1
Изобретение относится к области машиностроения, преимущественно к способам сборки транспортных резервуаров, и может быть использовано при изготовлении большегрузных автоцистерн.
Известен способ сборки передвижного резервуара, включающий сборку каждой секции с помощью сварки листовых оболочек с элементами жесткости, последующую их стыковку по кромкам листовых конструкций и сварку 11).
Недостатком данного технического решения является то, что изготовление резервуаров автоцистерн таким образом сопряжено со значительной трудоемкостью, вызванной тем, что каждая из секций является крупног41баритной металлоконстр цией с неюбежкыми отклонениями от заданной оптимальной формы и поэтому их приходится при стыковке подгонять друт к другу, выравнивая стьпсуемые торцы с применением специального или универсального приспособлений.
Наиболее близким техническим решением к предлагаемому изобретению является способ
сборки резервуара переменного профиля, выполненного из секций, каждая из которых имеет переменное поперечное сечение, причем часть поперечного сечения смежных секций совпадает, В1сЛючающий прикрепление листовых оболочек к полкам переборок, стыковку секций и соединение их между собой 2.
Недостатком данного способа является отклонение относительного положения секций от номинального, т.е. излом продольной оси резервуара, что предотвращается специальными приемами (по опыту предьщущих сборочных работ).
Целью изобретения является упрощение сборки и повышение точности стыковки секций.
Цель достигается тем, что при способе сборки резервуара переменного профиля, выполненного из секций, каждая из которых имеет переменное поперечное сечение, причем . часть поперечного сечения смежных секций совпадает, включающий прикрепление листовых оболочек к полкам переборок, стыковку листовых оболочек и соединение их межу собой, до закрепления оболочки к полкам ереСюрок полку крайней переборки большей з смежных секций в месте совпадения проилей частично выдвигают из листовой оболочки и ори стыковке секций выдвинутую часть переборки заводят в меньшую секцию до стыковки листовых оболочек, а в месте несовпадення профилей на поверхности листовой оболочки меньшей секции помещают листовой элемент, который перемещают до переборки ю секции большего поперечного сечения, после чего секции соединяют между собой.
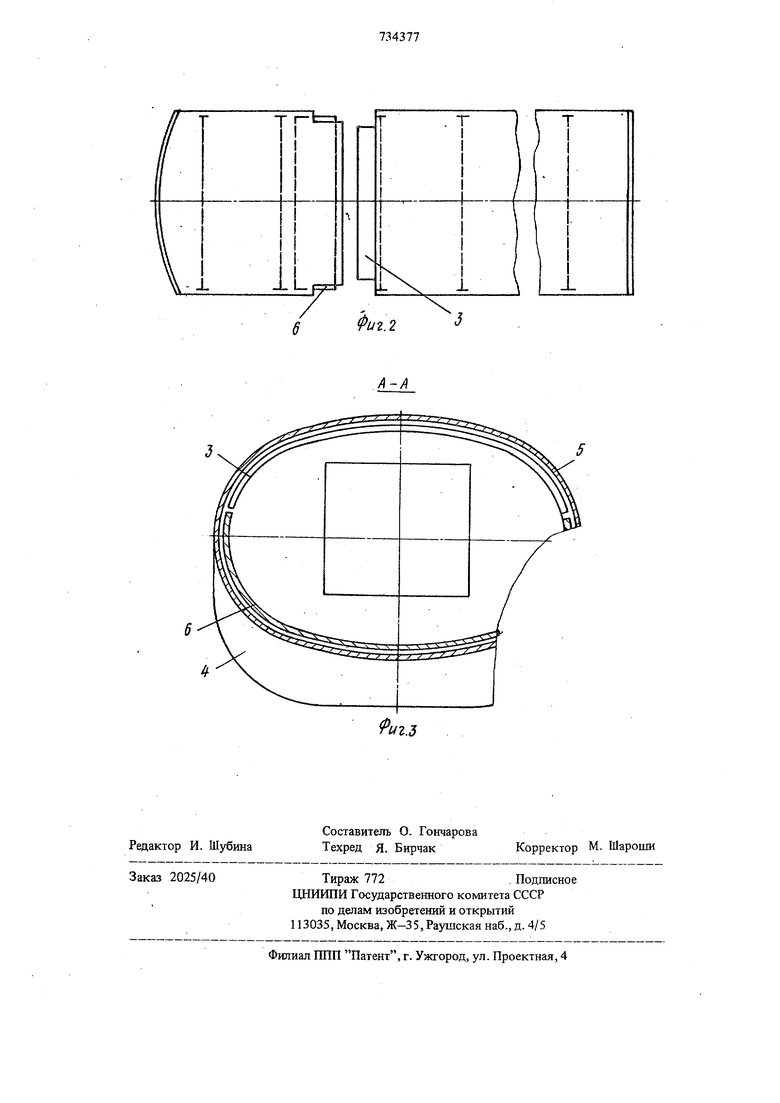
