Изобретение относится к машиностроению и может быть применено при изготовлении электродов с покрытием для ручной дуговой сварки.
Известен способ нанесения покрытия сварочных электродов по заявке на выдачу патента на изобретение №200130547/02 от 14.12.2000 г., МКИ 7 В 23 К 35/20, С 23 С 24/06, опубликованной в БИ №3, 2003 г. 27.01.2003 г. По этому способу приготавливают обмазочный материал, подают его и электродные стержни в камеру прессования, проводят операции опрессовки, калибровки, зачистки. При этом обмазочный материал захватывают и уплотняют непрерывно при помощи шнека с переменным шагом вдоль оси движения электродных стержней, подаваемых через центральный канал в шнеке.
Этот способ позволяет получать плотные качественные покрытия на электродных стержнях, что обеспечивает хорошие технологические свойства электродов. Однако осуществление этого способа требует применения сложного оборудования. Кроме того, известный способ практически исключает возможность нанесения многослойных покрытий, слои которого обеспечивали бы различное влияние на сварочную дугу и на зону воздействия дуги на поверхность обрабатываемой детали. Применение известного способа не исключает возможности образования на поверхности покрытия сколов и трещин, а также возможность смещения покрытия относительно оси электродного стержня. Это понижает технологические свойства электродов.
Известен также плавящийся электрод, защищенный свидетельством РФ №28064 как полезная модель с приоритетом от 11.09.2002 г., МКИ 7 В 23 К 35/00. Способ изготовления этого электрода принят за прототип. При изготовлении электрода по прототипу на металлический стержень наносят композиционную обмазку и защитную оболочку. Последнюю выполняют из эластичного влагостойкого преимущественно синтетического материала, например, из клейкой ленты типа «скотч». Защитную оболочку наносят на поверхность обмазки путем намотки на нее внахлест эластичной ленты.
Такой способ выполнения электрода позволяет защитить основное покрытие путем намотки на него слоя защитной оболочки в виде ленты. Это существенно улучшает технологические свойства электрода, так как предохраняет поверхность обмазки (покрытия) от насыщения влагой и от повреждений. Однако обмазка наносится на металлический стержень по традиционной технологии так же, как и в описанном выше аналоге. Это также требует сложного оборудования и обуславливает большую трудоемкость изготовления электрода. Кроме того, по прототипу практически невозможно наносить основное покрытие, состоящее из нескольких отдельных слоев различных компонентов с различными свойствами в каждом слое. Это уменьшает возможность повышения технологических свойств электродов.
Технический результат изобретения - повышение производительности изготовления электродов и улучшение их технологических свойств.
Сущность изобретения заключается в том, что на металлический стержень наносят покрытие и оболочку в виде эластичной ленты. В отличие от прототипа покрытие наносят путем намотки на металлический стержень эластичных лент из различных материалов, из которых формируют покрытие требуемого состава. В качестве оболочки из эластичной ленты используют последний слой наматываемого покрытия.
По другому варианту на металлический стержень наматывают ленту из эластичного материала нейтрального или активного по отношению к атмосфере дугового промежутка и металла сварного шва. В состав материала ленты в процессе ее изготовления из расплава или тестообразного состояния вводят тонкоразмолотые порошки различных компонентов электродного покрытия или смесей этих компонентов. На ленту из эластичного материала нейтрального или активного по отношению к атмосфере дугового промежутка и металла сварного шва могут быть наклеены порошки компонентов покрытия или порошкообразные смеси компонентов покрытия.
На металлический стержень по следующему варианту поочередно наматывают ленты, в материал которых введены или на поверхность которых наклеены порошки различных компонентов покрытия или различные смеси порошкообразных компонентов. Используют клейкие ленты или на ленты наносят клей, а в процессе намотки на металлический стержень ленты пропускают через бункеры, в которые помещают порошки компонентов покрытия. На ленты с нанесенным на них клеем можно насыпать порошки или смеси порошков компонентов покрытия. Может также использоваться вариант, при котором порошки компонентов или смеси порошков компонентов покрытия замешивают на клейком связующем и загружают полученную пасту в бункеры. В процессе намотки на металлический стержень ленты протягивают через бункеры.
Во всех вариантах могут применяться ленты со сплошной поверхностью или в виде тканой либо нетканой сетки.
Такая совокупность известных и новых признаков обеспечит повышение производительности изготовления электродов, поскольку намотка лент может производиться со скоростью более высокой, чем нанесение обмазки прессованием. Кроме того, повысятся технологические свойства электродов, так как обеспечивается возможность послойного нанесения различных компонентов покрытия. Повысится прочность покрытия, будут полностью исключены сколы и трещины на его поверхности.
Предлагаемый способ изготовления электродов иллюстрируется чертежами, где на фиг.1 показана схема намотки лент на металлический стержень с наложением витков ленты внахлест, на фиг.2 - то же, с наложением витков ленты впритык, на фиг.3 - схема намотки на металлический стержень ленты впритык с наклеенным на нее порошком компонентов или смеси компонентов покрытия.
