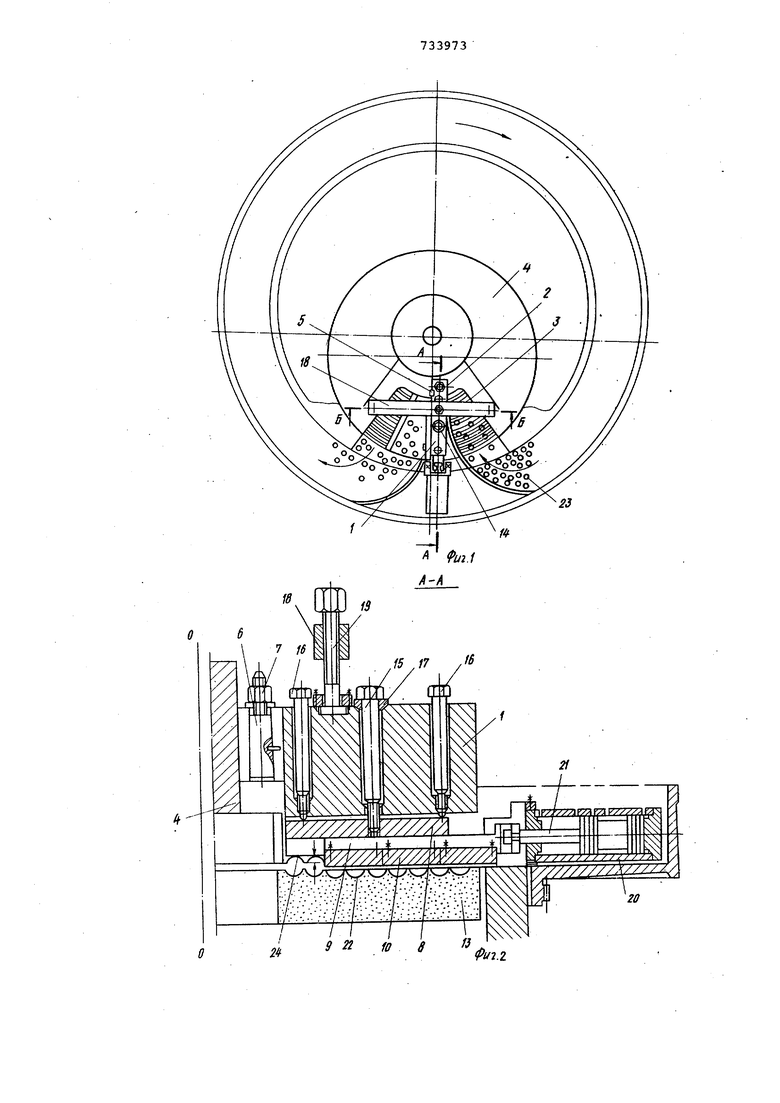
Изобретение относится к области станкостроения и может быть примене-но в шарошлифовальных станках для подшипниковой промышленности. Известно устройство для правки абрази.вного круга шароишифовального ,станка, содержащее установленную в корпусе установочно подвижную в направлении нормали к поверхности круга направляющую, несущую ползушку с правящим инструментом, связанную с приводом возвратно-поступательного движения 11 , Недостатком известного устройства является относительно невысокая точность правки вследствие невозможност корректировки направления перемещения ползушки с правящим инструментом и исключения отклонения от плоскости рабочей поверхности абразивного круга. Целью изобретения является повышение точности правки абразивного круга. Цель достигается тем, что предлагаемое уретройство снабжено механизмом корректировки направления переме щения ползушки, выполненным в виде установпенного в корпусе посредством сферического шарнира стержня, соединенного с направляющей,и двух расположенных по разные стороны от стержня регулировочных винтов, установленных резьбовой частью в корпусе и находящихся в контакте с направляющей. На фиг. 1 показано устройство для непрерывной правки абразивного круга на шарошпифовальном станке, вид сверху; на фиг. 2 - продольный разрез А-А на фиг.1; на фиг. 3 поперечный разрез Б-Б на фиг.1. Устройство содержит корпус 1, который вставлен в прямоугольный паз 2, расположенный в секторообразном вырезе 3 верхней неподвижной планшай %| 4. На корпусе 