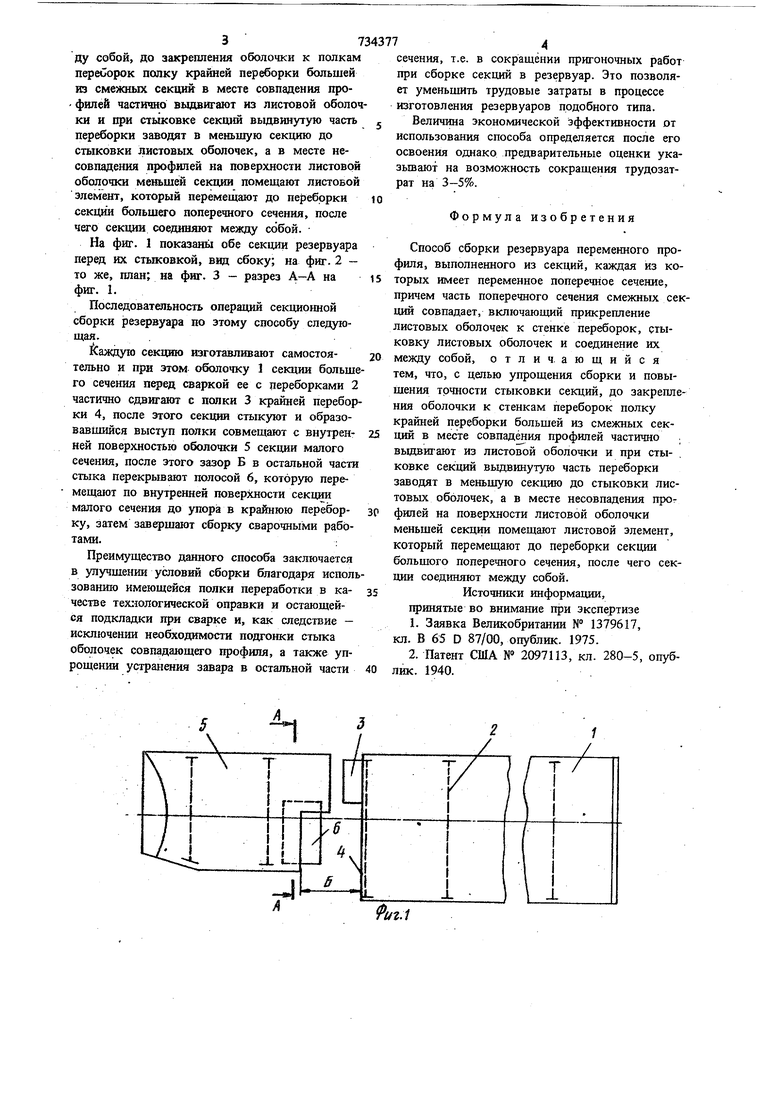
На фиг. 1 показаны обе секции резервуара перед их стыковкой, вид сбоку; на фиг. 2 - то же, план; на фиг. 3 - разрез А-А на is фиг. 1.
Последовательность операций секционной сборки резервуара по этому способу следующая.
Каждую секцшо изготавливают самостоя- 20 тельно и при этом оболочку 1 секции большего сечения перед сваркой ее с переборками 2 частично сдвигают с попки 3 крайней переборки 4, после этого секции стыкуют и образовавшийся выступ полки совмещают с внутрен- 25 ней поверхностью оболочки 5 секции малого сечения, после этого зазор Б в остальной части стыка перекрывают полосой 6, которую перемещают по внутренней поверхности секции малого сечения до упора в крайнюю перебор- зо ку, затем завершают сборку сварочными работами.:
Преимущество данного способа заключается в улучшении условий сборки благодаря использованию имеющейся полки переработки в ка- 35 честве тех:тологической оправки и остающейся подкладки при сварке и, как следствие - исключении необходимости подгонки стьжа оболочек совпадающего профиля, а также упрощении устранения завара в остальной части 40
сечения, т.е. в сокращении пригоночных работ при сборке секций в резервуар. Это позволяет уменьшить трудовые затраты в процессе изготовления резервуаров подобного типа.
Величина экономической эффективности от использования способа определяется после его освоения однако предварительные оценки указьшают на возможность сокращения трудозатрат на 3-5%.
Формула изобретения
Способ сборки резервуара переменного профиля, выполненного из секций, каждая из которых имеет переменное поперечное сечение, причем часть поперечного сечения смежных секций совпадает, включающий прикрепление листовых оболочек к стенке переборок, ртыковку листовых оболочек и соединение их между собой, отличающийся тем, что, с целью упрощения сборки и повышения точности стыковки секций, до закрепления оболочки к стенкам переборок полку крайней переборки большей из смежных секций в месте совпадения профилей частично ; выдвигают из листовой оболочки и при сты- , ковке секций выдвинутую часть переборки заводят в меньшую секцшо до стыковки листовых оболочек, а в месте несовпадения прог филей на поверхности листовой оболочки меньшей секции помещают листовой элемент, который перемещают до переборки секции большого поперечного сечения, после чего секции соединяют между собой.
