1140240
Изобретение относится к обработке металлов давлением, а именно к устройствам для ковки поковок на гидравлических прессах, которые используются для кузнечной раскатки крупногабаритных колец и обечаек, и может быть использовано, например, в энергетическом машиностроении.
ся прокладка, что позволяет при последующих обжатиях выравнять отклонен ния диаметра, т.е. конусность. Возможны варианты расположения основных поперечин 1 и 2 относительно дополнительных поперечин 11 и 12. В случае раскатки узких обечаек основные поперечины 1 и 2 сближаются, как по-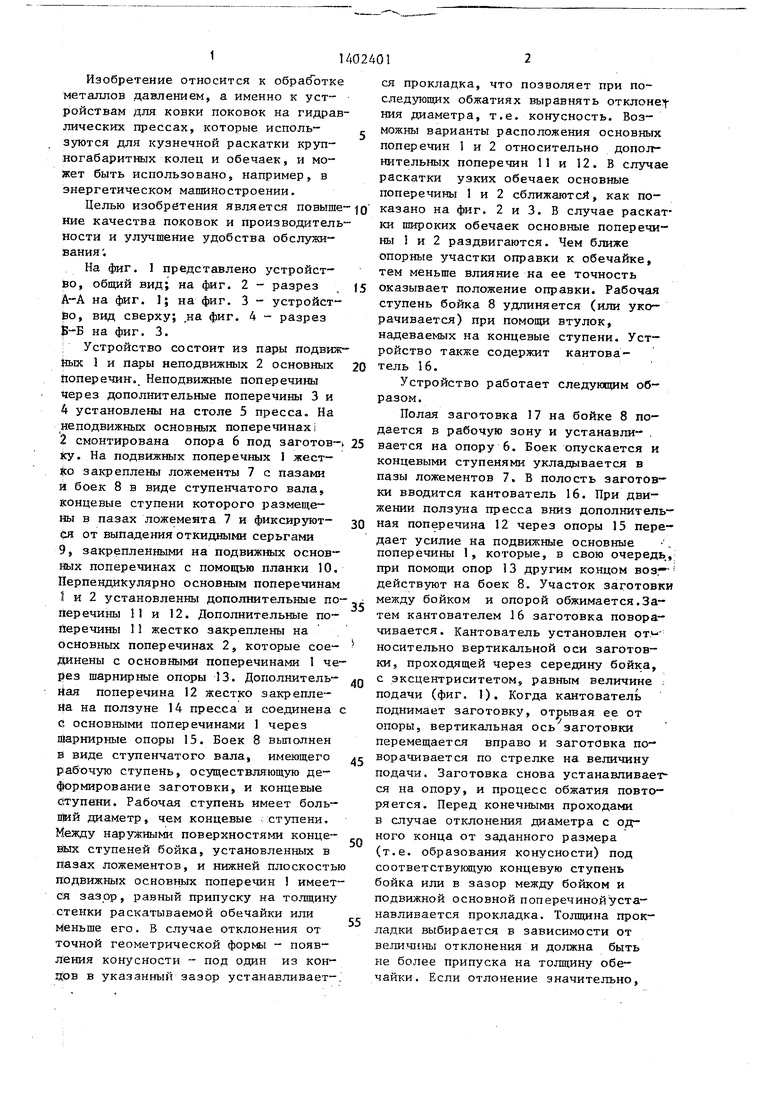
| название | год | авторы | номер документа |
|---|---|---|---|
| Пресс для кузнечной раскатки | 1984 |
|
SU1278093A1 |
| Устройство для ковки | 1985 |
|
SU1389921A1 |
| Пресс для раскатки обечаек | 1983 |
|
SU1134279A2 |
| Способ изготовления полых изделий | 1985 |
|
SU1286333A1 |
| УСТРОЙСТВО ДЛЯ КОВКИ ПОКОВОК КОЛЕЦ | 1992 |
|
RU2009758C1 |
| Способ раскатки полых цилиндрических заготовок | 1988 |
|
SU1620200A1 |
| Пресс для раскатки обечаек | 1980 |
|
SU956129A1 |
| Пресс для раскатки обечаек | 1988 |
|
SU1620201A1 |
| Пресс для раскатки обечаек | 1981 |
|
SU1015538A2 |
| Устройство к ковочному прессу для раскатки обечаек | 1977 |
|
SU733837A1 |

Изобретение относится к обработке металлов давлением, в частности к устройствам для получения деталей раскаткой. Цепь - повышение чества поковок, производительности и удобства обслуживания. Устройство снабжено дополнительными поперечинами, размещенными