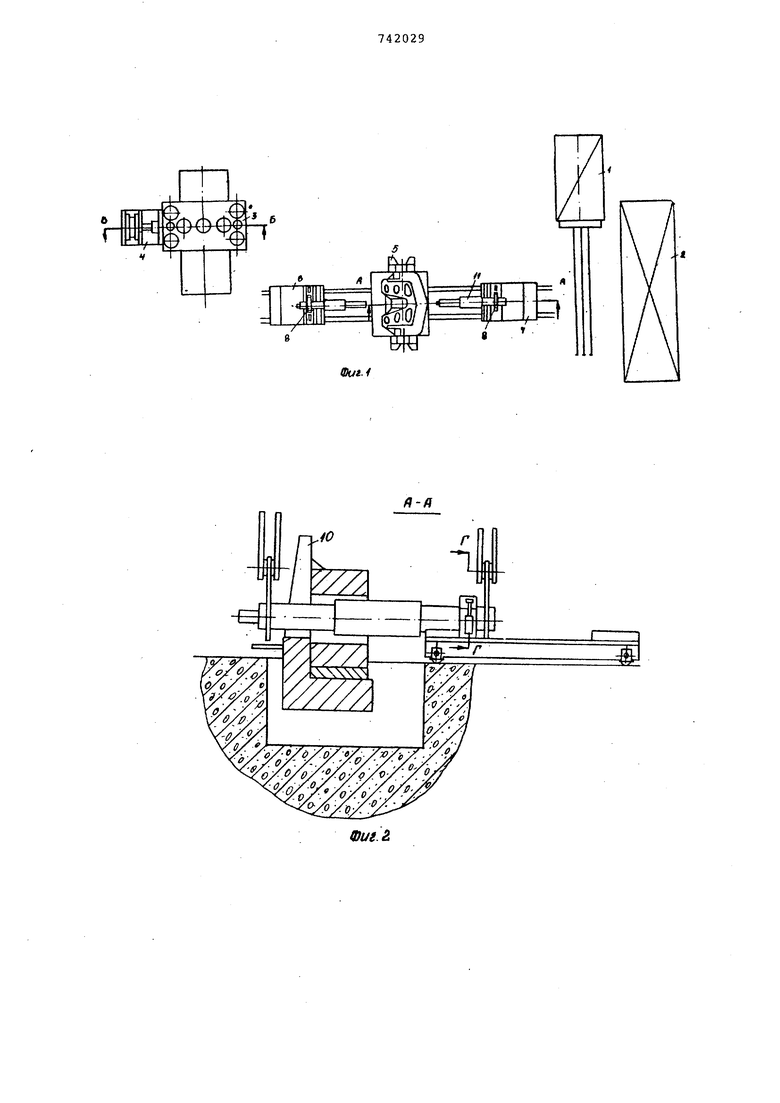
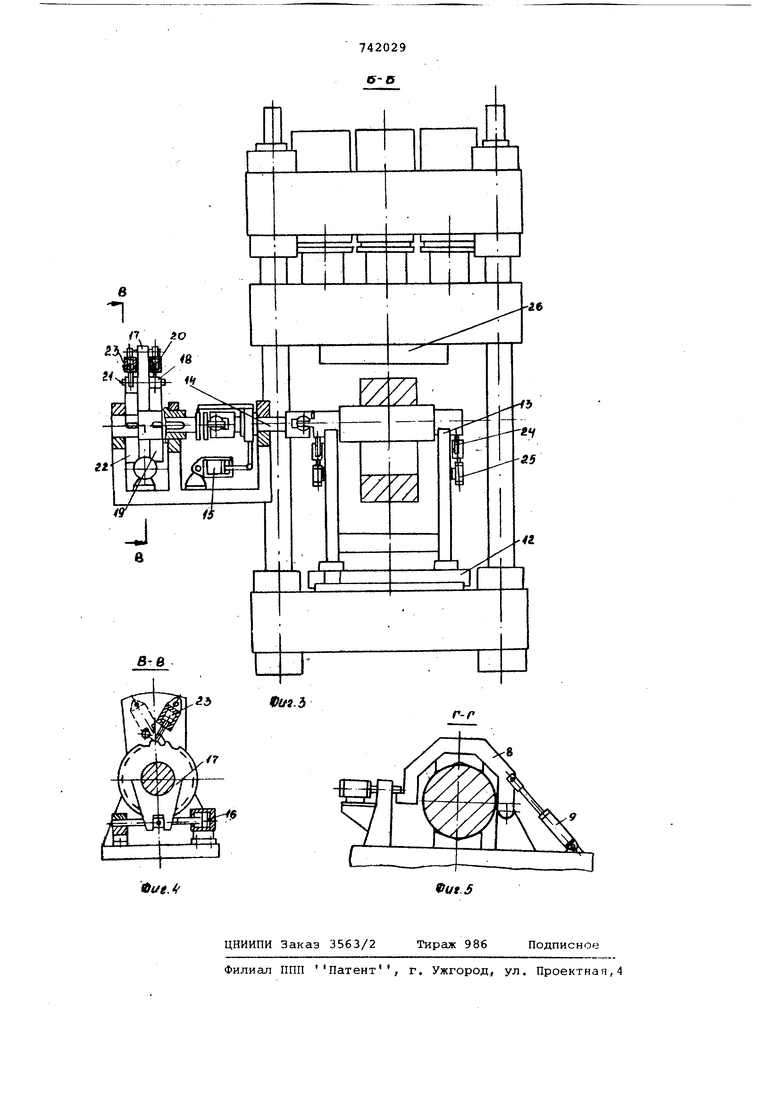
Изобретение относится к обработке металлов давлением, а именно к меха низированным поточным линиям для производства крупных поковок. Известна механизированная линия производства обечаек, содержащая нагревательную печь, ковочный пресс и мостовой кран l . Недостатками известной линий ЯВЛ кпся невысокая производительность и ограниченная номенклатура раскатыва емых на линии обечаек. Цель изобретения - повышение производительности и расширение номенклатуры раскатываемых на линии обечаек. Указанная цель достигается тем, что между нагревательной печью и ковочным прессом установлено устройство для кантовки обечаек на ЭО с двумя тележками, расположенными по обе стороны от устройства и служащим для подачи оправок в обечайку, при этом тележки выполнены с захватами для консольного закрепления оправок со стороны устройства для кантовки и установлены с возможностью перемещения вдоль оси перемещения обечаек, ковочный пресс оснащен приводом вращения оправок. На фиг.1 показана схема механизированной поточной линии, вид в плане; на фиг.2 - разрез А-А на фиг.1 на фиг.З - разрез Б-Б на фйг.1; на фиг.4 - разрез В-В на фиг.