(5) ФОРМА ДЛЯ МОЛЛИРОВАНИЯ ЛИСТОВОГО СТЕКЛА
| название | год | авторы | номер документа |
|---|---|---|---|
| Форма для моллирования листовогоСТЕКлА | 1979 |
|
SU814907A1 |
| Форма для моллирования листового стекла | 1976 |
|
SU710991A1 |
| Способ одновременного моллирования нескольких комплектов стекол | 1978 |
|
SU743954A1 |
| СПОСОБ МОЛЛИРОВАНИЯ ЛИСТОВОГО СТЕКЛА | 2007 |
|
RU2356858C2 |
| Способ изготовления гнутых изделий из стекла | 1982 |
|
SU1043120A2 |
| УСТРОЙСТВО ДЛЯ ГНУТЬЯ ЛИСТОВОГО СТЕКЛА | 2016 |
|
RU2631949C1 |
| СПОСОБ ИЗГИБАНИЯ ЛИСТОВОГО СТЕКЛА | 2011 |
|
RU2487089C1 |
| Способ переформования листового стекла | 1976 |
|
SU660946A1 |
| УСТРОЙСТВО ДЛЯ ГНУТЬЯ ЛИСТОВОГО СТЕКЛА | 2011 |
|
RU2487088C1 |
| Устройство для моллирования листового стекла | 1978 |
|
SU734150A1 |
Изобретение относится к промышленности стройматериалов, в частности к стекольной, а именно к моллированию листового стекла, и может быть исполь зовано при изготовлении гнутого стекла сложной кривизны, применяемого для изделий остекления скоростного транспорта обтекаемой формы, например, автомобильного. При изготовлении слоистых изделий остекления типа триплекс применяет ся главным образом совместное моллирование двух игн нескольких полирован ных стекол на формах с кривизной формующей поверхности, желаемой для полу чения кривизны поверхности гнутого стекла. Известна форма для моллирования листового стекла, содержащая жесткую раму.с формующей поверхностью, выполненной с кривизной, заданной для гнутого стекла. Средняя часть формуюцей поверхности удалена таким образом,что площадь проема (окна) формы превосходиГ по своим размерам площадь стекла которое впоследствии вырезается из смоллированной стеклозагоТовки.. для получения изделия остекления. Такие формы широко используются для получения гнутых стекол со сложной кривизной поверхности при изготовлении изделий остекления различных транспорт ных средств LI. Наиболее близкой по технической сущности к изобретению Является форма для моллирования листового стекла, содержащая раму с формующей поверхностью и развал t23. Недостатком известных форм является получение изделий с двойной кривизной поверхности с ухудшенными качественными характеристиками, в частности оптическими. Это происходит потому, что при изгибании стекла со сложной кривизной поверхности, например двойной, больших габаритов и с большой стрелой прогиба, оно проходит достаточно большое расстояние, преждечем примет заданную кривизну поверхности формы. Стекло в процессе деформации перемещается по формующей поверхности своими краями на значительное расстояние. Из-за макро- и микронеоднородностей, всегда имеющихся как на самой формующей поверхности, так и в крае стекла, имеется большая вероятность неравномерного перемещения стекла, что приводит, к неравномерной его деформации и, в Чонемном счете, к значительным оптическим искажениям гнутого стекла. Большая склонность стекла к нежелательным искривлениям поверхности при
.изгибаний его на форме со сложной кривизной формующей аоверхности объясняется тем, что стекло необходимо нагревать до температуры выше его температуры деформации, так как в данном случае стекло не только изгибается, а в большей степени формуется, Нежелательные искривления, появляющиеся в краевых областях из-за неравномерного его перемещения, распространяются на значительное расстояние и дают недопустимые оптические искажения. Этот недостаток особенно проявляется при одновременном изгибании двух и более крупногабаритных стекол на формах со сложной кривизьцэй формующей поверхности с относительно малым радиусом кривизны и большой стрелой прогиба. Кроме того. Необходимость перемещения стекла по поверхности формы на значительное расстояние приводит к появлению сколов и других дефектов в крае стекла, что часто является причиной его разрушения в процессе отжига или после™ дующей холодной обработки.
Цель изобретения - повышение кацества изделий с двойной кривизной по оптическим характеристикам за сче уменьшения пути прохождения заготовки в форме.
