(54) УСТРОЙСТВО ДЛЯ МОЛЛИРОВАНИЯ ЛИСТОВОГО СТЕКЛА
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для моллирования листового стекла | 1978 |
|
SU734150A1 |
| УСТРОЙСТВО ДЛЯ ГНУТЬЯ ЛИСТОВОГО СТЕКЛА | 2011 |
|
RU2487088C1 |
| СПОСОБ МОЛЛИРОВАНИЯ ЛИСТОВОГО СТЕКЛА | 2010 |
|
RU2444478C1 |
| СПОСОБ МОЛЛИРОВАНИЯ ПАКЕТА ЛИСТОВЫХ СТЕКОЛ | 2015 |
|
RU2633850C2 |
| Форма для моллирования листовогоСТЕКлА | 1979 |
|
SU814907A1 |
| УСТРОЙСТВО ДЛЯ ГНУТЬЯ ЛИСТОВОГО СТЕКЛА | 2016 |
|
RU2631949C1 |
| Способ одновременного моллирования нескольких комплектов стекол | 1978 |
|
SU743954A1 |
| Форма для моллирования листового стекла | 1976 |
|
SU710991A1 |
| Устройство для моллирования стеклоизделий | 1980 |
|
SU874679A1 |
| УСТРОЙСТВО ДЛЯ МОЛЛИРОВАНИЯ ЛИСТОВОГО СТЕКЛА | 1996 |
|
RU2096352C1 |

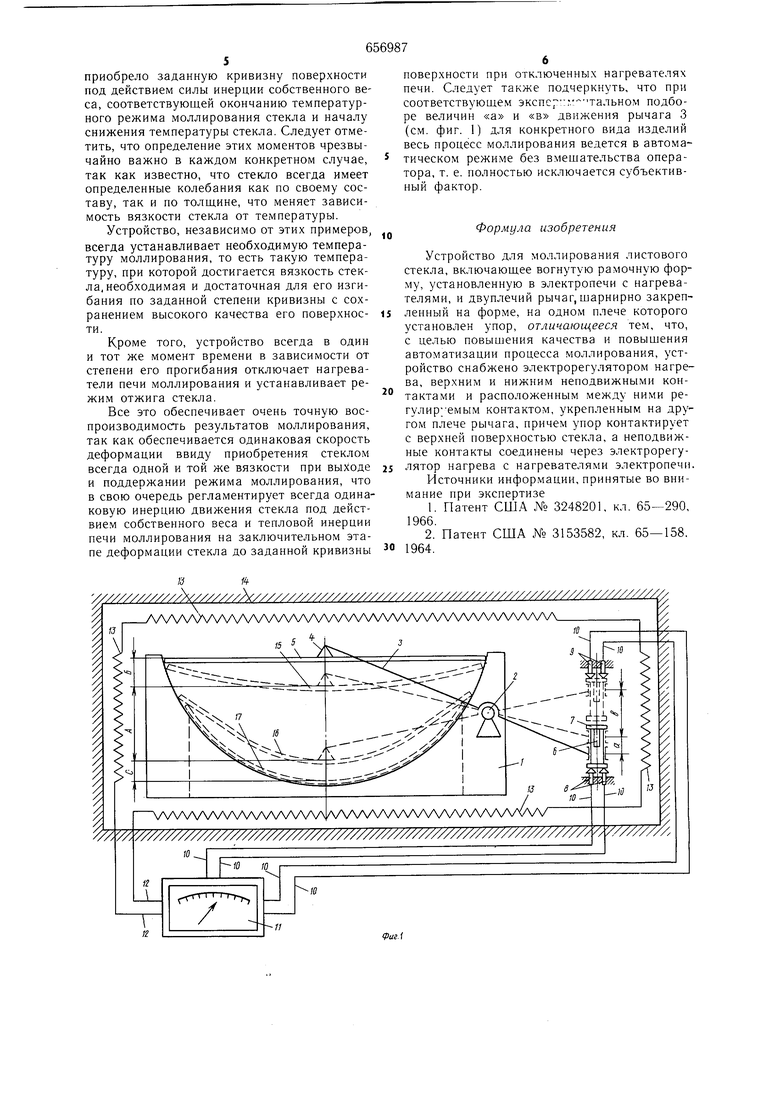
Изобретение относится к области изготовления гнутого стекла и может быть использовано в производстве на стекольных заводах. Моллирование листового стекла необходимо для различных видов транспорта, например, для изготовления ветровых стекол автомобилей и других перевозочных средств. Известно устройство, применяемое для получения гнутого стекла, состоящее из рамочной многосекционной, шарнирно соединенной или жестко соединенной вогнутой формы 1. Однако это устройство не обеспечивает высокую точность получения заданной кривизны поверхности стекла, поскольку не обеспечивает автоматизацию процесса подбора температурного режима нагрева. Известно другое устройство для моллирования листового стекла, которое ближе к предложенному изобретению, включающее вогнутую рамочную форму, установленную в электропечи с нагревателями, и двуплечий рычаг, шарнирно закрепленный на форме, на одном плече которого установлен упор Недостатком указанного устройства для моллирования листового стекла является то, что использование его предопределяет при контроле за ходом и окончанием процесса моллирования в значительной мере субъективное заключение оператора, обслуживающего соответствующую установку моллирования листового стекла, а также требует достаточного соблюдения температурного режима. Соблюдение точного режима моллирования листового стекла при использовании рамочной формы связано с тем, что в области температуры размягчения стекла, где проводится его Моллирование, незначительное увеличение или уменьшение температуры влечет за собой Соответствующее резкое уменьшение или увеличение его вязкости, которая в конечном счете определяет сам процесс моллирования. Цель изобретения - повышение качества и повышение степени автоматизации процесса моллирования. Это достигается тем, что устройство для моллирования листового стекла, включающее вогнутую рамочную форму, установленную в электропечи с нагревателями, и двуплечий рычаг шарнирно закрепленный на форме, на одном плече которого установлен упор, снабжено электрорегулятором нагрева, верхним и нижним неподвижными контактами и расположенным между ними регулируемым контактом, укрепленным на другом плече рычага, причем упор контактирует с верхней поверхностью стекла, а неподвижные контакты соединены через электрорегулятор нагрева с нагревателями электропечи. На фиг. изображена принципиальная схема устройства; на фиг. 2 - схема температурного режима печи моллирования. Устройство для моллирования листового стекла содержит вогнутую рамочную форму 1,на которой в шарнире 2 установлен двуплечий рычаг 3. На одном плече рычага 3 установлен упор 4, контактирующий со стеклом 