2. Устройство для изготовления предвэрительио напряженных железобетонных объ емных элементов прямоугольного поперечного сечения, содержащее наружную щитовую опалубку, внутреннюю объемно-блочную раздвижную опалубку, арматурный кар кас, установленный между иими, и привод для перемещения элементов внутренней опа лубки, отличающееся тем, что, с целью обеспечения возможности обжатия бетонной смеси и напряжения арматурного каркаса от одного привода, оно снабжено каркасом, объемлющим наружную опалубку, углы которого соединень с ее соответствующими углами при помощи силовых цилиндров, пружинными амортизаторами в виде полых корпусов с подпружиненными щтоками, закрепленными попарно на внещней стороне наружной опалубки в местах соединения ее граней, .установленными по углам с щагом вдоль последних, полками уголкового профиля, соединенными с щтоками пружинных амортизаторов, спаренными диафрагмами, размещенными с внутренней стороны полок и соединенными с щтоками силовых цилиндров в местах пересечения осей щтоков пружинных амортизаторов, внутренняя опалубка снабжена стяжными приспособлениями и выполнена в виде корытообразных элементов, продольные уголки арматурного каркаса - анкерными упорами, закрепленными с их внутренней стороны, расположенными в направлении диагоналей поперечного сечения каркаса, контактирующими с основаниями элементов внутренней опалубки, привод перемещения которых выполнен в виде надувного эластичного вкладыща, а наружная опалубка - в виде замкнутого корпуса с отверстием под ниппель в одной из торцовых стенок.
3. Устройство по п. 2, отличающееся тем, что стяжное приспособление раздвижных элементов внутренней опалубки выполнено в виде стаканов, закрепленных попарно на их торцовой стенке в местах сопряжения буртов раздвижных элементов, причем стаканы установлены соосно, направлены открытым основанием навстречу друг другу и снабжены расположенными внутри них цилиндрическими пружинами, стянутыми шпилькой с упорными щайбами на концггх.
1. Способ изготовления предварительно напряженных железобетонных объемных элементов прямоугольного поперечного, сечения, включающий установку в опалубку арматурного каркаса, напряжение его поперечной арматуры, укладку бетонной смеси, отверждение изделия и отпуск арматуры после затвердения, отличающийся тем, что, с целью повышения несущей способности объемного элемента и снижения трудоемкости процесса, после установки арматурного каркаса в опалубку укладывают бетонную смесь, а напряжение поперечной арматуры выполняют одновременно с объемным обжатием бетонной смеси, которое сниI мают одновременно с отпуском поперечной арматуры. 1СЛ 2 J / 4 1 05 ;о ®х 22
Изобретение относится к строительству, а именно к изготовлению сборных предварительно напряженных железобетонных объемных элементов типа колонн промыщленных зданий, работающих в процессе эксплуатации преимущественно на сжатие.
Наиболее близким техническим решением к предлагаемому изобретению является способ изготовления предварительно напряженных железобетонных объемных элементов прямоугольного поперечного сечения, включающий установку в опалубку армамтурного каркаса, напряжение его поперечной арматуры, укладку бетонной смеси, отверждение изделия и отпуск арматуры после твердения 1.
При этом способе изготовления невозможно повыщение несущей способности элемента путем объемного обжатия бетонной смеси в процессе твердения, а также он более трудоемок.
Известна форма для изготовления предварительно напряженных объемных элементов, включающая поддон, наружную опалубку и сердечник с механизмом напряжения арматуры и распалубки изделия, который выполнен из подвижных и неподвижных клиньев, соединенных попарно с помощью Тобразного скользящего зацепления и установленных по две парь в каждом углу сердечника, а подвижные клинья каЖдого
угла сердечника соединены между собой винтом с правой и левой резьбой 2.
Недостатками данного технического рещения являются больщая трудоемкость монтажа элементов наружной и внутренней опалубки, сложность операции навивки арматуры на упоры подвижных частей сердечника, напряжение арматуры и вытягивание упоров и подвижных частей сердечника из затвердевщего бетона. Кроме того, форма не обеспечивает обжатие бетона изделия в процессе его формования.