перпендикулярно траверсам пресса. Последние вьшолнены в виде пар основных поперечин. Траверсы размещены симметрично вертикальной оси устройства снаружи колонн пресса. Дополнительные поперечины жестко и шарнирно соединены с парами основных поперечин. Ступенчатый боек взаимодействует с лржементами, закрепленными на концах подвижных поперечин,При обработке кольцевой заготовки на оправке плоскость заготовки пер-; пендикулярна плоскостям поперечин, а сама заготовка размещена в зазоре между ними. 1 з,п, ф-лы,, 4 ил. с S е
Целью изобретения является повыше- о казано на фиг. 2 и 3. В случае раскатние качества поковок и производительности и улучшение удобства обслуживания ;
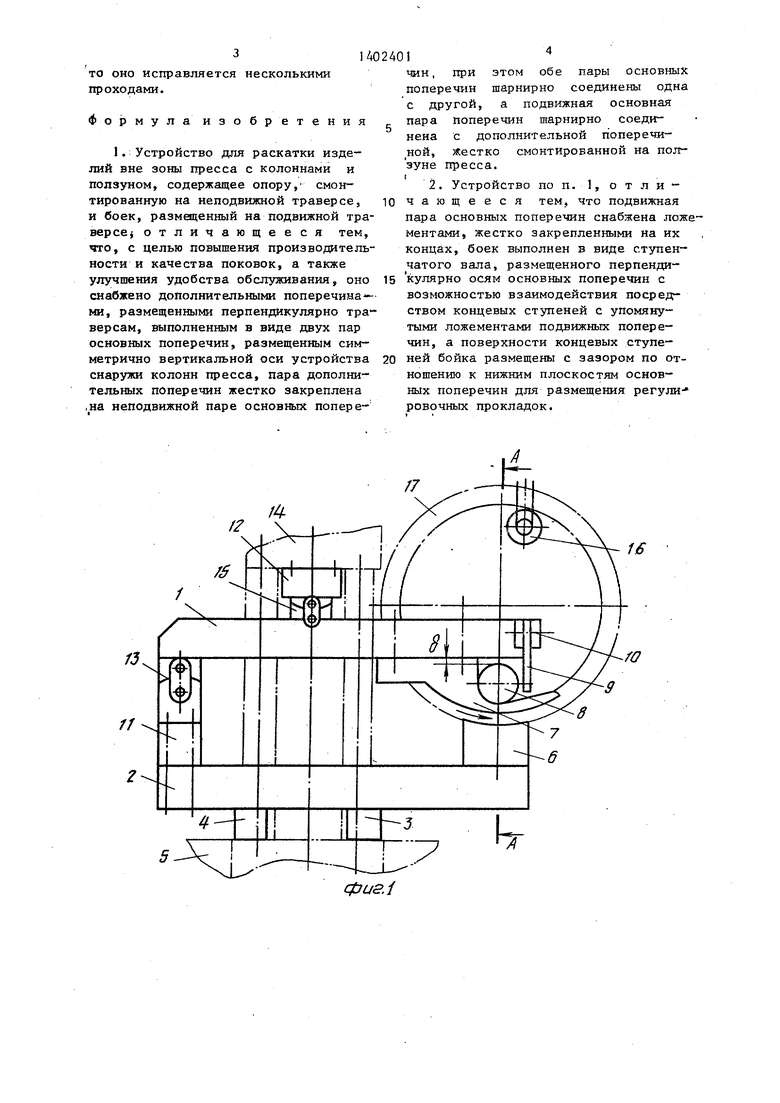
На фиг. 1 представлено устройство, общий вид; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - устройство, вид сверху; .на фиг. 4 - разрез В-Б на фиг. 3.
: Устройство состоит из пары подвижных 1 и пары неподвижных 2 основных Поперечин.. Неподвижные поперечины через дополнительные поперечины 3 и 4 установлены на столе 5 пресса. На неподвижных основных поперечинах i
ки широких обечаек основные поперечины 5 и 2 раздвигаются. Чем ближе опорные участки оправки к обечайке, тем меньше влияние на ее точность
15 оказывает положение оправки. Рабочая ступень бойка 8 удлиняется (или укорачивается) яри помощи втулок, надеваемых на концевые ступени. Устройство также содержит кантова20 тель 16.
Устройство работает следующим образом.
Полая заготовка 17 на бойке 8 подается в рабочую зону и устанавли- .
