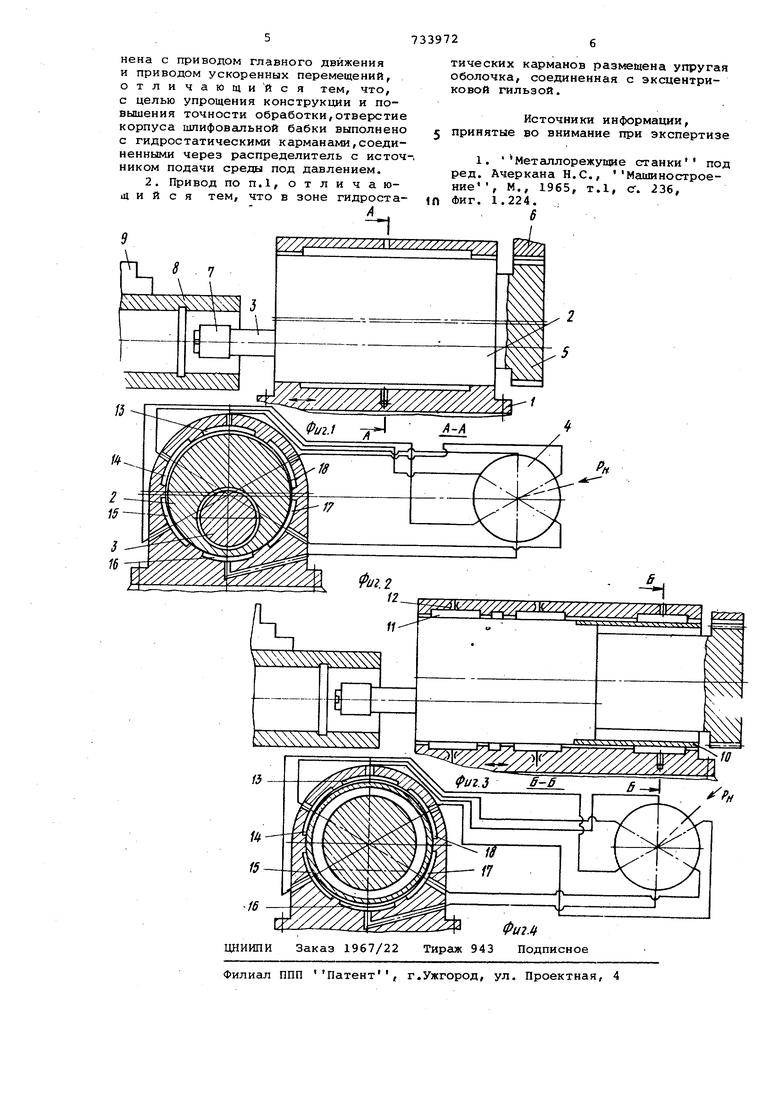
Изобретение относится к станкостроению и может быть использовано на шлифовальных станках. Известен привод, содержащий гиль внутри которой эксцентрично расположен шлифовальный шпиндель. Гильза установлена в корпусе с возможность поворота и имеет привод, осуществля ющий его. Таким образом, вращающийс шлифовальный круг при повороте гиль совершает движение по дуге окружности радиусом, равным эксцентрисит ту, и тем самым осуществляет врезну подачу 1.. Эта конструкция требует применения привода поворота гильзы с весьма высоким передаточным числом, позволяющим обеспечить дискретную подачу (0,001-0,002 мм), т.е. обусловливает применение многозвенной кинематической цепи, что приводит к понижению крутильной жесткости, возможной потере устойчивости движения и повышению трудоемкости и га ритов. Целью изобретения является повышение собственной жесткости узла и крутильной жесткости привода, что приведет к повышению точности обработки, и упрощении конструкции. Цель достигается тем, что в предлагаемом устройстве отверстие корпуса шлифовальной бабки выполнено с гидростатическими карманами, соединенными через распределитель с источником подачи среды под давлением. Кроме того, гильза может быть жестко соединена с упругой оболочкой, расположенной в зоне карманов. На фиг.1 изображен привод врезной подачи шлифовального шпинделя, продольный разрез; на фиг. 2 - разрез А-А на фиг.1; на фиг. 3 - продольный разрез привода с упругой оболочкой; на фяг. 4 - разрез Б-Б на фи г. 3. Привод врезной подачи шлифовального шпинделя содержит шлифовальную бабку 1 с караманалт и подводящими магистралями, эксцентриковую гильзу 2 с приводом главного движения, например/электрошпиндель .(на чертеже не показан), шпиндель 3, распределитель 4 и источник давления рабочей среды (на чертеже не показан).Кроме того, эксцентриковая гильза снабжена приводным элементом, например, шестерней 5, сцепленной с шестерней 6 дви гателя быстрых ходов (на чертеже не показан). Шлифовальный шпиндель снабжен абразивным кругом 7, шлифую щим изделие 8, закрепленное в патро не 9 шпинделя изделия. Эксцентриковая гильза может быть снабжена упругой оболочкой 10 и располагаться, например, в двухрядной гидростатической опоре 11, питаемой через гидравлические сопротивления 12 рабочей средой, поданной под постоянным давлением. Привод работает следующим образом При подаче давления в верхний кар ман 13, выполненный в шлифовальной бабке 1, эксцентриковая гильза 2 вместе со шпинделем 3 прижмется К внутренней поверхности отверстия баб ки с противоположной стороны кармана Шпиндель, вращаясь и взаимодействуя шлифовальным кругом 7 с изделием 8, производит его обработку. При необходимости изменения размера обработк например, его увеличения, распределитель 4 давления осуществляет подачу рабочей среды под давлением в карманы поочередно в последовательности расположения их по окружности: 13, 14, 15, 16, 17, 18. При этом эксцен триковая гильза 2 начнет катиться по внутренней поверхности шлифовальной бабки 1 и, совершая сложное планет ар ное движение, получит угловое враще ние вокруг своей оси. Поскольку ось шпинделя 3 расположена на расстоянии, равном эксцентриситету эксцентр ковой гильзы 2, она начнет повора.