Цель достигается тем, что в форме для моллирования листового стекла, содержащей раму с формующей поверхностью и развал, последний выполнен по касательной к образующей формы, соответствующей краю гнутого стекла. Под термином развал в данном случае понимается поверхность, которая отклоняется от заданной формующей пе верхности формы моллирования по одной из ее составляющих. Так, например, если формующая поверхность вращения образована прямой, т.е. представляет собой часть цилиндрической . поверхности, то тогда развал пред- ,ставляет собой плоскую поверхность. В случае, если формующая поверхность вращения образована кривой, например параболой, т.е, представляет собой часть параболоида вращения, то тогда развал представляет собой криволинейную поверхность, радиус кривизны которой в продольном разрезе соответствует параболе, а в поперечном - равен нулю.
Таким образом, внешняя часть форму1рщей поверхности формы для моллирования листового стекла, содержащей раму с формующей поверхностью вращения, выполненной с кривизной, задан)ной для гнутого стекла, выполняется Ио касательной к образующей поверхности формы. Расположение образующей при этом соответствует краю гнутого стекла, когда оно занимает конечное положение по форме после моллирования.
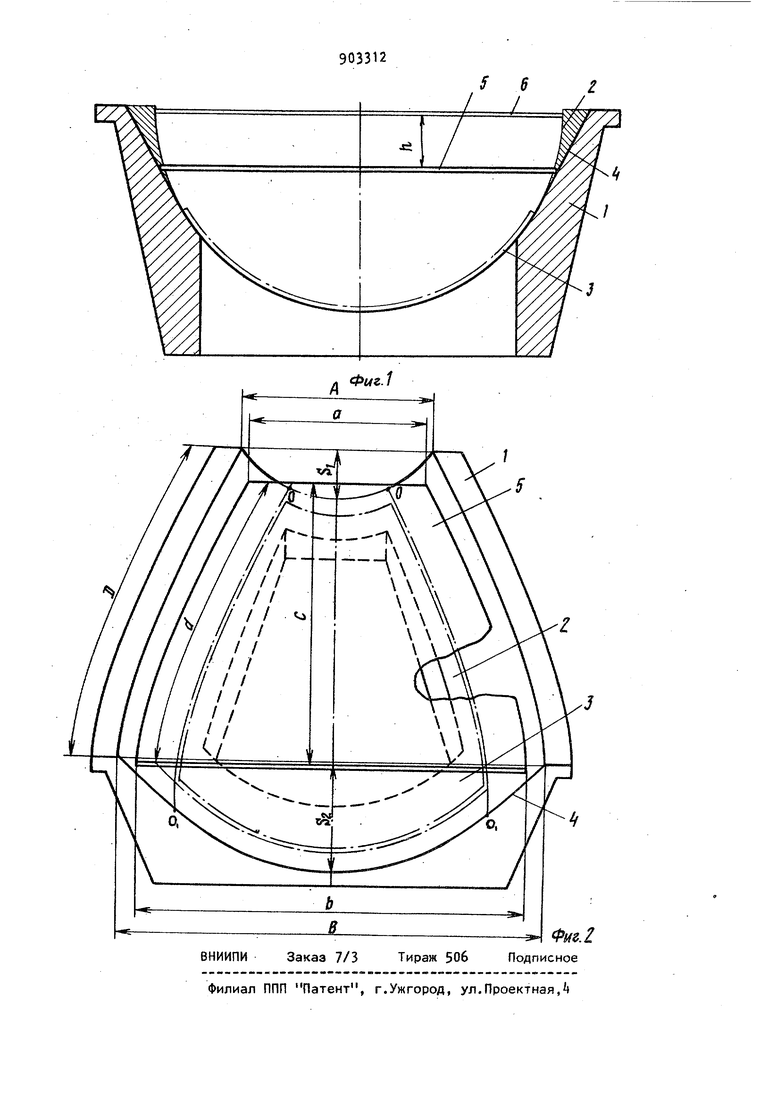
На фиг. 1 схематично показано положение плоского и гнутого стекла на форме моллирования, поперечный разрез; на фиг. 2 - форма моллироваиия, общий вид (конкретный пример реализации),
Рамочная форма для моллирования 1 имеет формующую поверхность с заданной кривизной 2 для гнутого стекла 3« Формующая поверхность снабжена развалом А, продолжающим внешнюю поверхность формы 1 по касательной к образующей рО,, которая соответствует краю гнутого стекла. Плоское стекло 5 расположено в области развала k формы моллирования 1,-что соответствует разнице в расстоянии на величину h до его конечного положения 3 по сравнению с положением стекла 6 на известной форме с заданной кривизной формующей поверхности 2 (на фиг. 1 показано штрихом). Это позволяет значи тельно сократить расстояние, на ко тором стекло перемещается в процессе деформации своими краевыми областями по форме моллирования. Таким образом уменьшается вероятность нежелательного искривления стекла, приводящего к ухудшению его геометрических и оптических показателей. Кроме того, уменьшается вероятность появления дефектов в крае стекла из-за контакта с матеptiалом формы при перемещении его в процессе деформации и, тем самым, уменьшается вероятность разрушения стекла как в процессе отжига, та и при последующей обработке. Переход формующей поверхности с кривизной, заданной для гнутого стек ла в развал, выполненный по касатель ной к образующей поверхности вращения формы, обеспечивает плавное (без резкого перегиба) изменение кривизны поверхности развала в формующую поверхность с заданной кривизной для гнутого стекла. Поэтому на стекле при прохождении этого перехода не появляются нежелательные искривления в краевых областях. Выполнение разва ла не по касательной, а под другими углами, например