З; на фиг.5 - разрез Г-Г на фиг.2. Линия состоит из нагревательной печи 1, мостового крана 2, ковочного пресса 3, оснащенного приводом 4 вращения оправок, устройства 5 для кантовки, двух тележек 6 и 7, снабженных захватными приспособлениями 8 для удержания оправок в консольном положении, приводимыми в движение гидроцилиндрами 9. Устройство 5 для кантовки оснащено Г-образной платформой 10. Оправка 11 закрепляется на тележке 7. Ковочный пресс 3 имеет подвижный стол 12 со смонтированными на нем стойками 13. Привод 4 вращения оправок соединяется с оправкой через шпиндель 14, перемещающийся вдоль продольной оси гидроцилиндром 15. Вращение оправки осуществляется от гидроцилиндра 16 с помощью водила 17, собачки 18, храповика 19 и шпинделя 14.
иобачка 18 вводится в зацепление с храповиком 19 пневмоцилиндром 20. Вращение оправки в противоположную сторону осуществляется от гидроцилиндра 16 с помощью водила 17, собачки 21, храповика 22 и шпинделя 14. Собачка 21 вводится в зацепление с храповиком 22, пневмоцилиндром 23. Отрыв оправки с заготовкой во время вращения от стоек 13 осуществляется роликами 24, приводимыми в движение гидроцилиндрами 25. Ковка осуществляется бойком 26.
Работа механизированной линии осуществляется следующим образом.
