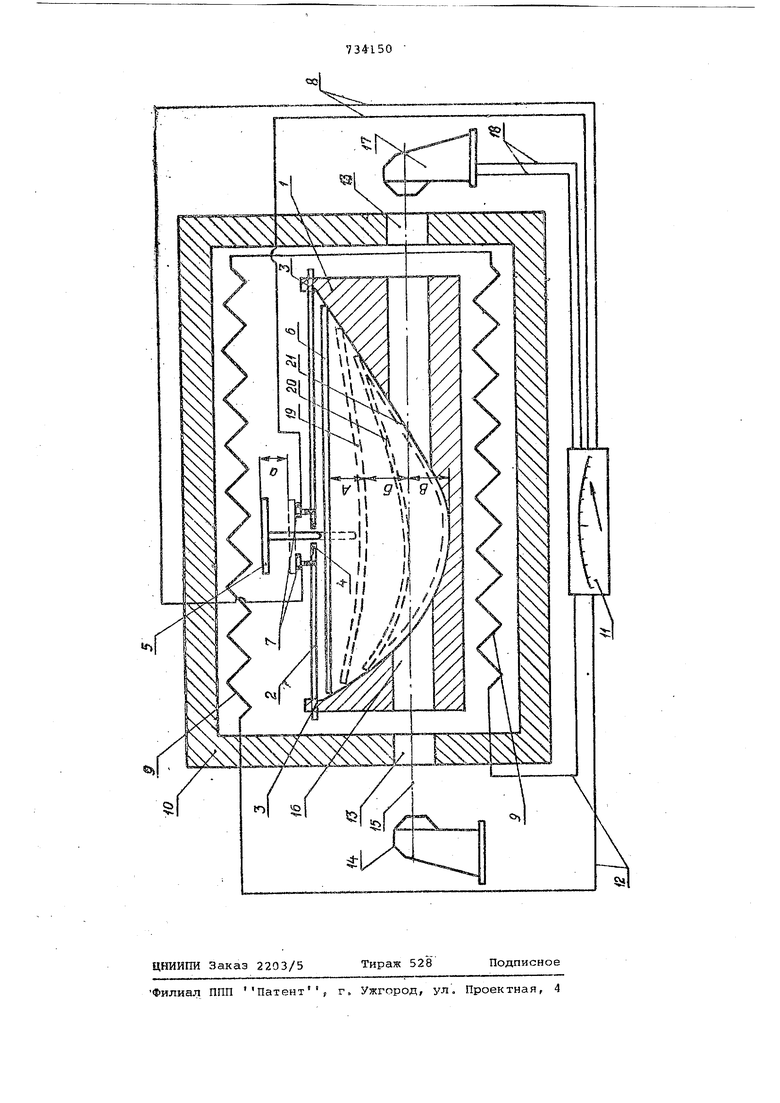
печного мсмента процесса молллирования. Цель изобретения - повшиение качества моллирования стекла со сложной кривизной поверхности. Это достигается тем, что устрой™ ство для моллирования листового стек ла, включающее вогнутую рамочнуюфор му, установленную в электропечи с нагревателями и смотровыми окнами, против которых на внешних противоположных сторонах электропечи установлены формирователь светового луча и фотоприемник, соединенный с нагревателями через электрорегулятор нагрева электропечи, снабжено размещенными на форме над ее формующей поверхностью подБижньгм регулируемым контак том, установленным свозможностью пе ремещения относительно вертикальной оси, и нeпoдвижны 1и контактами, соединенными через электрорегулятор нагрева электропечи с нагревателями, причем неподвижные контакты смонтированы с возможностью их фиксации от носительно поверхности формы. На чертеже схематически представлено устройство для моллирования лис тового стекла, общий вид. Устройство содержит вогнутую рймочную форму 1, на которой установлен элемент 2, выполненный в виде пластины, например, из жаропрочной стали и фиксируется на форме над ее формующей поверхностью, например в одной из трцовых ее частей с помощью винтов (на чертеже не показано или же укладывается на форму в предварительно выбранные пазы 3 формы 1 Элемент 2 содержит отверстие 4, в ко торое проходит подвижный регулируемый контакт 5, опирающийся на листовое стекло б. Регулируемый контакт 5 выполнен, например, из жаропрочной стали с возможностью перемещения в отверстии 4 элемента 2 относительно вертикальной оси, а также свозможностью регулировки его длины, например, с помощью винта. На элементе 2 установлены неподвижные контакты 7, которые электрически изолированы от элемента 2 с помощью, например, к ера мических трубок и могут быть выполне ны из. жаропрочной стали. Контакты 7 соединены проводами 8 с нагревателями 9 электропечи3..0 через электрорегулятор 11 нагрева и провода 12, В качестве электрорегулятора 11 нагрева используется, например, электронный самопишущий потенциометр КСП-3, На внешних противоположных стенках электропечи 10 против окон 13 жестко закреплены на ее основании формирователь 14 светового луча 15, проходящего через окна 13 и отверстие 16 в форме 1 к фотоприемнику 17, соединенному проводами 18 с нагревателями 9 электропечи 10 через электрорегупятор 11 нагрева и провода 12. В качестве фотоприемника 17 используется, например, фотоэлемент ФСК-1. Расстояние А - деформация сх.екла б до начала установления температуры моллирования, которое соответствует положению 19 стекла и перемещению подвижного контакта 5 на расстояние а. Расстояние Б - деформация стекла 6 от начала установления температуры моллирования до начгша ее снижения , что соответствует положению 20 стекла. Расстояние В - деформация стекла 6 от начала установления режима отжига стекла до принятия им заданной кривизны поверхности, что соот етствует конечному положению 21, Устройство работает следующим образом. В форму 1 укладывают листовое стекло б и устанавливают элемент 2 С подвижным контактом 5 и неподвижными контактами 7 на форму 1 в пазы 3,. включают электрорегулятор 11 на подъем температуры в электропечи 10 по заданному режиму через провода 12 и нагреватели 9. Стекло 6, нагреваясь, до определенной .