1 закреплена шпонка 5, а в прямоугольном пазу 2 выпол- . нен шпоночный паз, служащий ;для направления корпуса. Корпус 1 служит одновременно и перегородкой, разделяющей секторообразный вырез на две зоны - зону захода и зону выхода шаров, как указано стрелками. Корпус 1 прикреплен к планшайбе при помощи конусного штифта б, который при вращении гайки 7 раздвигает разрезанную часть корпуса1, создавая плотное соединение корпуса 1 с
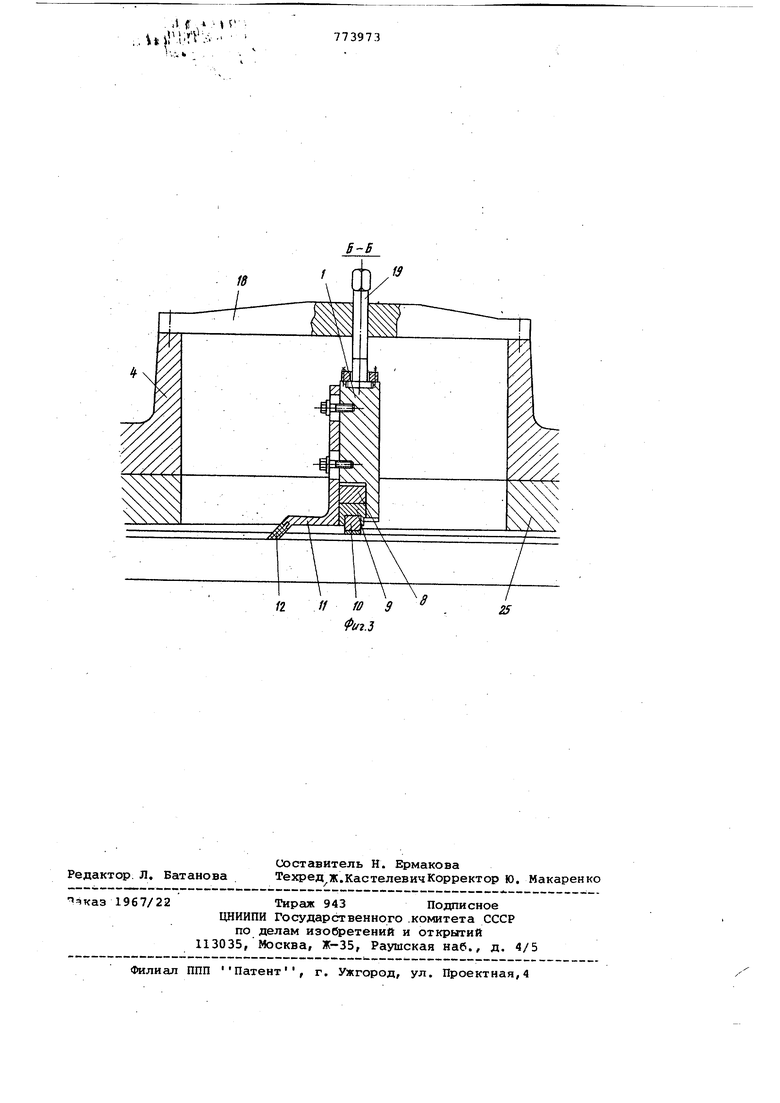
пазом в планшайбе 4. в нижней части корпуса 1 в прямоугольном вырезе усановлена направляющая 8, служащая порной площадкой для подвижной ползушки 9, к которой прикреплен алмазный правяодй инструмент 10. К корпуу (фиг.З) может быть прикреплен ронштейн 11, служащий для крепления тбирающей гребенки 12.
Для корректировки направления перемещения ползушки 9 по отношению к поверхности абразивного круга 13 применен механизм 14, включающий стержень 15 и два винта 16, ввернутые в корпус 1, которые своими концами упираются в направляющую Н. ,
Под головку стержня. 15 подложена сферическая шайба 17, образующая сферический шарнир, позволяющий стержню 15 поворачиваться на небольпюй угол. Корпус 1 может перемещаться относительно планшайбы 4. Дпя этой цели на приливах планшайбы 4 установлена траверса 18, имеющая в средней части резьбовое отверстие, в которое входит винт 19, шарнирно соединенный с корпусом 1. Возвратно-поступательное движение ползушка 9 получает от привода, например/ от гидроцилиндра 20, который своим штоком 21 кинематически связан с ползушкой 9.