Осуществляется предлагаемый способ следующим образом.
На металлический стержень 1 наносят покрытие 2, состоящее из компонентов, обеспечивающих стабилизацию возбуждения и горения сварочной дуги, раскисление, легирование и рафинирование металла сварного шва, а также защиту зоны сварки от воздуха. Сверху на покрытие 2 наносят оболочку в виде эластичной ленты 4, которая защищает покрытие 2 от механических повреждений. Покрытие 2 наносят на металлический стержень 1 путем намотки на него эластичных лент 3 из различных материалов, из которых формируют покрытие 2 требуемого состава. Лента 3 может быть изготовлена, например, из электродной целлюлозы марки ЭЦ, которая является газообразующим компонентом электродных покрытий. Фтористые и хлористые соединения могут быть введены в состав покрытия 2 путем намотки лент 3 из политетрафторэтилена или политетрахлорэтилена. Кроме того, могут быть применены ленты 3 из полиэтилена или другого эластичного материала, нейтрального или активного по отношению к атмосфере дуги и к металлу шва, в который при изготовлении ленты, например, путем экструзии, введены тонкоразмолотые компоненты, применяемые обычно при изготовлении электродов по прототипу, например мрамор, мел, рутиловый концентрат, ферромарганец и др.
Последний слой ленты 3, завершающий процесс намотки, используют в качестве оболочки 4 покрытия 2. Ленты могут быть намотаны внахлест (фиг.1) или впритык (фиг.2 и 3).
По другому варианту на ленту 3, выполненную из материала, активного или нейтрального по отношению к атмосфере дугового промежутка и к металлу шва, наклеивают порошок или порошкообразную смесь 5 (фиг.3) компонентов покрытия. Эти компоненты и их количественное содержание в смеси выбирают в зависимости от свариваемого материала, от технических требований к сварным соединениям и от условий, в которых будет производиться сварка так же, как это делают при изготовлении электродов по прототипу.
Предлагаемый способ обеспечивает также возможность послойного нанесения компонентов покрытия 2. Для этого на металлический стержень 1 поочередно наматывают ленты, на которые наклеивают порошки 5 различных компонентов покрытия или различные порошкообразные смеси этих компонентов. Например, при введении в состав электродного покрытия 2 активирующих компонентов, содержащих галогениды и оказывающих сжимающее воздействие на сварочную дугу, эффективнее располагать эти компоненты непосредственно у поверхности металлического стержня 1. Так же следует располагать компоненты, оказывающие стабилизирующее воздействие на дугу, например мел, слюдяной концентрат, калиевую селитру. Наоборот, компоненты, оказывающие отрицательное влияние на ионизацию дугового промежутка и ухудшающие стабильность горения сварочной дуги (например, CaF2) следует располагать как можно дальше от поверхности металлического стержня 1, лучше всего на поверхности покрытия 2.
По предлагаемому способу для наклеивания порошков 5 компонентов покрытия 2 на ленту 3 можно использовать ленту 3 с нанесенным на ее поверхность клейким веществом (типа широко известной ленты «скотч»). Вариант предлагаемого способа предусматривает нанесение клея на ленту 3 непосредственно в процессе ее намотки на металлический стержень 1. Это можно сделать, выдавливая клей, например, с помощью пневматического устройства типа шприца непосредственно на одну или на обе поверхности ленты 3. Порошки 4 компонентов покрытия или смесей этих компонентов можно наносить, насыпая их на смазанную клеем поверхность ленты 3 или пропуская ленту 3 после нанесения на нее клея через бункеры, в которые помещены порошки компонентов покрытия или смеси этих порошков. Бункеры могут быть снабжены калибровочными щелями, которые обеспечат равномерную толщину слоя порошка 5 на поверхности ленты 3.
По другому варианту порошки компонентов покрытия 2 или смеси этих компонентов замешивают на клейком связующем, например на жидком натриевом стекле, как это делают по прототипу. Полученную пасту загружают в бункеры. В процессе намотки на металлический стержень 1 ленту 3 протаскивают через бункер с пастой, которая, налипая на поверхность ленты 3, образует на ней слой порошка 5 одного из компонентов или смеси компонентов покрытия. Толщину этого слоя также можно регулировать с помощью калибрующей щели в стенке бункера, через которую проходит лента 3.
Лента 3 по предлагаемому способу может быть сплошной или выполненной в виде тканой или нетканой сетки. В последнем случае, применяя сетки с различной величиной ячеек, можно регулировать плотность слоя компонента покрытия 2.
Процесс изготовления электродов по предлагаемому способу легко осуществим на известном оборудовании, применяемом, например, для намотки катушек электротехнических устройств или для намотки изолирующих лент на электрические кабели.