5. Через отверстие в другом плече рычага 3 проходит подвижный контакт 6 с регулирующей гайкой 7. Нодвижный контакт 6 взаимодействует с нижними контактами 8. Над подвижным контактом 6 находятся верх ние контакты 9. Контакты 8 и 9 соединены проводами 10 с электрорегулятором нагрева 11, который соединен проводами 12 с нагревателями 13 электропечи моллирования 14. На фиг. 1 также показано стекло в положении соответствующем началу установления температуры моллирования 15, стекло в положении соответствующем началу снижения температуры моллирования 16 (соответствующие положения двуплечего рычага 3, упора 4 и подвижного контакта 6 показаны пунктиром) и стекло в положении соответствующем принятию им заданной кривизны поверхности 17. Размер «Б - деформация стекла до начала установления температуры моллирования, размер «А - деформация сте.чла от начала установления температуры моллирования до начала снижения его температуры, размер «С - деформация стекла от начала снижения температуры моллирования до принятия им заданной кривизны поверхности Размер «а и «в соответствуют размера.м «Б и «А перемещения плеча рычага 3. На фиг. 2 прямая ОА - разогрев стекла до температуры моллирования, при которой стекло деформируется на величину «Б, прямая АВ - время моллирования, при котором стекло деформируется на величину «А, прямая БВ - снижение температуры моллируемого стекла. Устройство работает следующим образом В форму 1 укладывают стекло 5 и включают электрорегулятор 11 на подъем температуры по заданному режиму ОА (фиг. 2). Заданный режим подъема температуры в печи моллирования осуществляется с помощью известных устройств, например, используется регулирующее устройство РУ-5. Стекло 5, нагреваясь до определенной температуры, прогибается под действием собственного веса, при этом ,упор 4 перемещается вместе со стеклом, так как двуплечий рычаг 3 сбалансирован таким обарзом, что упор несколько тяжелее, чем находящийся на другом конце двуплечего рычага контакт 6. В связи с этим при прогибании стекла 5 рычаг 3 поворачивается в щарнире 2, наружное плечо рычага 3 перемещаясь доходит до упора подвижного контакта 6 и поднимая его раз.мыкает контакты 8. Это происходит в тот момент, когда величина прогиба «Б стекла 5, соответствует выходу печи 14 на температуру .моллирования, на графике (фиг. 2) это соответствует точке «А, положение стекла 12 (фиг. 1), что соответствует перемещению внещней части рычага 3 на величину «а. Электрорегулятор нагрева 11 отключает режим подъема температуры в печи 14 и устанавливает режим поддержания температуры моллирования, например, с помощью цепи переключения прибора РУ-5 с автоматического режима на ручной таким образом что при размыкании контактов 8 прибор РУ-5 становится на ручной режим и в печи устанавливается постоянная температура соответствующая точке «А (фиг. 2), в дальнейщем температурный режим поддерживается постоянным по линии АБ. В процессе поддержания температурного режима моллирования продолжается деформация стекла и движение рычага 3 с упором 4 и подвижным контактом 6. В определенный .