Изобретение относится к промьттенности строительства,и стройматериалов, в частности к изготовлению гнутых стекол, а именно к форме для моллирования листового стекла, и может быть использовано в стекольной промыишенности при получении гнутых изделий остекления различных видов транспорта,
Известна форма для гнутья листового стекла, где металлическая поверх ноеть покрыта огнеупорным теплсжзоляционным материалом и обмазкой из огнеупорного материала, нанесенной на покрытие для образования твердой и гладкой поверхности, контактирующей со стеклом 1 ..
Такие формы практически невозмож- но изготовить с формунадей поверхностью, обеспечивающей гнутье стекол без повреждения их поверхности.
Известна форма для моллирования листового стекла, содержащая металлическое основание с теплоизолирукидим покрытием стеклотканью 2 .
Такая форма также не обеспечивает получение гнутого стекла без повреждения его поверхности из-за перехода (отпечатков) микоо- и макродефёктов металлического основания на моллируемое стекло.
Кроме того, стеклоткань только частично сглгикивает микродефекты металлического основания, что не ликвидирует макродефектов, которые всегда имеют место при изготовлении металлического основания. Способ наложения стеклоткани на металлическое основание не исключает появления складок на его формуюдей поверхности, например при двойной кривизне поверх, нойти основания.
Недостатком известной является трудность получения формующей поверхности из теплоизолирующего покрытия без микро- и макрсдефектов на малых и больших базах.
Это обстоятельство привсздит к недопустимым повреждению и искривлению полированной поверхности гнутого стекла, что не позволяет получить гнутое изделие остгекления с высокими геометрическими и оптическими показателями, необходимыми для его эксплуатации в качестве, например, ветрового стекла автомобиля.
Цель изобретения - улучшение качества гнутого стекла по оптичйским и геометрическим показателям,
Поставленная цель достигается тем, что форма для моллирования листового стекла,.содержащая металлическое основание с теплоизолирующим покрыти ем, снабжена покрытием из защитного слоя, асбополотна и смоллированного стекла, размещенным между метал.лическим основанием и стеклотканью.
Смоллированное стекло, .опирагадееся на тегоюизолирующее покрытие металлического основания, должно иметь температуру размягчения не меньшую, чем температура размягчения стекла, предназначенного для моллирования на предлагаемой форме. При моллировании стекла с большой стрелой прогиба,, когда процесс моллирования проходит за сравнительно длнтельный период времени, преяпочтительно использовать опирающееся на теплоизолирующее покрытие металлического основания.стекло, у которого температура размягчения на 10-20°С и более больше, чем у стекла, предназначенного для моллирова-. ния на предлагаемой форме о Так, например, если предлагаемая форма предназначена для моллирования промышленного листового стекла, имекядего температуру размягчения 600°С, предпочтительно использовать в качестве смоллированного стекла для формы листовое стекло с температурой размягчения 610-620С и более Это гарантирует сохранение геометрических параметрсЭв формы в течение длительного . периода ее эксплуатации, так. как смоллированное стекло, опирающееся на теплоизолирующее покрытиег металлического основания, не размягчается при температуре, обеспечивающей маллнрованне стекла, предназначенного для изгибания на предлагаемой форме. В то же время, при моллировании на предлагаемой форме возможно использование смоллированного стекла, опираквдегося на теплоизолирующее покрытие металлического основания, имеющего такую же температуру размягчения, что и стекло, предназначенное для моллирования на ней, то есть листовое стекло такого же состава. Это объясняется тем, что смоллированное стекло в процессе мол лирования полностью теплоизолировано, как от металлического основания покры ием, например асбополотном, так и от печной среды защитным слоем, например стеклотканью. Поэтому оно прогревается -до меньшей температуры, чем моллируемое стекло на предлагаемой форме, и может быть использовано в , течение длительного периода эксплуатации форьо при моллировании изделий с небопьной стрелой прогиба, т.е. со сравнительно небольшим периодом времени его деформации до заданной кривизны.
