоянии от общей оси поворота средних рычагов. На фиг. 1 показано оплсьшаемое устройство на фиг. 2 - то же, разраз А-А на фиг. 1; на фиг. 3 - разрез Б-15 на фиг. 1; на фиг.4разрез В-В на фиг. 1; на фиг. 5 - разрез Г-Г на фиг. 4. Устройство состоит из основания 1, стоек 2 В основании 1 закреплены оси 3, на которых смонтированы четыре двуплечих рычага 4. Одно плечо всех четырех рычагов 4 щарнирно соединено через серьги 5 с плитой 6, жестко связанной с подвижной траверсой 7 пресса через переходную плиту 8. Другое нлечо всех рычагов 4 щарнирно соединено через серьги 9 с державкой 10, на которой установлен раскатной боек 11..Державка 10 движется в направляющих 12 и 13, жестко соединенных со стойками 2. В направляющих 12 и 13 закреплены оси 14, на которых смонтированы рычаги 15, соединенные с пневмоцилиндрами 16. В окнах направляющих смонтированы узлы наклона неподвижного бойка, состоящего из опор 17 с цилиндрическими поверхностями под оправку-боек 18, сегментных подпятников 19, пружин 20 и клиньев 21, соединенных с пневмоцилиндрами 22. Устройство работает следующим образом. В исходном положении оправка-боек 18, ра мещенная на тележке 23, перемещаемой по рельсам вдоль кронц1теЙ1 а 24, отведена в левое (согласно чертежу) положение. Державка 10 с раскатным бойком 11 находится в нижн положении, концы рычагов 15 опущены. Кольцевая заготовка 25, подвещенная на по воротной оправке 26 с помощью цепей 27, подается к ковочному прессу. Оправка-боек 1 введенная в кольцевую заготовку, устанавливается в опорах 17 и прижимается к направля ющим 12 и 13 пневмоцилиндрами 16 посредством рычагов 15. При опускании подвижно траверсы пресса державка 10 поднимается вверх, и кольцевая заготовка поворачивается на величину подачи, после чего производится очередное осаживание заготовки. Для исправления конусности обечаек оправку-боек наклоняют по отношению к раскатному бойку под действием клиньев 21. По окончании ковки оправка-боек убирается, и готовая обечайка удаляется из устройства. Устройство к ковочному прессу для раскатки обечаек крупногабаритных размеров вне зоны пресса позволяет повысить точность геометрической формы обечайки, что приводит к повыщению качества изделия и снижению брака. Формула изобретения Устройство к ковочному прессу для раскатки обечаек, содержащее соединенный с ползуном пресса и подвижным бойком механизм ковки с двуплечим рычагом, а также неподвижный боек, отличающееся тем, что, с целью повышения качества обечаек за счет уменьшения величины припусков на последующую обработку, оно снабжено основанием со стойками и закрепленными в них осями, а также дерлсавкой неподвижного бойка и узлом наклона неподвижного бойка, при этом последний выполнен в виде цилиндрической оправки, в стойках выполнены направляющие,. в которых смонтирована державка и окна, узел наклона неподвижного бойка выполнен в виде опор, смонтированных в окнах с возможностью перемещения силовых цилиндров, закрепленных на стойках, а пары клиньев, один из которых связан с силовым цилиндром, а второй с опорой, механизм ковки выполнен в виде четырех параллельных двуго1ечих рычагов, установленных с возможностью поворота на осях стоек, при зтом оси поворота двух крайних рычагов расположены на одинаковом расстоянии от общей оси иоворота среДних рычагов. Источники информации, принятые во внимание при экспертизе 1.Патент США N 3577882, кл. 72-450, 1971. 2.Ж. Кузнечно-штамповочное производство, № 1, 1971, с. .
26
фиг. 2
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ КОВКИ ПОКОВОК КОЛЕЦ | 1992 |
|
RU2009758C1 |
| УСТРОЙСТВО ДЛЯ РАСКАТКИ ПОЛЫХ ИЗДЕЛИЙ НА ГИДРАВЛИЧЕСКОМ ПРЕССЕ | 2015 |
|
RU2601842C2 |
| Инструментальный узел ковочного пресса | 1990 |
|
SU1701565A1 |
| Устройство для раскатки изделий вне зоны пресса | 1985 |
|
SU1402401A1 |
| КОВОЧНО-РАСКАТНЫЙ АГРЕГАТ ДЛЯ ИЗГОТОВЛЕНИЯ КОЛЕЦ БОЛЬШОГО ДИАМЕТРА | 2014 |
|
RU2568403C2 |
| Пресс для раскатки обечаек | 1975 |
|
SU527307A1 |
| Механизированная поточная линия | 1978 |
|
SU742029A1 |
| КУЗНЕЧНЫЙ БОЕК ДЛЯ РАСКАТКИ КРУПНОГАБАРИТНЫХ ОБЕЧАЕК | 2006 |
|
RU2349411C2 |
| Пресс для раскатки обечаек | 1981 |
|
SU1015538A2 |
| Пресс для раскатки обечаек | 1979 |
|
SU795714A1 |


Z1
Л
Г-Г
19 17,
22
1г1