зваться, и абразивный круг 7, перемещаясь по дуге окружности, получит врезное движение и передвинется, на требуемую координату. Вследствие сло ности движения, совершаемого эксцентриковой гильзой 2, она наряду с уг ловым поворотом вокруг своей оси будет радиально осциллировать с амплитудой, равной половине диаметрального зазора между отверстием бабки и внешним диаметром эксцентриковой гильзы. Поэтому при выходе на требуе мую координату эксцентриковая гильз 2 всегда должна быть прижата к одному и тому же месту внутренней поверхности (расточки) шлифовальной бабки. Таким образом, данный привод имеет дискретную подачу. При необходимости получения непрерывной подачи эксцентриковую гильзу можно снабдить упругой оболо кой 10 и расположить ее в опорах, например, гидростатических, питающихся постоянным давлением через гидравлические сотгротивления 12. В данном случае рабочая среда под давлением посредством распределител подается во взаимно противоположные карманы, что приводит к деформирова нию упругой оболочки 10 (в поперечном сечении) и соприкосновению ее с внутренней поверхностью шлифовальной бабки по оси, перпендикулярной оси симметрии карманов, в которые подана рабочая среда под давлением. Аналогично предыдущему, при необходимости осуществления врезной подачи распределитель давления обеспечивает подачу рабочей среды под давлением в карманы поочередно, в последовательности расположения их по окружности. В результате этого образуется бегущая волна деформации, обеспечивающая поворот эксцентриковой гильзы. Ось гильзы при этом не меняет своего пространственного положения и остается неподвижной. Для обеспечения быстрого отвода абразивного круга от изделия или наоборот его подвода рабочая среда либо подается во все карманы одновременно, либо вовсе в них не подается, и эксцентриковая гильэа через зубчатую передачу 5, 6 от двигателя быстрых ходов поворачивается на требуемый угол. Причем поверхности обката при этом работают, соответственно, либо как гидростатический подшипник,либо как гидродинамический. В связи с малыми диаметральными зазорами по поверхностям обката, имеющими место в рассматриваемых случаях, вследствие необходимости создания значительного давления в карманах при малых расходах, данный привод имеет весьма малые скорости подачи и, следовательно, он весьма точен. Кроме того, привод обладает значительной крутильной жесткостью вследствие малого числа стыков в кинематической цепи - всего одного, и то, практически, очень жесткого, так как сопряжение эксцентриковой втулки с внутренней поверхностью шлифовальной бабки происходит (как при неподвижной втулке, так и при ее вращении) по дуге контакта большой угловой протяженности (из-за малых диаметральных зазоров). Известно также, что сила, развиваемая давлением в кармане, достигает крайне больших значений, за счет чего создается предварительный натяг в стыке и повышается собственная жесткость узла, а следовательно, и точность Обработки. Предлагаемое решение позволяет также ликвидировать длинную кинематическую цепь, повысить надежность привода и упростить его конструкцию. Формула изобретения 1. Привод врезной подачи шлифовального шпинделя, в отверстии корпуса шлифовальной бабки которого расположена эксцентриковая гильза, внутри которой размев1ен шпиндель, при этом эксцентриковая гиль;ча соеди
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство установки шлифовального круга | 1977 |
|
SU763065A1 |
| Шпиндельный узел | 1981 |
|
SU952550A1 |
| Исполнительный узел к устройству для балансировки шлифовальных кругов | 1978 |
|
SU775646A1 |
| Шпиндельный узел шлифовального круга | 1986 |
|
SU1313674A1 |
| Устройство для шлифования | 1991 |
|
SU1779564A1 |
| СБОРНЫЙ ШЛИФОХОНИНГОВАЛЬНЫЙ ИНСТРУМЕНТ ДЛЯ МНОГОСТУПЕНЧАТЫХ ОТВЕРСТИЙ | 2004 |
|
RU2271921C1 |
| СБОРНЫЙ АЛМАЗНО-АБРАЗИВНЫЙ ИНСТРУМЕНТ ДЛЯ МНОГОСТУПЕНЧАТЫХ ОТВЕРСТИЙ | 2004 |
|
RU2267396C1 |
| СПОСОБ АЛМАЗНО-АБРАЗИВНОЙ ОБРАБОТКИ МНОГОСТУПЕНЧАТЫХ ОТВЕРСТИЙ | 2004 |
|
RU2271917C1 |
| СПОСОБ ШЛИФОХОНИНГОВАНИЯ МНОГОСТУПЕНЧАТЫХ ОТВЕРСТИЙ | 2004 |
|
RU2273557C1 |
| Привод подач шлифовального станка | 1988 |
|
SU1664534A1 |