Наиболее близким к изобретению является устройство для изготовления предварительно напряженных железобетонных объемных элементов прямоугольного поперечного сечения, содержащее наружную щитовую опалубку, внутреннюю объемно-блочную раздвижную опалубку, арматурный каркас, установленный между ними, и привод перемещения элементов внутренней опалубки 3.
Недостатком этого устройства является больщая трудоемкость монтажа наружной опалубки, так как последнюю собирают вручную из отдельных щитов. При этом необходимо отметить, что конструкция привода перемещения щитов внутренней опалубки сложна и не обеспечивает предварительного напряжения поперечной арматуры каркаса одновременно с объемным обжатием бетонной смеси в процессе твердения.
Цель изобретения - повышение несущей способности объемного элемента и снижение трудоемкости процесса.
Указанная цель достигается тем, что согласно способу изготовления предварительно напряженных железобетонных объемных элементов прямоугольного поперечного сечения, включающему установку в опалубку арматурного каркаса, напряжение его поперечной арматуры, укладку бетонной смеси, отверждение изделия и отпуск арматуры после затвердения, после установки арматурного каркаса в опалубку укладывают бетонную смесь, а напряжение поперечной арматуры выполняют одновременно с объемным обжатием бетонной смеси, которое снимают одновременно с отпуском поперечной арматуры.
Целью изобретения является обеспечение возможности обжатия бетонной смеси и напряжения арматурного каркаса от одного привода..
Указанная цель достигается тем, что устройство для изготовления предварительно напряженных железобетонных объемных элементов прямоугольного поперечного сечения, содержащее наружную щитовую опалубку, внутреннюю объемно-блочную раздвижную опалубку, арматурный каркас, установленный между ними, и привод для перемещения элементов внутренней опалубки, снабжено, каркасом, объемлющим наружную опалубку, углы которого соединены с ее соответствующими углами при помощи силовых цилиндров, пружинными амортизаторами в виде полых корпусов с подпружиненными щтоками, закрепленными попарно на внещней стороне наружной опалубки в местах соединения ее граней, установленными по углам с щагом вдоль последних, полками уголкового профиля, соединенными с штоками пружинных амортизаторов, спаренными диафрагмами, размещенными -с внутренней стороны полок и соединенными с штоками силовых цилиндров в местах пересечения осей щтоков пружинных амортизаторов, внутренняя опалубка снабжена стяжными приспособлениями и выполнена в виде корытообразных элементов, продольные уголки арматурного каркаса - анкерными упорами, закрепленными с их внутренней стороны, расположенными в направлении диагоналей поперечного сечения каркаса, контактирующими с основаниями элементов внутренней опалубки, привод перемещения которых выполнен в виде надувного эластичного вкладыща, а наружная опалубка - в виде замУ кнутого корпуса с отверстием под ниппель в одной из торцовых стенок.
При этом стяжное приспособление раздвижных элементов внутренней опалубки выполнено в виде стаканов, закрепленных попарно на их торцовой стенке в местах сопряжения буртов раздвижных элементов, причем стаканы установлены соосно, направлены открытым основанием навстречу друг 5 другу, и снабжены расположенными внутри них цилиндрическими пружинами, стянутыми щпилькой с упорными шайбами на концах.
