Изобретение относится к кузнечному производству и может быть использовано для изготовления крупногабаритных по диаметру и длине колец и обечаек.
Известен кузнечный боек, используемый для раскатки колец и обечаек на оправке (Семенов Е.И., Кондратенко В.Г., Ляпунов Н.И. "Технология и оборудование ковки и объемной штамповки", М., Машиностроение, 1978, стр.64, рис.59, б). Недостатком данного бойка является то, что им можно ковать небольшие по длине поковки, поскольку размеры бойка в плане относительно малы и не превышают размеров верхней траверсы пресса.
Известен кузнечный боек, содержащий тело бойка и рабочую часть, расположенную параллельно оси поковки и оправки, и используемый для раскатки крупногабаритных колец и обечаек на оправке (Семенов Е.И., Кондратенко В.Г., Ляпунов Н.И. "Технология и оборудование ковки и объемной штамповки", М., Машиностроение, 1978, стр.64, рис.59, в). Размеры такого бойка в плане могут превышать размеры верхней траверсы. Недостатком этого кузнечного бойка является то, что при ковке крупногабаритных по диаметру колец и обечаек высота бойка сильно ограничена и определяется расстоянием между поковкой и верхней траверсой пресса. Небольшая высота бойка при относительно большой длине резко снижает его жесткость, что приводит к изгибу краев бойка в процессе ковки и снижает равномерность и качество деформационной проработки и ухудшает конфигурацию изделия.
Задачей изобретения является снижение трудоемкости ковки и улучшение качества поковок за счет усовершенствования конструкции раскатного бойка таким образом, чтобы обеспечить ему необходимую жесткость при большой длине и относительно небольшой высоте инструмента.
Поставленная задача решается за счет того, что тело бойка выполнено в виде плиты с ребрами жесткости, которые расположены со стороны рабочей части параллельно ей. При этом ребра жесткости ограничены сбоку колоннами пресса, снизу - цилиндрической поверхностью, соответствующей наружной поверхности готовой поковки.
Жесткость предлагаемого бойка можно увеличить за счет дополнительных поперечных ребер жесткости, располагаемых на торцах плиты, либо вне рабочего пространства бойка.
Сущность изобретения поясняется следующими чертежами:
На фиг.1 изображен кузнечный боек для раскатки крупногабаритных обечаек, где 1 - тело бойка, 2 - ребра жесткости, 3 - рабочая часть бойка, 4 - место крепления к траверсе пресса.
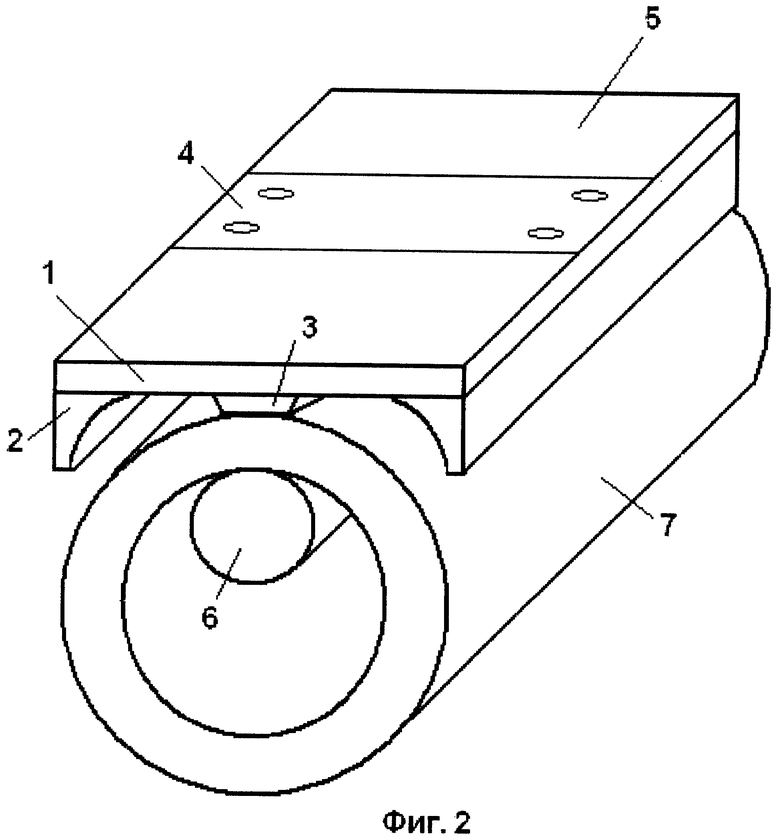
На фиг.2 представлен кузнечный боек для раскатки в работе, где 5 - кузнечный боек для раскатки, 6 - оправка, 7 - обрабатываемая деталь (обечайка).