2 смонтирована опора 6 под заготов- 25 вается на опору 6. Боек опускается и
30
35
Icy. На подвижных поперечных 1 жест- ico закреплены ложементы 7 с пазами и боек 8 в виде ступенчатого вала, йонцевые ступени которого размещены в пазах ложемента 7 и фиксируют- (in от выпадения откидными серьгами 9, закрепленными на подвижных основных поперечинах с помощью планки 10. Перпендикулярно основным поперечинам } и 2 установленны дополнительные поперечины 11 и 12. Дополнительные по- йеречины 11 жестко закреплены на Основных поперечинах 2, которые сое- Динены с основными поперечинами 1 через шарнирные опоры 13. Дополнитель- Q йая поперечина 12 жестко закреплена на ползуне 14 пресса и соединена с С основными поперечинами 1 через Шарнирные опоры 15. Боек 8 выполнен в виде ступенчатого вала, имеющего раб очую ступень, осуществляющую деформирование заготовки, и концевые отупени. Рабочая ступень имеет больший диаметр, чем концевые ::ступени. Между наружными поверхностями конце- йых ступеней бойка, установленных в пазах ложементов, и нижней плоскостью пЮдвижных основных поперечин 1 имеется зазор, равный припуску на толщину стенки раскатываемой обечайки или меньше его. В случае отклонения от точной геометрической форьы - появления конусности - под один из кондов в указанный зазор устанавливает-.
45
50
55
концевыми ступенями укладывается в пазы ложементов 7. В полость заготовки вводится кантователь 16. При движении ползуна пресса вниз дополнитель ная поперечина 12 через опоры 15 пере дает усилие на подвижные основные поперечины 1, которые, в свою очередь
при помощи опор 13 другим концом возг действуют на боек 8. Участок заготовк между бойком и опорой обжимается.Затем кантователем 16 заготовка поворачивается . Кантователь установлен OTV носительно вертикальной оси заготовки, проходящей через середину бойка, с зксцентриситетом, равным величине подачи (фиг. 1). Когда кантователь поднимает заготовку, отрьшая ее от опоры, вертикальная ось заготовки перемещается вправо и заготовка поворачивается по стрелке на величину подачи. Заготовка снова устанавливает ся на опору, и процесс обжатия повторяется. Перед конечными проходами в случае отклонения диаметра с одного конца от заданного размера (т.е. образования конусности) под соответствугацую концевую ступень бойка или в зазор между бойком и подвижной основной поперечиной устанавливается прокладка. Толщина прокладки выбирается в зависимости от величины отклонения и должна быть не более припуска на толщину обечайки. Если отлонение значительно.
ки широких обечаек основные поперечины 5 и 2 раздвигаются. Чем ближе опорные участки оправки к обечайке, тем меньше влияние на ее точность
оказывает положение оправки. Рабочая ступень бойка 8 удлиняется (или укорачивается) яри помощи втулок, надеваемых на концевые ступени. Устройство также содержит кантователь 16.
Устройство работает следующим образом.
Полая заготовка 17 на бойке 8 подается в рабочую зону и устанавли- .
вается на опору 6. Боек опускается и
0
5
Q
5
0
5
концевыми ступенями укладывается в пазы ложементов 7. В полость заготовки вводится кантователь 16. При движении ползуна пресса вниз дополнительная поперечина 12 через опоры 15 передает усилие на подвижные основные поперечины 1, которые, в свою очередь.,
при помощи опор 13 другим концом возг действуют на боек 8. Участок заготовки между бойком и опорой обжимается.Затем кантователем 16 заготовка поворачивается . Кантователь установлен OTV носительно вертикальной оси заготовки, проходящей через середину бойка, с зксцентриситетом, равным величине , подачи (фиг. 1). Когда кантователь поднимает заготовку, отрьшая ее от опоры, вертикальная ось заготовки перемещается вправо и заготовка поворачивается по стрелке на величину подачи. Заготовка снова устанавливается на опору, и процесс обжатия повторяется. Перед конечными проходами в случае отклонения диаметра с одного конца от заданного размера (т.е. образования конусности) под соответствугацую концевую ступень бойка или в зазор между бойком и подвижной основной поперечиной устанавливается прокладка. Толщина прокладки выбирается в зависимости от величины отклонения и должна быть не более припуска на толщину обечайки. Если отлонение значительно.
то оно исправляется проходами.
несколькими
ормула изобретения
/4
/J
Фиа1
10 15204
чин, при этом обе пары основных поперечин шарнирно соединены одна с другой, а подвижная основная пара поперечин шарнирно соединена с дополнительной поперечиной. Жестко смонтированной на ползуне пресса.
k
А А
Фы.2
12
Ч
tv
N
.-s
ш
5
б-б
X
/;з
U .7
Dv
+ +
Й:
«Г
+
tt
т
ч Фиг.З
| Прямодействующий автоматический воздушный тормоз | 1940 |
|
SU60566A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