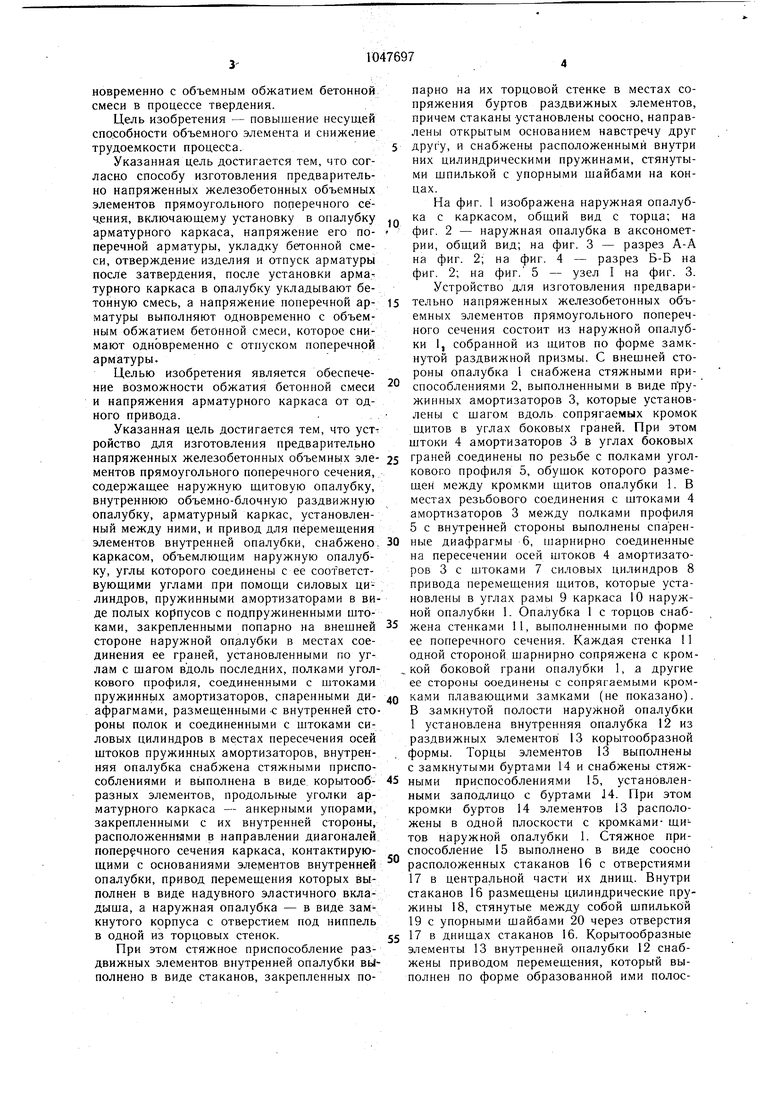
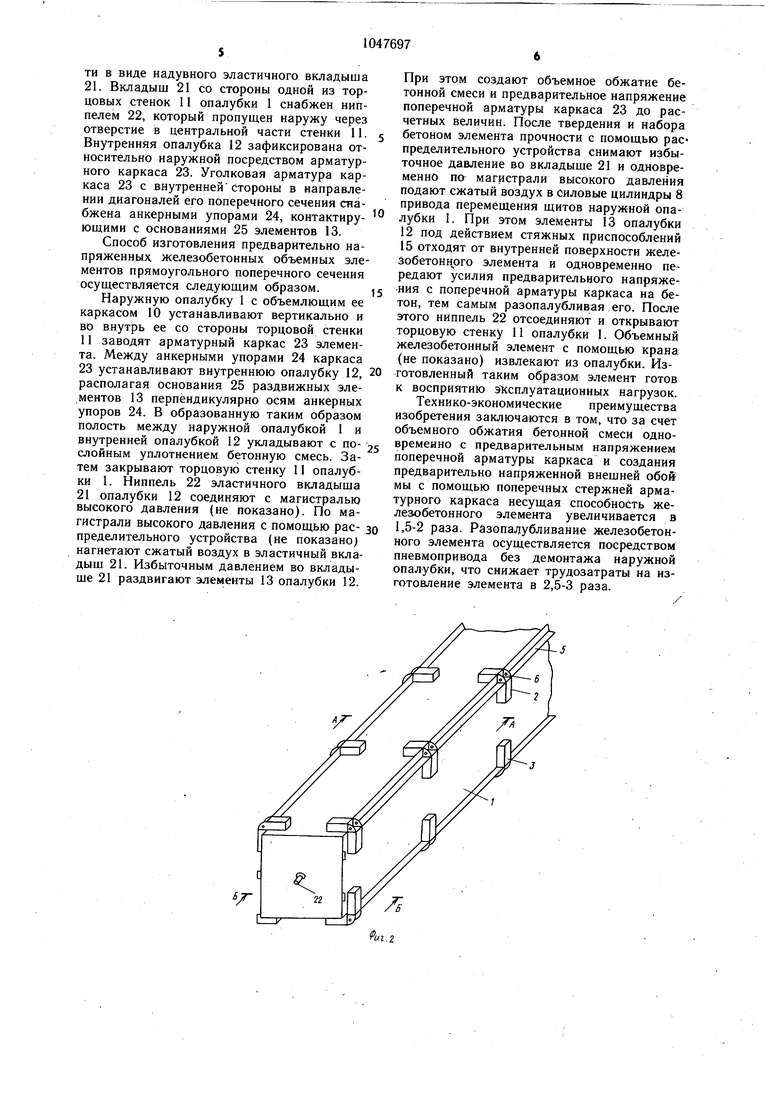
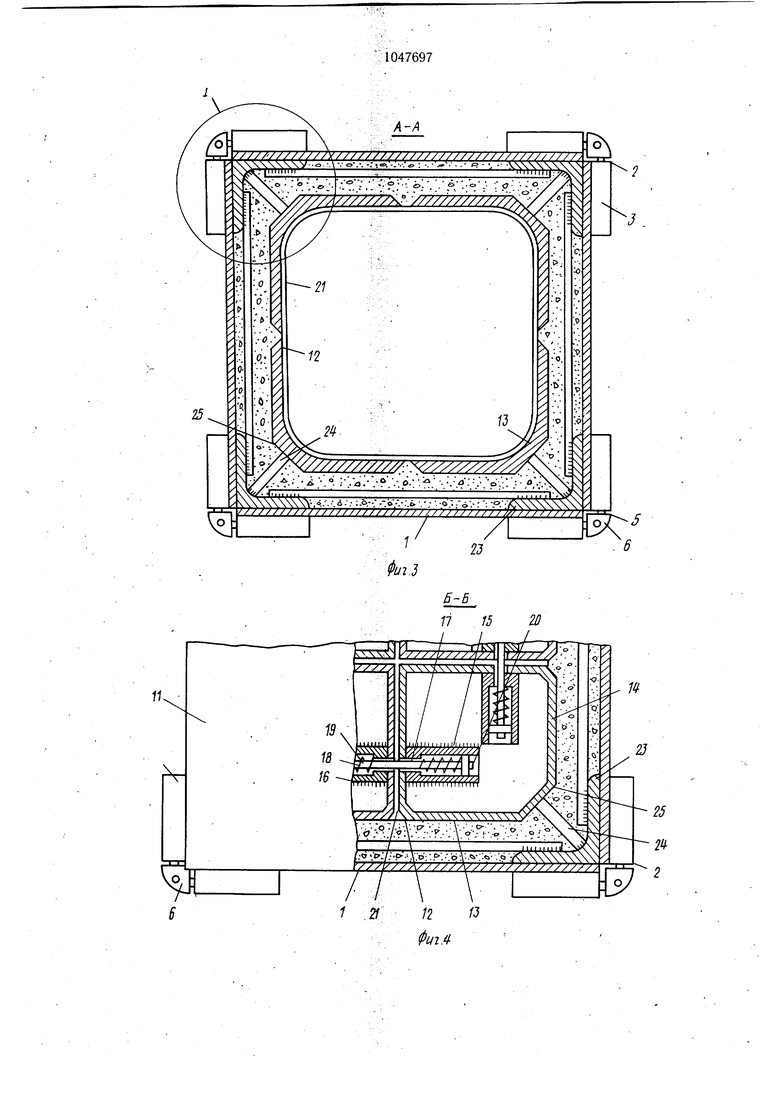
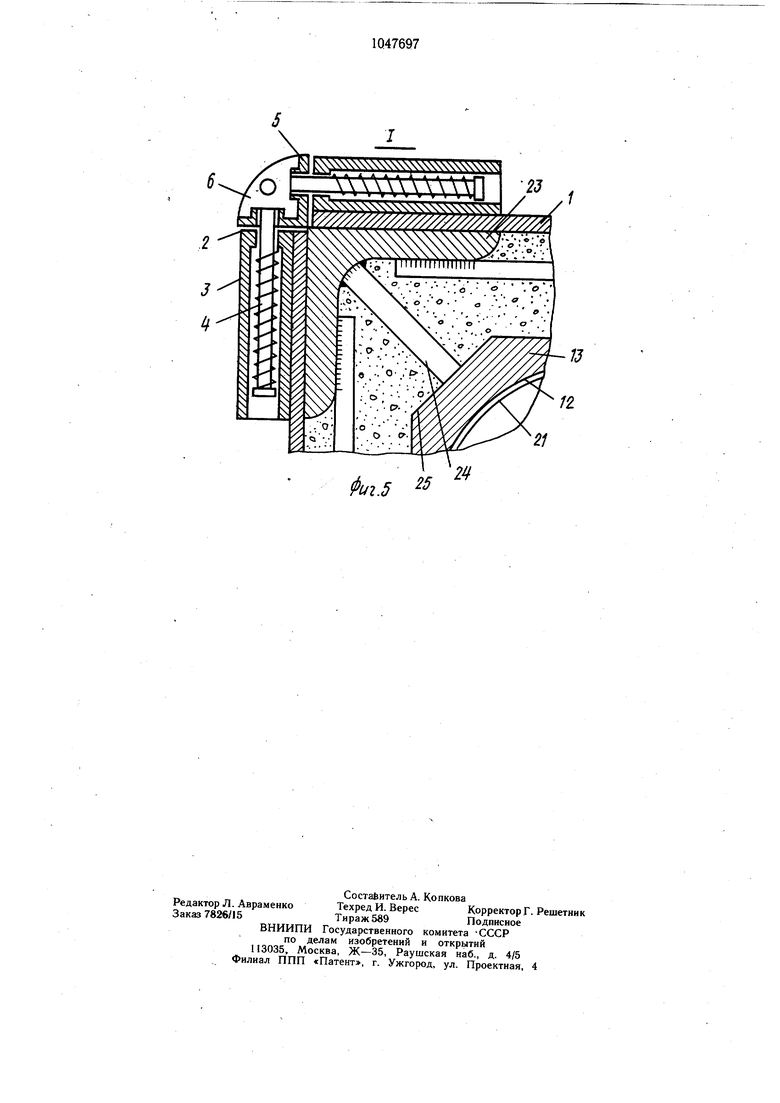
На фиг. 1 изображена наружная опалубка с каркасом, общий вид с торца; на фиг. 2 - наружная опалубка в аксонометрии, общий вид; на фиг. 3 - разрез А-А на фиг. 2; на фиг. 4 - разрез Б-Б на фиг. 2; на фиг. 5 - узел I на фиг. 3. Устройство для изготовления предвари5 тельно напряженных железобетонных объемных элементов прямоугольного поперечного сечения состоит из наружной опалубки 1, собранной из щитов по форме замкнутой раздвижной призмы. С внещней стороны опалубка 1 снабжена стяжными при способлениями 2, выполненными в виде пружинных амортизаторов 3, которые установлены с щагом вдоль сопрягаемых кромок щитов в углах боковых граней. При этом щтоки 4 амортизаторов 3 в углах боковых 5 граней .соединены по резьбе с полками уголкового профиля 5, обушок которого размещен между кромкми щитов опалубки 1. В местах резьбового соединения с штоками 4 амортизаторов 3 между полками профиля 5 с внутренней стороны выполнены спарен0 ные диафрагмы 6, шарнирно соединенные на пересечении осей штоков 4 амортизаторов 3 с штоками 7 силовых цилиндров 8 привода перемещения ц;итов, которые установлены в углах рамы 9 каркаса 10 наружной опалубки 1. Опалубка 1 с торцов снабжена стенками 11, выполненными по