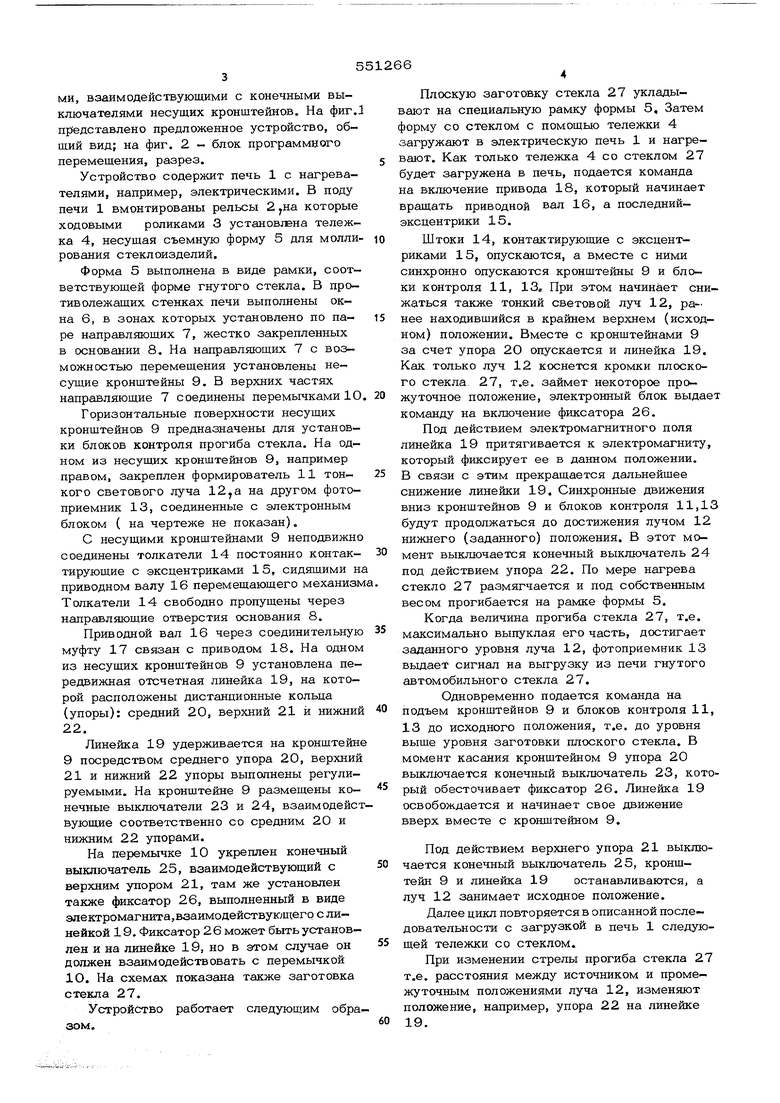
(54) УСТРОЙСТВО ДЛЯ МОЛЛИРОВАНИЯ СТЕКЛОЙЗДЕЛИЙ МИ, взаимодействующими с конечными выключателями несущих кронштейнов. На фиг. представлено предложенное устройство, общий вид; на фиг. 2 - блок программного перемещения, разрез. Устройство содержит печь 1 с нагревателями, например, электрическими. В поду печи 1 вмонтированы рельсы 2 на которые ходовыми роликами 3 установхвна тележка 4, несущая съемную форму 5 для молли рования стеклоизделий. Форма 5 выполнена в виде рамки, соответствующей форме гнутого стекла. В противолежащих стенках печи выполнены окна 6, в зонах которых установлено по паре направляющих 7, жестко закрепленных в основании 8. На направляющих 7 с возможностью перемещения установлены несущие кронштейны 9. В верхних частях направляющие 7 соединены перемычками 10 Горизонтальные поверхности несущих кронштейнов 9 предназначены для установки блоков контроля прогиба стекла. На одном из несущих кронштейнов 9, например правом, закреплен формирователь 11 тонкого светового луча на другом фотоприемник 13, соединенные с электронным блоком ( на чертеже не показан). С несущими кронщтейнами 9 неподвижно соединены толкатели 14 постоянно контактирующие с эксцентриками 15, сидящими н приводном валу 16 перемещающего механизм Толкатели 14 свободно пропущены через направляющие отверстия основания 8. Приводной вал 16 через соединительную муфту 17 связан с приводом 18. На одном из несущих кронштейнов 9 установлена передвижная отсчетная линейка 19, на которой расположены дистанционные кольца (упоры): средний 20, верхний 21 и нижний 22. Линейка 19 удерживается на кронщтейн 9 посредством среднего упора 20, верхний 21 и нижний 22 упоры выполнены регулируемыми. На кронщтейне 9 размещены конечные выключатели 23 и 24, взаимодейст вующие соответственно со средним 20 и нижним 22 упорами. На перемычке 10 укреплен конечный выключатель 25, взаимодействующий с верхним упором 21, там же установлен также фиксатор 26, выполненный в виде электромагнита.вааимодействующего с линейкой 19. Фиксатор 26 может быть установлен и на линейке 19, но в этом случае он должен взаимодействовать с перемычкой 1О. На схемах показана также заготовка стекла 27. Устройство работает следующим образом. Плоскую заготовку стекла 27 укладывают на специальную рамку формы 5, Затем форму со стеклом с помощью тележки 4 загружают в электрическую печь 1 и нагревают. Как только тележка 4 со стеклом 27 будет загружена в печь, подается команда на включение привода 18, который начинает вращать приводной вал 16, а последний- эксцентрики 15. Штоки 14, контактирующие с эксцентриками 15, опускаются, а вместе с ними синхронно опускаются кронштейны 9 и блоки контроля 11, 13 При этом начинает снижаться также тонкий световой луч 12, ранее находившийся в крайнем верхнем (исходном) положении. Вместе с кронштейнами 9 за счет упора 20 опускается и линейка 19. Как только луч 12 коснется кромки плоского стекла 27, т.