Предлагается способ автомат:1ческон дуговой сварки под слоем флоса с предварптельным закрытием зазора между свариваемыми изделиями.
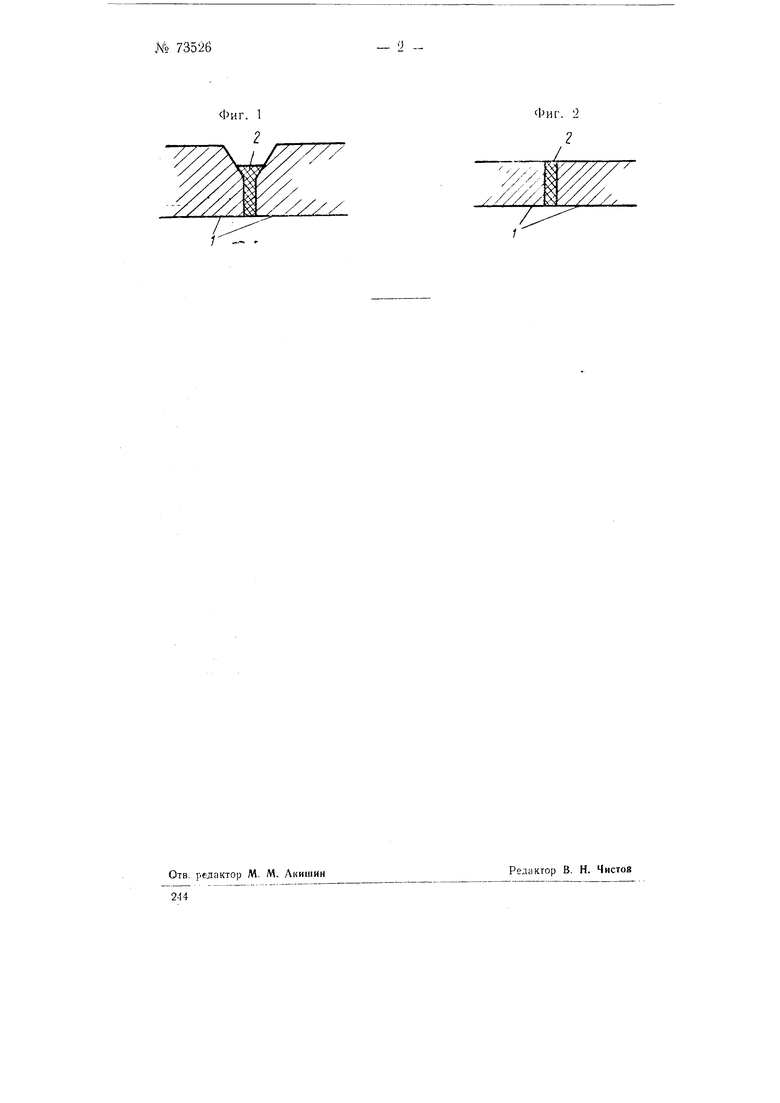
Согласно изобретению, для сзарки деталей / с большими зазорами (до 3-4 мм) предлагается замазывать зазоры пастой 2, состоящей я.з металлического порошка и связуюinero.
Вещества, применяемые для составления пасты, по техническим условиям должны соответствовать компонентам электродных покрытий.
Предлагается следующий состав насты: 89% железного порошка или опилок, 2% ферромарганца, 3% ферросилиния и 6% ферротигана.
Сухая смесь замешивается на жидкО М натровом стекле до получения замазки средней консистенции.
Предмет изобретения
1.Способ автоматической дуговой сварки под слоем флюса с предварительным закрытием зазора между свариваемыми нздел ями. отличающийся тем, что, с целью выполнения сварки с большими зазорами (порядка до 3-4 .vtw), последние замазывают пастой, состоящей из металлического порошка и связующего.
2.Лтя осуществления способа по п. 1 применение пасты состава, соответствующего техническим ус;;овиям на электродные покрытия.