форме ее поперечного сечения. Каждая стенка 11 одной стороной шарнирно сопряжена с кром, кой боковой грани опалубки 1, а другие ее стороны ооединены с сопрягаемыми кромками плавающими замками (не показано). В замкнутой полости наружной опалубки 1 установлена внутренняя опалубка 12 из раздвижных элементов 13 корытообразной формы. Торцы элементов 13 выполнены с замкнутыми буртами 14 и снабжены стяж5 ными приспособлениями 15, установленными заподлицо с буртами J4. При этом кромки буртов 14 элементов 13 расположены в одной плоскости с кромками- щитов наружной опалубки 1. Стяжное приспособление 15 выполнено в виде соосно расположенных стаканов 16 с отверстиями 17 в центральной части их днищ. Внутри стаканов 16 размещены цилиндрические пружины 18, стянутые между собой щпилькОй 19 с упорными щайбами 20 через отверстия 5 17 в днищах стаканов 16. Корытообразные элементы 13 внутренней опалубки 12 снабжены приводом перемещения, который выполнен по форме образованной ими полости в виде надувного эластичного вкладыша 21. Вкладыш 21 со стороны одной из торцовых стенок 11 опалубки 1 снабжен ниппелем 22, который пропущен наружу через отверстие в центральной части стенки 11. Внутренняя опалубка 12 зафиксирована относительно наружной посредством арматурного каркаса 23. Уголковая арматура каркаса 23 с внутренней стороны в направлении диагоналей его поперечного сечения снабжена анкерными упорами 24, контактирующими с основаниями 25 элементов 13.