температуры и приобретая соответствующую величину вязкости, деформируется под действием собственного веса, при этом контакт 5 опускается в отверстие 4 элемента 2. При деформации стекла б на расстояние А, что соответствует перемещению подвижного контакта 5 на расстояние а и положению 19 стекла, происходит замыкание неподвижных электрически изолированных от элемента 2 контактов 7 подвижным контактом 5. После замыкания контактов 7 срабатывает исполнительное реле (на чертеже не показано) и выдается команда по проводам 8 на установление постоянной температуры моллирования электрорегулятором 11 нагрева. Это обеспечивает постоянную заданную величину вязкости стекла б в процессе его дальнейшей деформации, причем подвижный контакт 5 перестает опираться на стекло б, так, как дальнейшему его опусканию мешают неподвижные контакты 7, установленные на элементе 2. При деформации стекла б на расстояние Б световой поток 15, поступающий из формирователя 14 через окна 13 электропечи 10 и отверстие 16 в форме 1 на фотоэлемент ФСК-1, перекрывается, что соответствует положению 20 стекла. После перекрытия светового потока 15 стеклом б в области, где, оно имеет максимальную стрелу прогиба, сигнал от фотоэлемента 17 подается по проводам 18 на усилитель и исполнительное, реле (на чертеже не показаны) и затем выдается команда на отключение нагревателей 9 по проводам 12 электропечи 10 через электрорегулятор 11 нагрева. Устанавливается инерционный режим отжига стекла или же при необходимости по заданному температурному режиму. Оставшееся рас стояние В до принятия заданной кривизны поверхности стекло 6 .проходит в результате инерции движения под действием собственного Efeca и тепловой инерции электропечи 10 (положение 2 стекла). Расстояние А деформации стекла б и соответствующее расстояние а перемещения контакта 5, а также расстояние Б и соответственно В деформации стекла G для каждого отдельного вида стеклоизделий подбирается эксперимен тально и зависит от количества моллируемых стекол, их габаритов и зада ной кривизны поверхности формы 1. Ус ройство обеспечивает легкий и удобны метод подбора вышеуказанных величин при моллировании конкретного вида стеклоизделий на форме с заданной кр визной поверхности. Фиксация элемента 2 на форме 1 обеспечивает всегда одно и то же положение подвижного ре гулируемого контакта 5 относительно неподвижных контактов 7 и моллируемого стекла 6. Вследствие этого обус лавливается одинаковое расстояние а прохождения подвижного контакта 5 до момента замыкания неподвижных контак тов 7 . Регулировка длины контакта 5 необходима для подбора оптимального режима моллирования, т.е. для установления температуры, при которой стекло приобретает величину вязкости, необходимую и достаточную для пр обретения имзаданной кривизны повер ности. С другой стороны регулировка формирователя 14 светового луча 15 и фотоприемника 17 по высоте окон 13 электропечи 10 обеспечивает подбор оптимальных величин Б и В. Таким образом, устройство обеспечивает проведение технологического процесса моллирования одного или не скольких стекол, уложенных друг на друга, одновременно. Первый момент - приобретение стеклом вязкости, необходимой и достаточной для получения заданной кривизны поверхности, соответствующей началу температурного режима моллирования, - фиксируется при замыкании неподвижных контактов 7 подвижным регулируемым контактом 5, после чего контакт 5 перестает опираться на поверхность стекла 6 Вследствие этого весь процесс моллирования проходит без какого-либо механического