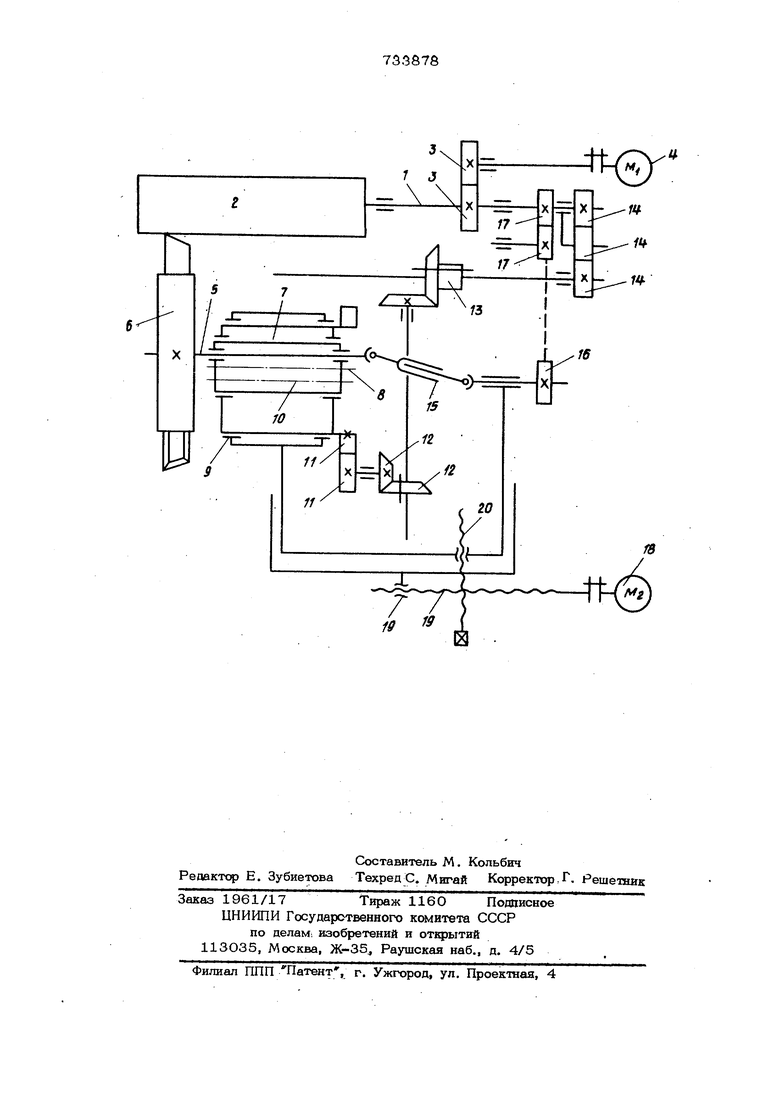
(54) СТАНОК ДЛЯ ОБРАБОТКИ Изофетение относится к области маши ностроения и может найти применение для обработки валов многолезвийным режущим инструментсм. Известны станки подобного назначения включающие кинематически связанные меж ду собой щпиндель, несущий заготовку, и инструментальный шпиндель l, Основным недостатком/ известной конструкции является постоянство расстояния между осями шпинделей, заготовки и инструмента, что обуславливает ограниченные технологические возможности станка ввиду; невозможности обработки валов С нечетным числом граней, валов с плоскими гранями и невозможности обработки с оптимальной геометрией режущих элементов из-за значительного изменения переднего и заднего углов. С целью расширения технологических возможностей, предлагаемый станок снабжен обоймой, в которой эксцентрично с возможностью регулирования эксцентриситета расположен инструментальный шпин- ВАЛОВ дель, причем, обойма кинематически СЕЯзана со шпийделем, несущш заготовку, и с инструментальным шпинделем. На чертеже представлено предлагаемое устройство. Шп1шдель 1, несущий заготовку 2, связан через передачу 3 с регулируемым приводом 4, например электрически. Параллельно шпинделю 1 установлен шпиндель 5 с резцовой головкой 6, смсштированной во втулке 7 эксцентрично ее оси 8. Втулка 7 установлена с возможностью поворота в обойме 9, причем, ось 8 втул1Ш смещена относительно оси 10 обоймы для обеспечения возможности регул1фовки расстояния (эксцентриситета) между осями шпинделя 5 и обоймы 9, I Обойма 9 связана со шпинделем 1 кинематической депью, содержащей постоянные 11, 12 и 13 передачи и сменные передачи 14 органа настройки, выполненнего, например в виде гитары зубчатых колес. Инструментальный шпиндель 5 кинематически связан со шпинделем 1 че-
рез телескопическое шарнирное соединение 15, зубчатые колеса 16 и 17, передаточное отношение которых равно единице.
