(54) ABTO } TИЧECKAЯ линия РАЗМЕРНОЙ ХИМИЧЕСКОЙ
1
Изобретение относится к области химической (электрохимической) размерной обработки металлов, в частности к линиям химических и электрохимических покрытий, а также электрохимического съема металла.
Известна автоматическая линия размерной химической обработки с осаждением или съемом металла, пропорциональным времени обработки, содержащая ряд параллельннх позиций обработки, датчики наличия детали в позициях, блоки включения химической обработки и генератор импульсов I .
Недостаток известной автоматической линии заключается в относительно ,низкой .эффективности ее работы ,
Целью изобретения является повышение эффе стивности работы автоматической ЛИВИИ,
Цель достигается тем, что в линии перед позициями обработки установлены автомат измерения припуска с отсчетным регистром, число выходов которого соответствуе.т числу учитываемых .интервалов, величины припуска, шаговые искатели и промежуточные реле по одному для каждой
ОБРАБОТКИ
позиции обработки, причем одноименные контакты полей всех шаговых искателей соединены между собой и с соответствующими выходами отсчетного
5 регистра автомата измерения припуска, щетка каждого шагового искателя соединена с первым выходом катугики промежуточного реле, через его эамыкаюший контакт - с одной шиной
О питания, через его размыкающий контакт - со сбросовым входом автомата измерения припуска и через размыкающий контакт головной группы шагового искателя подключена к блоку
15 включения химической обработки, первый выход катушки шагового искателя через размыкающие контакты промежуточного реле и шагового искателя подключен к одной шине питателя,а через замыкающий контакт промежуточного реле - к выходу задатчика кванта времени, вторые выводы катушек промежуточного реле и шагового искателя через замыкающий контакт датчика
25 наличия детали подключены ко второй шине питания.
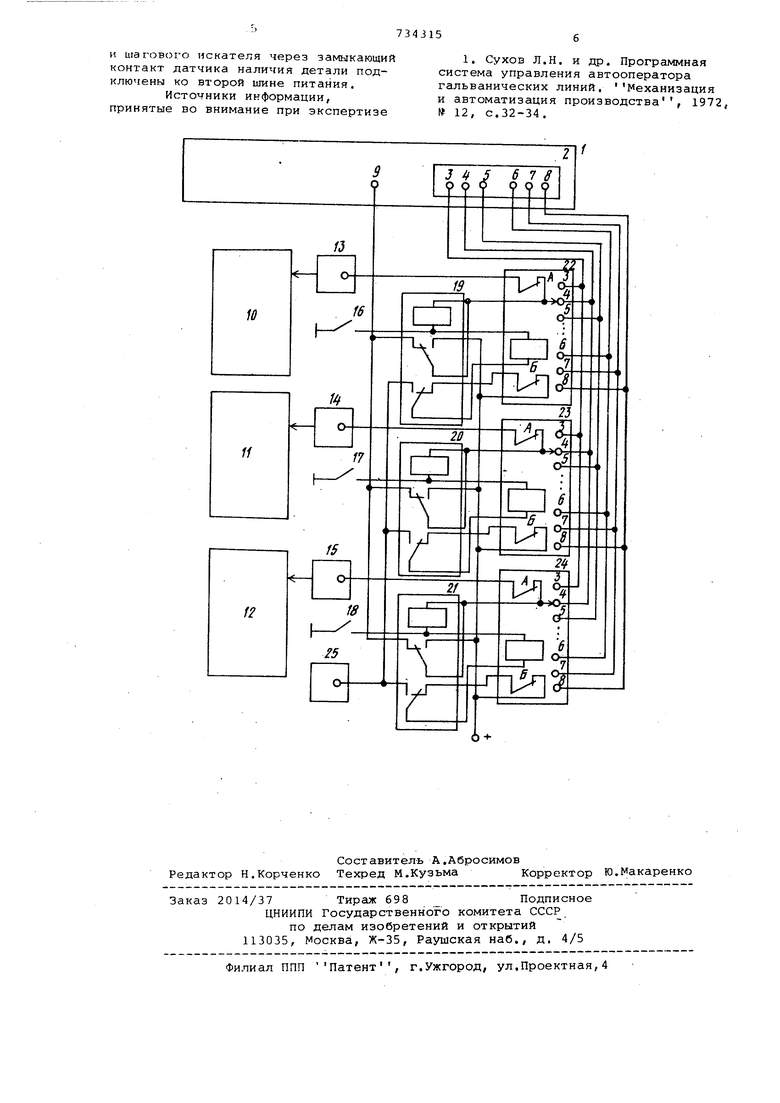
На чертеже поиведена схема предлагаемой автоматической линии.
Линия содержит автомат 1 измерения
30 припуска,снабженный отсчетчым регистooM 2 с рядом внходов 3-8 и имеющий сбросовый вход 9; ряд .позиций 10-12 обработки, блоки 13, 14 и 15 включения химической обработки, датчики 16, 17 и 18 наличия детали в позиции обработки, промежуточные реле 19, 20 и 21, шаговые искатели 22, 23 и .24 с размыкаюшим контактом А головных групп и размыкающими контактами Б, задатчик 25 кванта времени. Выходы 3-8 отсчетного регистра 2 соединены с одноименными контактами полей всех шаговых искателей,причем номера расст авлены . на контактах шаговых искателей так,что число шагов,остающееся от данного контакта шагового икателя до выхода его в исходное положение, умноженное на величину кванта времени от задатчика 25, равно времени обработки, потребному при данном припуске.