контакта поверхности сте ла с другими элементами, что устраняет возможность повреждения ее в процессе деформации при нагревании до температуры выше, чем температура размягчения стекла, когда необходимо получить гнутое стекло со сложной кривизной поверхности, например двой ной . Второй момент процесса мрллирования - приобретение стеклом 6 не- -, обходимой и достаточной кривизны ПО верхности при заданной в первом моменте величине вязкости, а следовательно, и заданной величине инерции деформации для того, чтобы принять необходимую кривизну поверхности под действием инерпдаи движения и тепловой инерции электропечи, - фиксируется световым лучом, который проходит на заданном расстоянии Б от моллируемого стекла б в области максимальной стрелы прогиба. Это позволяет легко фиксировать расстояние Б и соответственно расстояние В с помощью светового луча при любой сложной кривизне поверхности формы, необходимой для получения гнутого стекла со сложной кривизной поверхности. Связь элементов устройства, обеспечивающих начальный и конечный моменты процесса моллирования листового стекла, осуществляется через электрорегулятор 11 нагрева электропечи 10, что гарантирует проведение процесса в автоматическом режиме с высокой воспроизводимостью результатов моллирования. Предлагаемое устройство легко изготовить в производственных условиях, оно отличается большой простотой в наладке и надежно при эксплуатации, и в то же время позволяет получать гнутые стекла как со сложной, так и с цилиндрической кривизной поверхности с высоким качеством по геометрическим и оптическим показателям. Формула изобретения Устройство для моллирования листового стекла, включающее вогнутую рамочную форму, установленную в электропечи с нагревателями и смотровыми окнами, против которых на внешних противоположных сторонах электропечи установлены формирователь светового луча и фотоприемник, соединенный с нагревателями через электрорегулятор нагрева, о тли чающеес я тем, что, с целью повышения качества моллирования стекла со сложной кривизной поверхности, устройство снабжено размещенными на форме над ее формующей поверхностью подвижным регулируемым контактом, установленным с возможностью перемещения относительно вертикальной оси, и неподвижными контактами, соединенными через электрорегулятор нагрева электропечи с нагревателями, причем наподвижные контакты смонтированы с возможностью их фиксации относительно поверхности формы, Источники информации, принятые во внимание при,экспертизе 1.Авторское свидетельство СССР 551266, кл. С 03 В. 23/06, 1977. 2.Охотников В.И. и др. Система автоматического программного регулирования процесса моллирования. - Стекло и керамика 1977, W 2, с.32-33.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для моллирования листового стекла | 1976 |
|
SU656987A1 |
| УСТРОЙСТВО ДЛЯ ГНУТЬЯ ЛИСТОВОГО СТЕКЛА | 2011 |
|
RU2487088C1 |
| Форма для моллирования листовогоСТЕКлА | 1979 |
|
SU814907A1 |
| УСТРОЙСТВО ДЛЯ ГНУТЬЯ ЛИСТОВОГО СТЕКЛА | 2016 |
|
RU2631949C1 |
| Способ одновременного моллирования нескольких комплектов стекол | 1978 |
|
SU743954A1 |
| СПОСОБ МОЛЛИРОВАНИЯ ЛИСТОВОГО СТЕКЛА | 2010 |
|
RU2444478C1 |
| СПОСОБ МОЛЛИРОВАНИЯ ПАКЕТА ЛИСТОВЫХ СТЕКОЛ | 2015 |
|
RU2633850C2 |
| Форма для моллирования листового стекла | 1979 |
|
SU903312A1 |
| УСТАНОВКА МОЛЛИРОВАНИЯ СТЕКЛЯННЫХ ПОЛУСФЕР | 2015 |
|
RU2598656C1 |
| Устройство для моделирования стеклоизделий | 1975 |
|
SU551266A1 |