Форма обеспечивает получение гнутых стекол с точно заданной кривизной поверхности, без каких-либо искривлений и, тем самым, с хорошими показателями, позволяющими использовать их для изготовления изделий остекления с высокими геометрическими и оптическими показателями. Это объясняется тем, что кривизна поверхности формы задаётся поверхностью смоллированного листового полированного стекла, опирающегося на теплоизслируквдее покрытие металлического осно.вания. Таким образом, все те дефекты поверхности металлического основания, которые всегда имеются после механической обработки металла, сглалшваются листовым.стеклом„ Кроме того, создаются благоприятные тепловые условия для нагрева, процесса изгибания и отжига гнутого стекла, так как оно не контактирует с металлом и находится от него на достаточно бол:ьшом расстоянии, а контактирует с защитнЕЛМ слоем, размещенным на смоллированном стекле, которое имеет практически те же тепловые свойства, что и моллируемое стекло. На предлагаемой форме смоллированное стекло, опираидееся на теплоизолирующее покрытие металлического основания, жестко не закреплено на нем, что является положительным фактором, так как исключает возможность его разрушения в процессе нагрева и охлаждения из-за различных Коэффициентов термического расширения металлического Основания и стекла.Защитный слой, размещаемый на смоллйрованном листовом стекле, необходим для предотвращения прилипания моллируемого стекла к нему. В то же время он не искривляет поверхность моллируемого стекла, так как полностью передает кривизну поверхности смоллированного стекла, если в качестве такого защитного слоя использовать равнотолщиннцй жаропрочный материал, например стеклоткань.
Следует отметить, чтсР форма при ее изготовлении не требует сложной технологии и дорогостоящих материалов, т.е. экономична, может быть легко реализована на любом стекольном производстве и в то же время обеспечивает достижение всех вышеперечисленных положительных факторов.
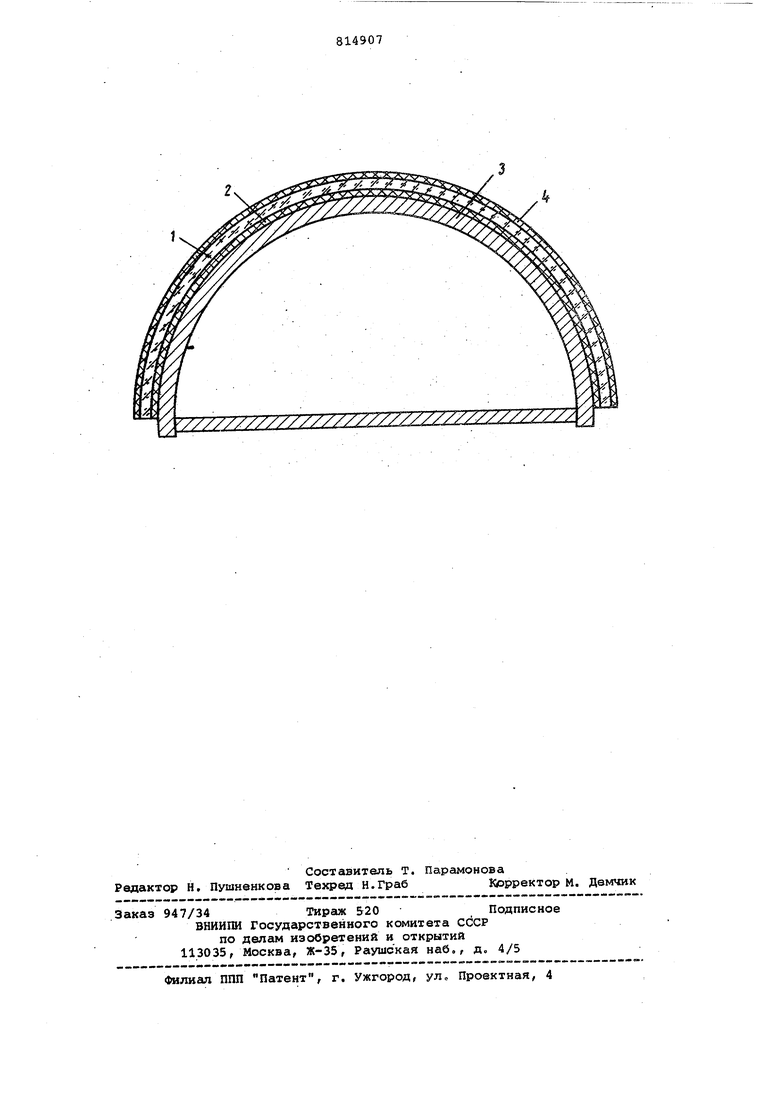
На чертеже изображена форма д.1я моллирования листового стекла, р.йзрез.