е. займет некоторое прожуточное положение, электронный блок выдает команду на включение фиксатора 26. Под действием электромагнитного поля линейка 19 притягивается к электромагниту, который фиксирует ее в данном положении. В связи с этим прекращается дальнейшее снижение линейки 19. Синхронные движения вниз кронштейнов 9 и блоков контроля 11,13 будут продолжаться до достижения лучом 12 нижнего (заданного) положения. В этот момент выключается конечный выключатель 24 под действием упора 22. По мере нагрева стекло 27 размягчается и под собственным весом прогибается на рамке формы 5. Когда величина прогиба стекла 27, т.е. максимально выпуклая его часть, достигает заданного уровня луча 12, фотоприемник 13 вьщает сигнал на выгрузку из печи гнутого автомобильного стекла 27. Одновременно подается команда на подъем кронштейнов 9 и блоков контроля 11, 13 до исходного положения, т.е. до уровня выше уровня заготовки плоского стекла. В момент касания кронштейном 9 упора 20 выключается конечный выключатель 23, который обесточивает фиксатор 26. Линейка 19 освобождается и начинает свое движение вверх вместе с кронштейном 9. Под действием верхнего упора 21 выключается конечный выключатель 25, кронштейн 9 и линейка 19 останавливаются, а луч 12 занимает исходное положение. Далее цикл повторяется в описанной последовательности с загрузкой в печь 1 следующей тележки со стеклом. При изменении стрелы прогиба стекла 27 т.е. расстояния между источником и промежуточным положениями луча 12, изменяют положение, например, упора 22 на линейке 19. Для удобства задания величины прогиба стекла 27 в процессе моллирования или перед ним на линейке 19 нанесена шкала делений. Реализация предложенного технического решения позволяет сократить брак выпускае мых стеклоизделий и тем самым увеличит производительность труда. Формула изобретения 1. Устройство для моллирования стеклоизделий, содержащее съемную форму на тележке, печь с нагревателями и смотровыми окнами, по высоте которых на несущих кронштейнах расположены блоки контроля прогиба стекла, отличающееся тем, что, с целью повышения точности мол- лирования, в него введен блок программного перемещения с фиксатором, причем блок программного перемещения установлен на одном из несущих кронштейнов, которые выполнены подвижными, и функционально связан с их приводом, а фиксатор подключен к одному из блоков контроля прогиба стекла. 2. Устройство по д. 1, отличающееся тем, что блок программного перемещения содержит конечные выключатели фиксатора и привода несущих кронштейнов, отсчетную линейку, которая имеет воз- можность передвижения относительно несущего кронштейна и снабжена одним нерегулируемым кольцом, взаимодействующим с конечным выключателем фиксатора, и двумя регулируемыми кольцами, взаимодействующими с конечными выключателями привода несущих кронштейнов. Источники информации, принятые во внимание при экспертизе; 1.Авторское свидетельство СССР № 284257, М.Кл . СОЗ В 23/02, 1968г. 2.Авторское свидетельство СССР № 267028 М.Кл СОЗ В 23/26, 1968г. (прототип).