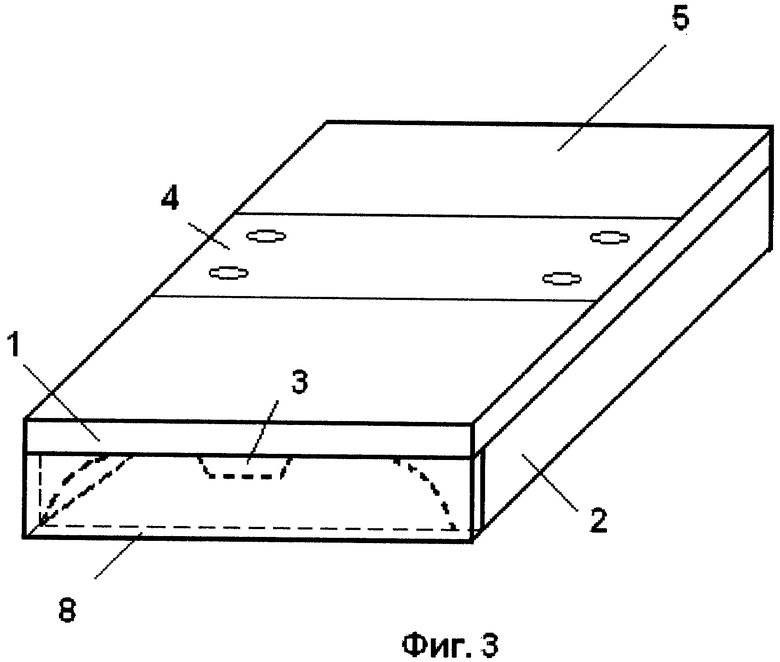
Фиг.3 - кузнечный боек для раскатки, где 8 - поперечные ребра жесткости, расположенные на торцах плиты.
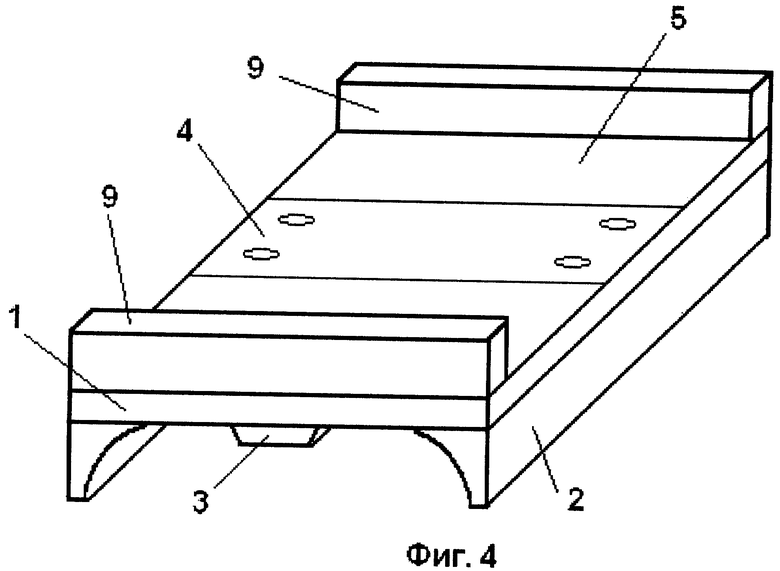
Фиг.4 - кузнечный боек для раскатки, где 9 - поперечные ребра жесткости, расположенные вне рабочего пространства бойка.
Работает заявляемое устройство следующим образом.