Полую заготовку помещают в печь 1 и нагревают до необходимой температуры, мостовым краном 2 заготовку снимают с пода печи и переносят на устройство для кантовки 5, где помещают на Г-образйую платформу 10 и кантуют на 90°. Тележка 7, с предварительно закрепленной на ней оправкой 11, вводит оправку в заготовку (фиг.2). Мостовой кран 2 после транспортировки заготовки из печи на устройство для кантовки меняет грузоподъемное приспособление, затем зачаливает оправку (фиг.2). Захватное приспособление 8 тележки 7,приводящееся в движение от гидроцилиндра 9 (фиг.5) освобождает оправку и мостовой кран, переносит заготовку с оправкой на стойки 13, закрепленные на подвижном столе 12 ковочного пресса 3. Подвижный стол вводит стойки с оправкой и заготовкой в зону пресса. Привод 4 вращения оправок соединяется с оправкой через шпиндель 14, перемещающийся вдоль продольной оси гидроцилиндром 15. Вращение оправки осуществляется от гидроцилиндра 16, с помощью водила 1 собачки 18, храповика 19 и шпинделя 14. Собачки 18 вводятся в зацепление с храповиком 19 пневмоцилиндром 20. . Вращение оправки в противоположную сторону осуществляется от гидроцилиндра 16 с помощью водила 17, собачки 21, храповика 22 и шпинделя 14, при этом собачка 18 выводится из зацепления с храповиком 19 пневмоцилиндром 20, а собачка 21 вводится в зацепление с храповиком 22 пневмоцилиндром 23. Отрыв оправки с заготовкой во время вращения от стоек 13 осуществляется роликами 24, приводимыми в движение гидроцилиндрами 25. Ковка осуществляется бойком 26.
Замена оправки в процессе ковки происходит следующим образом.
Шпиндель 14 выходит из зацепления с оправкой, подвижный стол ковочного пресса выводит стойки с оправкой и заготовкой из зоны пресса. Мостовым краном оправка с заготовкой переносится на устройство для кантовки, причем один конец оправки размещаетс на тележке 7 (фиг.2) . Затем захватное устройство 8 закрепляет оправку на тележке, кран освобождает оправку и тележка вместе с оправкой отъезжае от устройства 5.Тележка 6 с предварительно закрепленной на ней оправкой вводит оправку в заготовку. Кран 2 переносит оправку с заготовкой на ковочный пресс. Раскатанная до необходимого размера заготовка с оправкой переносится на устройство 5, причем рдин конец оправки размещается на тележке 6. Кран освобождает оправку и сменяет грузоподъемное приспособление. Тележка 6 выводит оправку из обечайки. Обечайка кантуется на 90 и кран снимает ее с устЕ ойства 5.
Подбор оправок проводится один раз перед выпуском партии обечаек, монтаж оправок на тележках проводитс обычным способом с помощью патрона с противовесом.
Формула изобретения
Механизированная поточная линия для раскатки обечаек, состоящая из нагревательной печи, ковочного пресса и мостового крана, отличающаяся тем, что, с целью повьлиения производительности труда и расширения номенклатуры раскатываемых на линии обечаек, между нагревательной печью и ковочным прессом установлено устройство для кантовки обечаек на ЭО с двумя тележками, расположенными по обе стороны от устройства и служащими для подачи оправок в обечайку, при зтом тележки выполнены с захватами для консольного закрепления оправок со стороны устройства для кантовки и установлены с возможностью перемещения вдоль оси перемещения обечаек, а ковочный пресс оснащен приводом вращения оправок.
Источники информации, принятые во внимание при экспертизе
1. Технология и оборудование кузнечно-штамповочного производства. Итоги науки и техники, ВИНИТИ, 1977, № 2, с.60-62.

| название | год | авторы | номер документа |
|---|---|---|---|
| Ковочный комплекс | 1991 |
|
SU1787639A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРУПНОГАБАРИТНЫХ ПОЛЫХ ПОКОВОК | 2010 |
|
RU2431539C1 |
| Устройство к ковочному прессу для раскатки обечаек | 1977 |
|
SU733837A1 |
| Инструментальный узел ковочного пресса | 1990 |
|
SU1701565A1 |
| Линия для изготовления полых корпусов | 1985 |
|
SU1319982A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ПОКОВОК ДЛЯ КОРПУСОВ ИЗДЕЛИЙ ТИПА ШАРОВЫХ КРАНОВ | 2010 |
|
RU2447967C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБЕЧАЙКИ РЕАКТОРА | 2010 |
|
RU2449852C2 |
| Пресс для раскатки обечаек | 1981 |
|
SU1015538A2 |
| СПОСОБ ТЕРМОМЕХАНИЧЕСКОЙ ОБРАБОТКИ КРУПНЫХ ПОКОВОК ИЗ СЛИТКОВ ФЛОКЕНОЧУВСТВИТЕЛЬНЫХ СТАЛЕЙ | 2024 |
|
RU2830165C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ПОКОВОК | 2010 |
|
RU2438826C2 |