фцг.г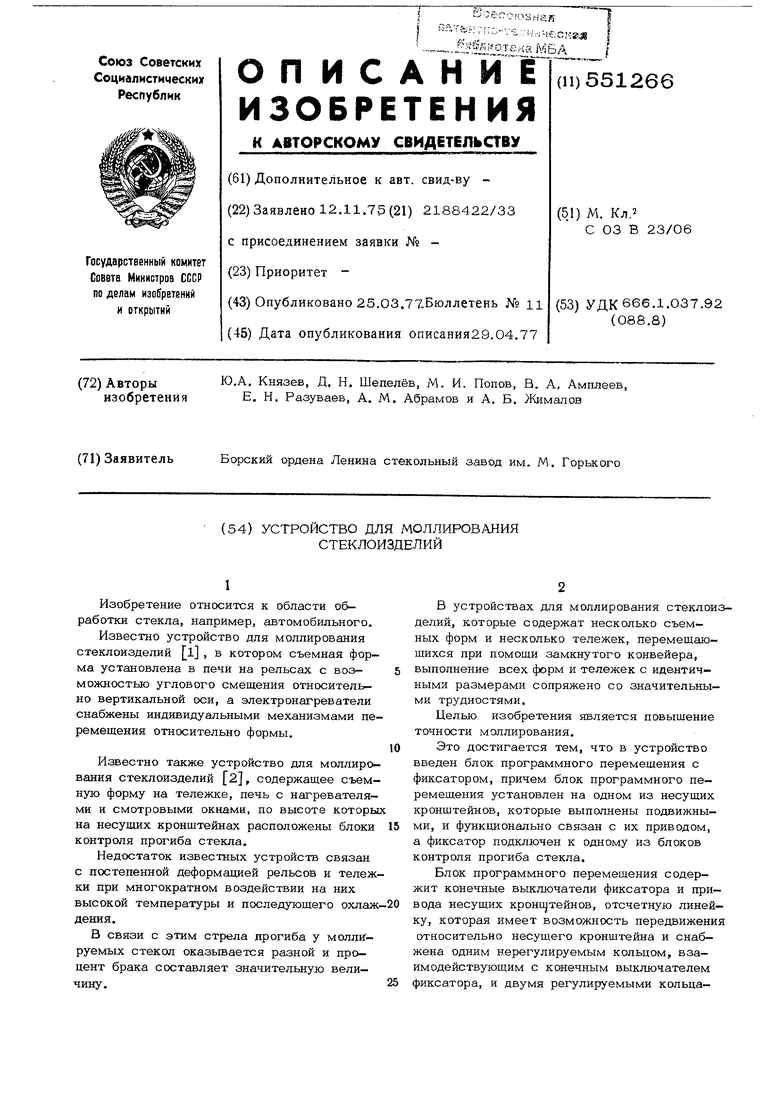

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для моллирования стеклоизделий | 1978 |
|
SU791663A1 |
| Устройство для моллирования стеклоизделий | 1980 |
|
SU874679A1 |
| Устройство для моллирования стеклоизделий | 1978 |
|
SU749801A1 |
| Устройство для моллирования стеклоизделий | 1978 |
|
SU749802A1 |
| Способ моллирования листа стекла | 1988 |
|
SU1661153A1 |
| Устройство регулирования моллирования стеклоизделий | 1980 |
|
SU948904A1 |
| УСТРОЙСТВО ДЛЯ ГНУТЬЯ ЛИСТОВОГО СТЕКЛА | 2011 |
|
RU2487088C1 |
| Устройство для моллирования листового стекла | 1978 |
|
SU734150A1 |
| Устройство для моллирования и закалки стеклоизделий | 1980 |
|
SU981264A1 |
| УСТРОЙСТВО ДЛЯ ГНУТЬЯ ЛИСТОВОГО СТЕКЛА | 2016 |
|
RU2631949C1 |