Кузнечный боек 5 крепится к верхней траверсе пресса в месте крепления 4. Размеры бойка превосходят площадь крепления и для исключения изгибов он снабжен ребрами жесткости. За счет расположения ребер жесткости 2 в рабочем пространстве или вне его боек (8 и 9)занимает минимальный по высоте объем в рабочем пространстве пресса, что позволяет ковать им крупногабаритные как по диаметру, так и длине обечайки. Для ковки обечайка 7 на оправке 6 помещается в рабочее пространство. Далее осуществляется ее разгонка до поковочных размеров путем обжатий заготовки бойком и кантовок обечайки на оправке. Схема расположения инструмента и поковки в процессе ковки приведена на фиг.2.
Технический результат, получаемый при использовании изобретения, заключается в повышении производительности и улучшении качества поковок.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для раскатки изделий вне зоны пресса | 1985 |
|
SU1402401A1 |
| УСТРОЙСТВО ДЛЯ КОВКИ ПОКОВОК КОЛЕЦ | 1992 |
|
RU2009758C1 |
| СПОСОБ КОВКИ КРУПНОГАБАРИТНЫХ КОЛЕЦ | 2004 |
|
RU2279328C2 |
| Устройство к ковочному прессу для раскатки обечаек | 1977 |
|
SU733837A1 |
| ПОДВЕСНОЙ БОЕК | 2012 |
|
RU2507023C2 |
| УСТРОЙСТВО ДЛЯ РАСКАТКИ ПОЛЫХ ИЗДЕЛИЙ НА ГИДРАВЛИЧЕСКОМ ПРЕССЕ | 2015 |
|
RU2601842C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛОСКИХ ПОКОВОК КОВКОЙ | 2007 |
|
RU2369459C2 |
| Способ раскатки полых цилиндрических заготовок | 1988 |
|
SU1620200A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВКИ ИЗ СЛИТКА | 2008 |
|
RU2392084C1 |
| Устройство к прессу для раскатки крупногабаритных колец | 1986 |
|
SU1391790A1 |
Изобретение относится к кузнечному производству и может быть использовано при изготовлении крупногабаритных колец и обечаек на прессе. Кузнечный боек для раскатки выполнен в виде тела бойка с рабочей частью. Тело бойка представляет собой плиту с ребрами жесткости. Ребра расположены со стороны рабочей части бойка параллельно ей. Сбоку ребра ограничены колоннами пресса, а снизу - цилиндрической поверхностью, соответствующей наружной поверхности готовой поковки. Плита может быть снабжена дополнительными поперечными ребрами жесткости, расположенными на ее торцах или вне рабочего пространства бойка. В результате обеспечивается снижение трудоемкости ковки и улучшение качества поковок. 2 з.п. ф-лы, 4 ил.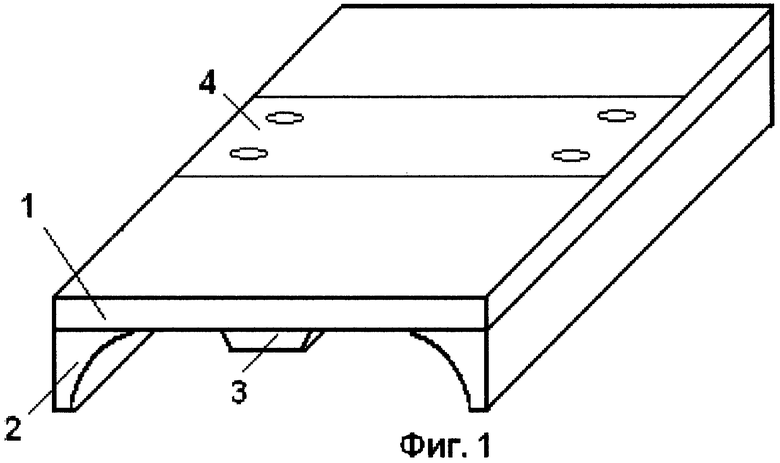
| СЕМЕНОВ Е.И, КОНДРАТЕНКО В.Г., ЛЯПУНОВ Н.И | |||
| Технология и оборудование ковки и объемной штамповки | |||
| - М.: Машиностроение, 1978, с.64, рис.59 в | |||
| Инструмент для кузнечной раскатки кольцевых поковок | 1984 |
|
SU1225663A1 |
| Кузнечный боек к прессу | 1977 |
|
SU660768A1 |
| Кузнечный боек | 1981 |
|
SU1030086A1 |
| US 5542278 А, 06.08.1996. | |||