При установке нового абразивного круга производят наладку. Глубина концентричных желобов 22 на абразивном круге 13 должна быть равна 1/3 диаметра обрабатываемых шариков 23, при этом кроштейн 11 с отбирающей гребенкой 12 смещают относительно алмазного инструмента 10 на эту же величину.
Устройство работает следующим образом..
При пуске станка шарики прокаты- . ваются по концентричным желобам 24 неподвижного диска 25, вследствие чего на абразивном круге 13 получаются желоба 22. Как только глубина желобов достигает заданной вели;кны, равной 1/3 диаметра шариков, в работу вступает алмазный правящий инструмент 10, закрепленный на ползушке 9, получающей возвратно-поступательное движение от гидроцилиндра.
В процессе работы глубина концентричных желобов 22 на периферии и около центра абразивного круга 13 может быть неодинакова, тогда производят подналадку алмазного инструмента 10, расположенного перпендикулярно оси 00, т.е. оси вращения абразивного круга.
Смещением стержня 15 регулируют /зеобходимый зазор между направляющей и и корпусом 1, а затем винтами 16
устанавливают ползушку 9 перпендикулярно оси вращения абразивного круга Через некоторое время глубина желобо 24 на неподвижном чугунном диске 25 начинает увеличиваться, а размер шлифуемых шариков 23 уменьшается. Это приводит к тому, что абразивный круг 13 начинает истирать отбирающую гребенку 12,и глубина желобов 22 на абразивном круге начинает уменьшаться. Позтому периодически передвигают корпус 1 относительно неподвижного диска 25 в сторону от абразивного круга 13 на величину, равную разнице между диаметрами загруженных и обработанных шариков плюс величина, на которую углубился желоб 24 диска 25. Это регулирование производят при помощи винта-19, установленного на траверсе 18, предварительно отпустив гайку 7.
При работе гидропривода станка масло под давлением поступает в одну или другую полость гидроцилиндра 20, .связанного через шток 21 с ползуш кой 9, заставляя последнюю совершать Iвозвратно-поступательное движение. Использование предлагаемогхэ устройства обеспечивает снижение разноразмерности обработанных шариков на 20%.
Формула . изобретения
Устройство для правки абразивного круга шарошлифовального станка, содержащее установленную в корпусе установочно подвижную в направлении нормали к поверхности круга направляющую, несущую ползушку с правящим инструментом, связанную с приводом возвратно-поступательного движения, отличающееся- тем, что, с целью повышения точности правки абразивного круга, оно снабжено механизмом корректировки направления перемещения ползушки, выполненным в виде установленного в корпусе посредством сферического шарнира стержня, соединенного с направляющей, и двух расположенных по разные стороны от стержня регулировочных винтов, установленных резьбовой частью в корпусе и находящихся в контакте с направляющей..
5Источники информации,
принятые во внимание при экспертизе
1. Олендер Л.А. Технология и оборудование шарикового производства . Изд. Высшая школа , Минск,
0 1974, с. 205-206.
: л f - V itilM r --
773973
.i k . 

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для обработки шариков | 1978 |
|
SU831560A1 |
| СТАНОК ДЛЯ ФИНИШНОЙ ОБРАБОТКИ ПОВЕРХНОСТЕЙ ВРАЩЕНИЯ ДЕТАЛЕЙ | 2019 |
|
RU2728140C1 |
| СПОСОБ ПРАВКИ СООСНО УСТАНОВЛЕННЫХ ТОРЦЕШЛИФОВАЛЬНЫХ КРУГОВ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2001 |
|
RU2205736C1 |
| Устройство для правки шлифовального круга | 1978 |
|
SU854698A1 |
| УСТРОЙСТВО ДЛЯ ШЛИФОВАНИЯ СФЕРИЧЕСКИХ ПОВЕРХНОСТЕЙ (ВАРИАНТЫ) | 2007 |
|
RU2450905C2 |
| СПОСОБ ПРАВКИ АБРАЗИВНОГО КРУГА | 2013 |
|
RU2538519C2 |
| Устройство для правки торца абразивного инструмента | 1981 |
|
SU984843A1 |
| СТАНОК ДЛЯ ПРАВКИ АЛМАЗНЫХ КРУГОВ | 1972 |
|
SU352751A1 |
| СПОСОБ ПРАВКИ СООСНО УСТАНОВЛЕННЫХ ТОРЦЕШЛИФОВАЛЬНЫХ КРУГОВ | 2004 |
|
RU2275292C1 |
| Хонинговальная головка | 1982 |
|
SU1028485A1 |