Регулируемый привод 18 с винтовой парой 19 служит для сообщения инструменту продольной подачи, а винтовая пара 2О - для установки заданного расстояния между осями обоймы 9 и шпинделя 1
При обработке на предлагаем«л станке многогранного вала применяется инструмент с количеством режущих элементов, равным числу обрабатываемых граней.
Кинематическая цепь между шпинделем 1 и обоймой 9 настраивается так, чтобы угловая скорость обоймы 9 была равна произведению угловой скорости заготовки и числа рбрабатываемых граней.
Направление вращения шпинделей 1, 5 и обоймы 9 устанавливают одинакоЕЪхми,
Повороте втулки 7 вокруг оси 8 устанавливают необходимое для получения плоских, йыпуклых или вогнутых граней расстояние между осью Ю обоймы 9 и осью ш1Ш1деля 5, а вращением винтовой пары 2О - расстояние между осью шпинделя 1 и осью обоймы 9.Профилирование некруглого поперечного сечения осуществляется в результате сложения вращательных движений обоймы 9, заготовки 2 и инструмента 6.
Для формообразования изделия по длин инструменту 6 от привода 18 через винтовую пару 19 сообщается прямолинейное движение лодачи вдоль оси шпинделя 1.
На станке возможна также обработка круглых валов по двум схемам.
При первой размыкается кинематическая цепь, связывающая обойму 9 со шпинделем 1, и обработка вращающейся заготовки 2 производится вращающейся резцовой головкой 6 с любым числом режущих зубьев.
При второй схеме заготовке сообщае1 ся вращение, а неподвижной относительно своей оси головке 6 - продольное движение.
Формула изобретения
Станок для обработки валов многолезвийным инструментом, включающий кинематически связанные между собой шпиндель, несущий заготовку, и инструментальгный шпиндель, отличающийся тем, что, с целью расширения технологических возможностей, станок снабжен обоймой, в которой эксцентрично с возмоя ностью регулирования эксцентриситета расположен инструментальный шпиндель, причем, обойма кинематически связана со шпинделем, несущим заготовку, и с инструментальным шпинделем.
Источники :информации, принятые во внимание при экспертизе
1. Патент Великобритании № 940647; кл. В 3 Т, опублик. 1957.
P./
1 J
W -f
-W
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для обработки валов | 1981 |
|
SU986647A2 |
| СПОСОБ ОБРАБОТКИ ТЕЛ ВРАЩЕНИЯ НЕКРУГЛОГО СЕЧЕНИЯ | 2001 |
|
RU2211118C1 |
| Способ механической обработки и устройство для его осуществления | 1989 |
|
SU1838047A3 |
| УСТРОЙСТВО ДЛЯ ФРЕЗЕРОВАНИЯ ВИНТОВ | 2006 |
|
RU2306201C1 |
| Универсальный зубообрабатывающий станок с ЧПУ | 1987 |
|
SU1715520A1 |
| СПОСОБ ФРЕЗЕРОВАНИЯ ВИНТОВ | 2006 |
|
RU2306202C1 |
| СПОСОБ ОБРАБОТКИ ВИНТОВ ГЕРОТОРНЫХ ВИНТОВЫХ НАСОСОВ | 2001 |
|
RU2209129C1 |
| Станок для обработки статора роторно-ппоршневого двигателя | 1972 |
|
SU510318A1 |
| УСТРОЙСТВО ДЛЯ ФРЕЗЕРОВАНИЯ ВИНТОВ С КРУГЛОЙ ВИНТОВОЙ ПОВЕРХНОСТЬЮ | 2006 |
|
RU2306200C1 |
| СПОСОБ ФРЕЗЕРОВАНИЯ ВИНТОВ С КРУГЛОЙ ВИНТОВОЙ ПОВЕРХНОСТЬЮ | 2006 |
|
RU2306199C1 |