Источники информации,
принятые во внимание при экспертизе
1.Заявка Великобритании № 1379617, кл. В 65 D 87/00, опублик. 1975.
2.Патент США N 2097113, кл. 280-5, опублик. 1940.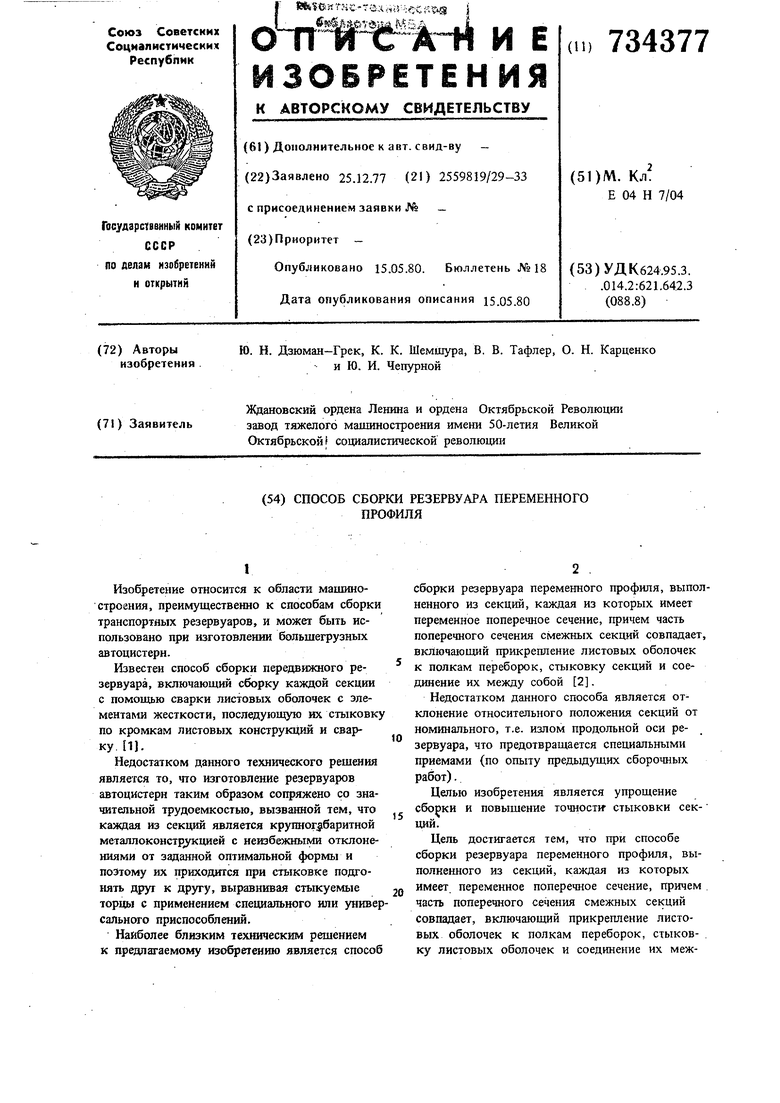
| название | год | авторы | номер документа |
|---|---|---|---|
| КОРПУС СУДНА | 2010 |
|
RU2451618C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЛИННОМЕРНОЙ НЕСУЩЕЙ СТРОИТЕЛЬНОЙ КОНСТРУКЦИИ И ДЛИННОМЕРНАЯ НЕСУЩАЯ СТРОИТЕЛЬНАЯ КОНСТРУКЦИЯ | 1995 |
|
RU2087655C1 |
| КОРПУС ТАНКЕРА ДЛЯ НАЛИВНЫХ ГРУЗОВ | 2005 |
|
RU2286914C1 |
| СУДНО (ПЛАВАТЕЛЬНОЕ СРЕДСТВО) | 2011 |
|
RU2470822C1 |
| СПОСОБ ТРАНСПОРТИРОВКИ НАЛИВНЫХ ГРУЗОВ (ВАРИАНТЫ) | 2005 |
|
RU2286915C1 |
| Теплоизоляционная пневмокрепь для горных выработок | 1981 |
|
SU1043313A1 |
| Грузовая ёмкость газовоза | 2023 |
|
RU2817739C1 |
| РЕЗЕРВУАР ИЗ КОМПОЗИТНЫХ МАТЕРИАЛОВ ДЛЯ ХРАНЕНИЯ И ТРАНСПОРТИРОВАНИЯ СЖИЖЕННЫХ ГАЗОВ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2013 |
|
RU2533874C1 |
| СПОСОБ ПОТОЧНОЙ СБОРКИ БЕСКАРКАСНЫХ СЭНДВИЧ-БЫТОВОК В ПОЛЕВЫХ УСЛОВИЯХ | 2015 |
|
RU2601788C2 |
| Балластно-грузовая система судна для перевозки жидких грузов | 1981 |
|
SU1169525A3 |