Покрытие из смоллированного листового стекла 1 опирается на теплоизолирующее покрытие 2 металлического основания 3 Напокрытии из смоллированного стекла 1 размещен защитный слой 4, В качестве теплоизолирующего покрытия 2 и защитного слоя 4 используются известные жаропрочные материалы, например асбополотно или стеклоткань. В качестве смоллированного стекла 1 используется стекло, имеюще температуру размягчения, не меньшую, чем у стекла,, предназначенного для моллирования на данной форме. Предпочтительно использовать в качестве смоллированного стекла 1 стекло, имеющее температуру размягчения на 10-20С и более, чем у стекла, предназначенного для моллирования на предлагаемой форме. Изготовление формы для моллирова-г НИН листового стекла осуществляется в следующей последовательности. Металлическое основание с заданно кривизной поверхности покрывают теп лоизолирующим материалом,: например ,асбополотном. Укладывают плоское полированное стекло заданных размеров на металлическое основание, покрытое теплоизолирующим материалом. Расположенное таким образом стекло помещают в печь моллирования, разогревают его до температуры размягчения ;и изгибают до полного прилегания к металлическоь у основанию, пок1жлтому I теплоизолирующим материалом. При изгибании используют известные способы моллирования, например способ гнутья с помсяцью приложения механических усилий на изгибаемое стекло. Охлаждают печь моллирования до тем.пературы 50-6О С, покрывают смоллированное стекло по всей его поверхности защитным слоем, например стеклотканью. Пример 1. Необходимо получить форму для моллирования листовог стекла с цилиндрической к жвизнЫ поверхности, с радиусом кривизны, равным 338 мм. Форма предназначена дпя моллирова ния промышленного листового полированного стекла, имеющего температуру размягчения . Берется металличе кое основание из жаропрочной нержаве щей стали толщиной 12 мм с цилиндрической кривизной поверхности. Радиус кривизны основания равен 380 км, дпк на образующей - 1200 мм, стрела про гиба - 400 мм. Металлическое основание покрывается асбополотном толщиной f,7 мм. Вырезается плоская заготовка из промыиленного листового полированного стекла, предназначенного для моллирования на данной форме с размерами мм и толщиной 6 мм. Плоская заготовка обрабатывает.ся по краю на станке с алмазным кругом, протирается и укладывается на метгигшическое основание, покрытое асбополотнсм. Стекло, расположенное на покрытии основания, помещается в печь моллирования и. разогревается до температуры $00°С в течение 3 часов. Плоская заготовка стекла изгибается с помощью изгибающих усилий, прилагаемых на ее края, до полного прилегания к основанию, покрытому асбополотнсм. Печь моллирования охлаждается по инерционному режиму до температуры в течение б часов. Смоллированное листовое полированное стекло покрывается стеклотканью марки КТ-11,. толщиной 0,3 мм. При моллировании пакета из трех промышленных листовых полированных стекол толодагной 3 мм на форме, полученной в примере 1, были получены гнутые изделия остекления с улучшенными оптическими и геометрическими показателями по сравнению с использованием известной фсчрмы. После проведения 20 циклов моллирования геометрические параметры фбрмы практически не изменились. Формула изобретения Форма для моллирования листового стекла, содержащая метгллическое основание с теплоизолирующим покрытием стеклотканью, отличающаяс я тем, что, с целью улучшения качества гнутого стекла по оптическим и геометрическим показателям, она снабжена покрытие из защитного слоя, асбополотна и смоллированного стекла, размещенньол меяпу металлическим основанием и стеклотканью. Источники информации, ринятые во внимание при эксп ;тизе 1.Патент 1фанции 1591219, л. е 03 В 23/00, 1970. 2.Патент США 3804610, кл. 65-273, 974.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ одновременного моллирования нескольких комплектов стекол | 1978 |
|
SU743954A1 |
| Форма для моллирования листового стекла | 1979 |
|
SU903312A1 |
| СПОСОБ МОЛЛИРОВАНИЯ ЛИСТОВОГО СТЕКЛА И ФОРМА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2352530C2 |
| СПОСОБ МОЛЛИРОВАНИЯ ПАКЕТА ЛИСТОВЫХ СТЕКОЛ | 2015 |
|
RU2633850C2 |
| СПОСОБ МОЛЛИРОВАНИЯ ЛИСТОВОГО СТЕКЛА | 2007 |
|
RU2356858C2 |
| Форма для моллирования листового стекла | 1976 |
|
SU710991A1 |
| СПОСОБ МОЛЛИРОВАНИЯ ЛИСТОВОГО СТЕКЛА | 2007 |
|
RU2345000C2 |
| Способ изготовления гнутых изделий из стекла | 1982 |
|
SU1087476A1 |
| Способ изготовления гнутых изделий из стекла | 1982 |
|
SU1043120A2 |
| УСТРОЙСТВО РЕГУЛИРОВАНИЯ ПРОЦЕССА МОЛЛИРОВАНИЯ СТЕКЛОЗАГОТОВОК НА ФОРМЕ | 2007 |
|
RU2342332C1 |