(иг. 2 2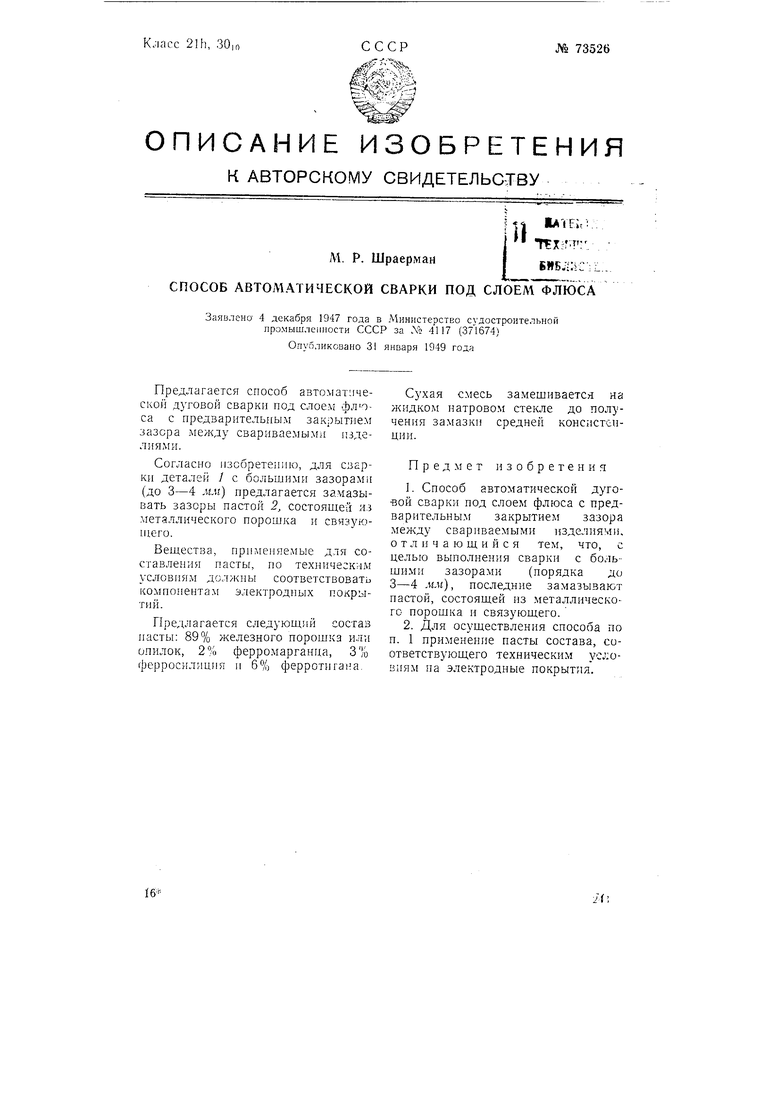
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТУЧНЫХ ЭЛЕКТРОДОВ ДЛЯ РУЧНОЙ ДУГОВОЙ СВАРКИ | 2003 |
|
RU2262431C2 |
| Способ дуговой сварки плавящимся электродом | 1983 |
|
SU1234094A1 |
| Способ дуговой сварки электрозаклепками | 1981 |
|
SU979053A1 |
| Способ дуговой сварки | 1979 |
|
SU1190977A3 |
| Флюс для сварки меди | 1980 |
|
SU884920A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТУЧНОГО ЭЛЕКТРОДА | 2009 |
|
RU2458772C2 |
| Способ односторонней сварки трубопроводов Ду 800 контура многократной принудительной циркуляции энергоблоков с реакторной установкой РБМК-1000 | 2021 |
|
RU2759272C1 |
| Конструкция стыка для сварки с остающейся накладкой | 1975 |
|
SU556916A1 |
| Способ электрошлаковой сварки пластинчатым электродом | 1989 |
|
SU1742009A1 |
| СПОСОБ ДУГОВОЙ СВАРКИ ПОД ФЛЮСОМ СОЕДИНЕНИЙ, СТОЙКИХ К ЭЛЕКТРОХИМИЧЕСКОЙ КОРРОЗИИ | 2014 |
|
RU2571294C2 |