Автоматическая линия работает следующим образом.
Автооператор устанавливает очередную деталь в измерительный автомат 1 По окончании измерения одного из выходов 3-8 отсчетного регистра 2 в coofвeтcтвии с измеренной величиной припуска оказывается напряжение, которое попадает на соответствующие контакты всех шаговых искателей. Автооператор забирает деталь из измерительного автомата 1 Ti переносит ее в ближайшую свободную позицию 10-12 обработки (например 11).
При установке детали в позицию 11 замыкается контакт датчика 17 наличия детали. При этом образуется цепь самохода шагового искателя 23 через размыкающий контакт промежуточного реле 20 и собственный размыкающий контакт Б, Когда щетка доходит до контакта, на котором имеется напряжение из измерительного автомата (например до контакта, соединенного с выходом 4. как показано на чертеже) происходит следующее:
через размыкающий контакт реле 20 подается сигнал на сбросовый вход 9 автомата 1, автомат приходит в исходное положение и готов к приему новой детали;
Срабатывает реле 20 и блокируется от шины + через свой замыкающий контакт, а своим размыкающим контактом разрывает, сброс.овую цепь;
катушка шагового искателя 23 размыкающим контактом реле 20 отключается от шины
, а замыкающим
контактом реле 20 подключается jK выходу задатчика 25 кванта времени; напряжение с 1йины 4- через разкыкающий контакт А головной группы подается на блок 14 включения химической обработки и начинается обработка в позиции.
Задатчик 25 кванта времени выдает импульсы с определенной частотой на
все подключенные к его выходу aiaro вые искатели. Обработка длится до тех пор, пока шаговый искатель не пойдет в исходное положение, где разомкнувшийся контакт головной группы шагового искателя23 снимает напряжение с блока 14. После того, как автооператор заберет деталь с позиции 11, контакты датчика 17 размыкаются, реле 20 отпускает и схема Q приходит в исходное состояние.
Схема работает аналогично при установке детали в любую другую позицию.
Описываемое построение автоматической линии повышает эффективность ее работы, так как устраняется необходимость поедварительного подбооа партий деталей с одним размером, и исключаются потери, связанные с простоем линий при окончании обработки каждой партии. В .результате производительность указанной линии возрастает приблизительно на 10-15%.
Формула изобретения
Автоматическая линия размерной химической обработки с осаждением или сьемом металла, пропорциональным времени обработки, содержа11ая ряд параллельных позиций обработки, датчики наличия детали в позициях, блоки включения химической обработки и задатчик кванта времени, отличающаяся тем, что, с целью повышения эффективности ее работы, в ней перед позициями обработки установлены автомат измерения припуска с отсчетным регистром, число выходов которого соответствует числу учитываемых интервалов величины припуска, шаговые искатели и промежуточные реле по одному для каждой позиции обработки, причем одноименные контакты полей всех шаговых искателей соединены между собой и с соответствующими выходами отсчетного регистра автомата измерения припуска, щетка каждого шагового искателя соединена с первым выходом катушки промежуточного реле, через его замыкающий контакт - с одной шиной питания, через его размыкающий контакт - со сбрсовым входом автомата измерения припуска Ичерез размыкающий контакт головной группы шагового искателя подключена к блоку включения химической обработки, первый выход катушки шагового искателя через размыкающие контакты промежуточного реле и шагового искателя подключен к одной шине питания, а через замыкающий контакт промежуточного реле - к выходу задатчика кванта времени, вторые выводы катушек промежуточного реле
и шагового искателя через замыкающий контакт датчика наличия детали подключены ко второй шине питания.
Источники информации, принятые во внимание при экспертизе
1, Сухов Л.Н. и др. Прогрс1ммная система управления автооператора гальванических линий. Механизация и автоматизация производства , 1972, № 12, с.32-34.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для управления шаговым искателем | 1989 |
|
SU1688299A1 |
| Устройство управления | 1974 |
|
SU881659A1 |
| Устройство для шагового позиционирования объекта | 1985 |
|
SU1335930A1 |
| Устройство для управления шаговым искателем | 1987 |
|
SU1429198A1 |
| Устройство для дистанционного управления реверсивным механизмом | 1980 |
|
SU949641A2 |
| УСТРОЙСТВО для АВТОМАТИЧЕСКОГО ИЗМЕНЕНИЯ И АНАЛИЗА ЭЛЕКТРИЧЕСКИХ ПАРАМЕТРОВ | 1969 |
|
SU254206A1 |
| МОДЕЛИРУЮЩЕЕ УСТРОЙСТВО ДЛЯ ПРОГРАММИРОВАНИЯ | 1968 |
|
SU208341A1 |
| Устройство для автоматического адресования объекта по кратчайшему пути | 1987 |
|
SU1456348A1 |
| УСТРОЙСТВО ДЛЯ АКТИВНОГО КОНТРОЛЯ РАЗМЕРОВ ДЕТАЛЕЙ ПРИ ВРЕЗНОМ ШЛИФОВАНИИ | 1970 |
|
SU288589A1 |
| Устройство для контроля блоков постоянной памяти | 1975 |
|
SU668008A1 |