Применение предлагаемого способа повысит производительность изготовления электродов, поскольку позволит увеличить скорость нанесения покрытия 2 по сравнению с нанесением его посредством прессования пастообразной смеси. Повысятся технологические свойства электродов: полностью исключится возможность разностенности покрытия 2, поскольку при намотке ленты 3, в том числе и с наклеенными на нее порошками компонентов покрытия 2, легко обеспечивается соосность покрытия 2 и металлического стержня 1. Это обеспечит в процессе сварки равномерность расплавления козырька покрытия 2 по его периметру, что обеспечит равномерность поступления шлака на поверхность сварочной ванны. Улучшится защита металла шва и стабильность его состава и свойств по длине шва, поскольку процессы легирования, раскисления и рафинирования металла также будут происходить равномерно.
Кроме того, повысится прочность покрытия 2, так как лента 3 и ее последний слой 4, связывая слои покрытия 2, полностью исключит возможность сколов покрытия 2 и трещин на его поверхности. Это также улучшит стабильность процесса сварки и повысит качество сварного шва.
Таким образом, предлагаемый способ обеспечивает технический эффект и может быть осуществлен с использованием известных в технике средств. Следовательно, предлагаемый способ изготовления штучных электродов для ручной дуговой сварки обладает промышленной применимостью.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТУЧНОГО ЭЛЕКТРОДА | 2009 |
|
RU2458772C2 |
| ЭЛЕКТРОД ДЛЯ ДУГОВОЙ СВАРКИ | 2003 |
|
RU2244615C1 |
| Электрод для дуговой сварки деталей из разнородных сталей | 2023 |
|
RU2811539C1 |
| ЭЛЕКТРОД ДЛЯ ДУГОВОЙ СВАРКИ | 2017 |
|
RU2717429C2 |
| СПОСОБ ЭЛЕКТРОДУГОВОЙ СВАРКИ С АКТИВИРУЮЩИМ МАТЕРИАЛОМ | 2004 |
|
RU2264897C1 |
| ЭЛЕКТРОД ДЛЯ ДУГОВОЙ СВАРКИ И НАПЛАВКИ | 2009 |
|
RU2407617C1 |
| СПОСОБ КОМПЛЕКСНОЙ ЗАЩИТЫ ОТ КОРРОЗИИ ПРОТЯЖЕННЫХ СТАЛЬНЫХ ТРУБОПРОВОДОВ (ВАРИАНТЫ) | 2005 |
|
RU2296817C2 |
| ПАКЕТ ТЕПЛОВОЙ ИЗОЛЯЦИИ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2010 |
|
RU2459743C1 |
| Способ изготовления обмазки металлических электродов для дуговой сварки | 1935 |
|
SU47017A1 |
| Сварочный электрод | 1989 |
|
SU1646753A1 |


Изобретение относится к машиностроению и может быть применено при изготовлении электродов с покрытием для ручной дуговой сварки. На металлический стержень наносят покрытие путем поочередной намотки эластичных лент из различных материалов. Последний слой наматываемого покрытия используют в качестве оболочки. В материал лент могут быть введены порошки компонентов покрытия. Ленты могут выполнять клейкими или на них в процессе намотки наносят клей и насыпают порошки компонентов покрытия или ленты протаскивают через бункеры, в которых находятся порошки компонентов покрытия или порошки, замешанные на клейком связующем. Выполняют ленты со сплошной поверхностью или в виде тканой либо нетканой сетки и протягивают их через бункеры. Это позволит повысить производительность изготовления электродов и улучшить их технологические свойства. 7 з.п. ф-лы, 3 ил.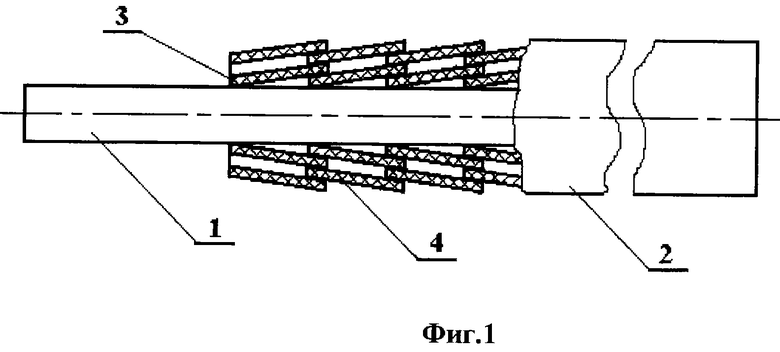
| Высевающий аппарат | 1932 |
|
SU28064A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГИБКОГО ЛЕНТОЧНОГО ОБМАЗОЧНОГО ПОКРЫТИЯ ДЛЯ НАВИВКИ НА СВАРОЧНЫЙ ЭЛЕКТРОД | 1938 |
|
SU53555A1 |
| Электрод для электродуговой сварки | 1970 |
|
SU334773A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
| Способ восстановления хромовой кислоты, в частности для получения хромовых квасцов | 1921 |
|
SU7A1 |