момент времени подвижный контакт 6 пройдя расстояние «в замыкает контакты 9, электрорегулятор 11 устанавливается режим снижения температуры печи моллирования 14, например, полностью отключая прибор РУ-5 и отключая тем самым нагреватели печи, устанавливая инерционный режим отжига стекла. Этот момент соответствует деформации стекла 5 на величину «А, положению стекла 16 и точке «Б на графике (фиг.2). Оставшееся расстояние «С до принятия заданной кривизны поверхности стекло проходит в результате инерции движения под действием собственного веса и тепловой инерции печи моллирования, положение стекла 17. В процессе изгибания стекла на величину «С упор 4 рычага 3 перестает контактировать с верхней поверхностью моллируемого стекла, так как дальнейщему повороту рычага 3 в щарнире 2 препятствуют неподвижные контакты 9. Таким образом температурный режим моллирования листового втекла действительно регламентируется степенью прогибания стекла в форме. В самом деле можно зафиксировать два момента в процессе моллирования стекла 5: первый момент - приобретение стеклом вязкости, достаточной для приобретения заданной кривизны поверхности, соответствующей началу температурного режима моллирования стекла; второй момент - приобретение моллируемым стеклом кривизны, достаточной для того, чтобы оно приобрело заданную кривизну поверхности под действием силы инерции собственного веса, соответствующей окончанию температурного режима моллирования стекла и началу снижения температуры стекла. Следует отметить, что определение этих моментов чрезвычайно важно в каждом конкретном случае, так как известно, что стекло всегда имеет определенные колебания как по своему составу, так и по толщине, что меняет зависимость вязкости стекла от температуры. Устройство, независимо от этих примеров, всегда устанавливает необходимую температуру моллирования, то есть такую температуру, при которой достигается вязкость стекла, необходимая и достаточная для его изгибания по заданной степени кривизны с сохранением высокого качества его поверхности. Кроме того, устройство всегда в один и тот же момент времени в зависимости от степени его прогибания отключает нагреватели печи моллирования и устанавливает режим отжига стекла. Все это обеспечивает очень точную воспроизводимость результатов моллирования, так как обеспечивается одинаковая скорость деформации ввиду приобретения стеклом всегда одной и той же вязкости при выходе и поддержании режима моллирования, что в свою очередь регламентирует всегда одинаковую инерцию движения стекла под действием собственного веса и тепловой инерции печи моллирования на заключительном этапе деформации стекла до заданной кривизны
I WWWVWVVWWNAA
У///////////////97/////////////////////////У поверхности при отключенных нагревателях печи. Следует также подчеркнуть, что при соответствующем экспе :г. тальном подборе величин «а и «в движения рычага 3 (см. фиг. 1) для конкретного вида изделий весь процесс моллирования ведется в автоматическом режиме без вмещательства оператора, т. е. полностью исключается субъективный фактор. Формула изобретения Устройство для моллирования листового стекла, включающее вогнутую рамочную форму, установленную в электропечи с нагревателями, и двуплечий рычаг, шарнирно закрепленный на форме, на одном плече которого установлен упор, отличающееся тем, что, с целью повыщения качества и повыщения автоматизации процесса моллирования, устройство снабжено электрорегулятором нагрева, верхним и нижним неподвижными контактами и расположенным между ними регулир емым контактом, укрепленным на другом плече рычага, причем упор контактирует с верхней поверхностью стекла, а неподвижные контакты соединены через электрорегулятор нагрева с нагревателями электропечи. Источники информации, принятые во внимание при экспертизе 1.Патент США № 3248201, кл. 65-290, 1966. 2.Патент США № 3153582, кл. 65-158. 1964.