более пологими к го ризонтали, очевидно еще более сокращает путь стекла в форме, однако это приводит к слишком резкому переходу поверхности развала к формующей поверхности. Поэтому при прохождении стекла этих переходов в процессе деформации оно приобретает недопустиi bie геометрические и оптические иска }кения, распространяющиеся на значительную часть поверхности стекла. Предлагаемая форма позволяет значительно расширить технологические воз можности моллирования. На такую форму можно разместить плоское стекло значительно больших размеров, чем на форму без развала, и можно получить гнутое стекло больших размеров, чем при использовании известной формы. Таким образом, предлагаемая форма дает воз можность получать гнутые стекла с большей стрелой прогиба и с большими габаритами по сравнению с известной при одинаково заданной кривизне поверхности гнутых стекол. Использование формы для моллирова 1ния листового стекла, снабженной раз Овалом, выполненным по касательной к образующей {поверхности вращения формы, позволяет получить стекла или пакеты стекол, изгибаемые одновремен но с большим соответствием заданной кривизне поверхности и с высокими оптическими показателяк. Предлагаемая форма для JЮллиpoвaния листового стекла особенно эффективна при изготовлении крупногабаритных гнутых сте кол со сложной кривизной поверхности, сравнительно небольшим радиусом кривизны и большой стрелой прогиба. Так, например, моллирование стёклопакета, состоящего из четырех плойки х стекол толщиной 6 мм с размерами а 2бО мм, в 690 мм, сС 1020 мм, с мм на форме моллирования с двойной кривизной формующей поверхности, образованной вращением параболы, т.е. представляющей собой часть |параболоида вращения, снабженной раз1валом, продолжающим внешнюю часть формующей поверхности по касательной к образующей 00 , позволяет получить стекла с большим соответствием заданной кривизне поверхности и с хорошими оптическими показателями, позволяющими использовать их в изделиях остекления, отвечающих высоким современным требованиям. Основные параметры используемой формы следующие: А 285 мм, В 830 мм, Д 1170 мм,Ь 120 мм, Sj 385 мм. Основные параметры гнутых стекол по нижнему стеклу стеклопакета следующие: стрела прогиба в узкой части формы 98 мм, прогиба широкой части формы 302 мм. Расположение стеклопакета на данной форме в плоском виде ниже, чем на такой же форме без развала на величину Ц 50 мм в узкой части фор;мы и bj 12П мм в широкой, в средней части формы значения находятся между h и hj,, т.е. h h - hj. Формула изобретения Форма для моллирования листового текла, содержащая раму с формующей оверхностью и развал, о т л и ч а щ а я с я тем, что, с целью повыения качества изделий с двойной криизной по оптическим характеристикам а счет уменьшения пути прохождения аготовки в форме, развал выполнен по асательной к образующей формы, соот- етствующей краю гнутого стекла. Источники информации, ринятые во внимание при экспертизе 1. Моисеев В.И. Новый способ молирова 1Я, - Стекло и керамика, 962, № 5, с; 30. 2. Патент США № 3560182, л. 65-107, 1971 (прототип).