Способ изготовления предварительно напряженных железобетонных объемных элементов прямоугольного поперечного сечения осуществляется следующим образом.
Наружную опалубку 1 с объемлющим ее каркасом 10 устанавливают вертикально и во внутрь ее со стороны торцовой стенки 11 заводят арматурный каркас 23 элемента. Между анкерными упорами 24 каркаса 23 устанавливают внутреннюю опалубку 12, располагая основания 25 раздвижных элементов 13 перпендикулярно осям анкерных упоров 24. В образованную таким образом полость между наружной опалубкой 1 и внутренней опалубкой 12 укладывают с послойным уплотнением бетонную смесь. Затем закрывают торцовук) стенку 11 опалубки 1. Ниппель 22 эластичного вкладыша 21 опалубки 12 соединяют с магистралью высокого давления (не показано). По магистрали высокого давления с помощью распределительного устройства (не показано нагнетают сжатый воздух в эластичный вкладыщ 21. Избыточным давлением во вкладыше 21 раздвигают элементы 13 опалубки 12.
При этом создают объемное обжатие бетонной смеси и предварительное напряжение поперечной арматуры каркаса 23 до расчетных величин. После твердения и набора бетоном элемента прочности с помощью распределительного устройства снимают избыточное давление во вкладыше 21 и одновременно по магистрали высокого давления подают сжатый воздух в Силовые цилиндры 8 привода перемещения щитов наружной опалубки 1. При этом элементы 13 опалубки 12 под действием стяжных приспособлений 15 отходят от внутренней поверхности железобетондого элемента и одновременно передают усилия предварительного напряжения с поперечной арматуры каркаса на бетон, тем самым разопалублив.ая его. После этого ниппель 22 отсоединяют и открывают торцовую стенку 11 опалубки 1. Объемный железобетонный элемент с помощью крана (не показано) извлекают из опалубки. Изготовленный таким образом элемент готов к восприятию эТ4сплуатационных нагрузок. Технико-экономические преимущества изобретения заключаются в том, что за счет объемного обжатия бетонной смеси одновременно с предварительным напряжением поперечной арматуры каркаса и создания предварительно напряженной внешней обой мы с помощью поперечных стержней арматурного каркаса несущая способность железобетонного элемента увеличивается в 1,5-2 раза. Рйзопалубливание железобетонного элемента осуществляется посредством пневмопривода без демонтажа наружной опалубки, что снижает трудозатраты на изготовление элемента в 2,5-3 раза.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Сжатый железобетонный призматический элемент, способ и устройство для его изготовления | 1980 |
|
SU981536A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
