1
ИзОбретенме от носится к y:cтpoйcтiвa для уплорнеиия бетонных и т. п. смесей и найти гарименение в прамышленности строитепвных материалов при производстве м«огопу|стотиых железобетонных изделий.Изве1ст1иы а1налогич1ные устаиовки для виброформования миогонустотных изаелий, содержащие усганавленную на рал1е виброкаретку с пустотообр.азователЯМИ, бетоноукладчик, пригрузочный щит и смонтированные на тележках формы.
Предложенная установка снабжена устанавливаемыми в форму сменными вкладыща;ми, на боковых контактирующих с формувмым изделием иоверхностях каждого из которых образованы каналы для размещения лустотообразователей, а рама установки выполнена с устройством, фиксирующим ноложение формы, которое выполнено в виде закреиленной на раме упорной балки и подвижных р.а апориых клиньев. Такая конструкция уста1новки позволяет изготашливать паиели требуемой щирвны, повышать качество их боковых стыкуемых поверхностей и удобна в обслуживааии.
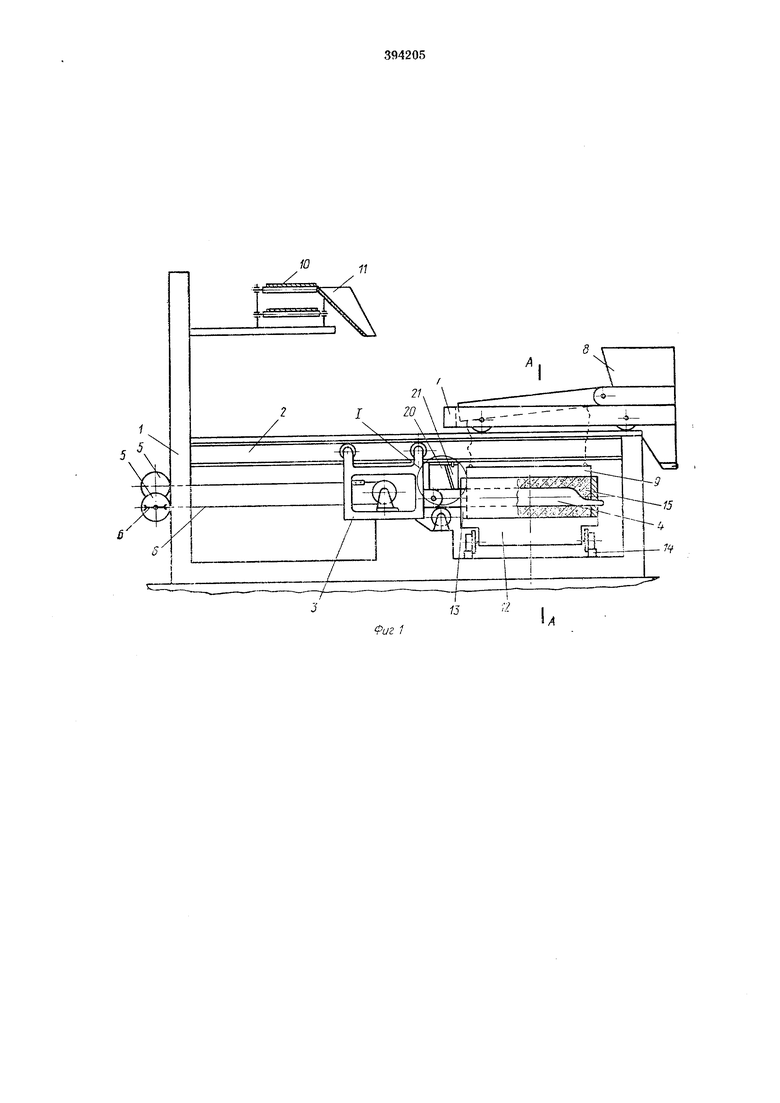
На фиг. 1 схе)матически изображена предложенная установка; на фиг. 2-сечение по А-А (на фиг. 1; на фит. 3 - узел I на фиг. 1; иа фиг. 4-поперечный разрез сменного вкладыща.
Предлагаемая установка состоит из стац)0нарной ра;мы 1, выиолиеш-шй с направляющими 2, на которых подвижно уста новлена каретка 3 с пустотообразователями 4, которые снабжены вибровозбудителями (на чертеже не иоказа«1ы). На уста новлены гидроц} линдры 5, обеспечивающие через систему 6 блоков и тросов неремещение этой каретки. Кроме того, на тех же наПра1Вляющ)1х подвижно установлен бетоноукладчик 7 с бункером 8, вибронасадком с затвором и рейкой для разра1внк ва.иия бетонной смеси. Бетоноукладчик снабжен приводом для его нере-мещения, пригрузочным щитом 9 и л.рнводом для его подъема и опускания. Для подачки бетонной смеои в буикер бетоноукладчика в зону его действия подведен KOHBeiiep 10 с течкой //. Кроме того, установка включает комплект форм с поддонамп 12 и бортами 13, иеремещаемых по рельсовому пути 14, уложенному перпендикулярно продольным осям пустотообразователей. При этом рельсовый путь, с одной стороны, связан с постом подготовки форм к формованию }, с другой стороны, с постом передачи отформованных изделий 15 на термообработку. Кроме того, установка снабжена сменными вкладышами 16, выполненными с каналами 17, для размещения пустотообразоватеу1ей при формирова.нни изделия, которые образованы со сторо}1ы их боковых иоверхиостей 18. В теле
3
акладышей, гак же для пустотообразователей, могут быть о6рлзава1ны гнезда 19 в виде продольных о:т:варСТ31Й. Ширвдяа вкладыгпей может быть вы&раиа i соотр етстрл 1 с сооич.оше1нивм
(b- S+ 4- ) .
где В - ширина сменного вкладыша;
k -число гнез, .в которых пустотообразователи -не контактируют с бето-ниой смесью;
/ -шаг пустот в теле формуемо го изделия;
п - члсло гнезд, в которых пустотообразо.вагели контактируют с бетонной юмесью при формоваиии; b - лоловина ширимы проекции пустотообра зов а те л я на горизОНтальную плоскость;
S -глубина шлоиоЧНого паза изделия. К стациана1рной ра-ме установки прикреплена балка 20, взаимодействующая с одним из бортов поаредствоэд самоторМОзящихся распорлых клвньев 21, овязаиных при пОМощи шар:1 И рав 22 с уст(р:оЙ10Бвом 23 для их подъема.
Работает устройство следуюши м образом. На пасту подготовлен к фармованию в соотвенсЛБИм с за да1Н|Ной номенклатурой изделий на поддан 12 формы устаи-авливают т ребуемое количество вкладышей 16 и соответствующие арМатурные элементы с закладньгм:и дета-лями. В это вр&мя бетоноукладчИК 7 и каретка 3 с пустотообразавателявди 4 .находятся в крайнем левом положении (дам. фиг. 1), а распорные клинья 21 приподняты устройстВ01М 23 и выведены «13 контакта с балкой 20. При этом по каивейеру 10 и течке // в бункер 8 подают бетонную смесь в количест1ве, обеспечивающем формование изделий 15 без дополнительной нодпитки смесью. Подготавлеиную к заполнению бетонной смесью форму по рельсовому пути 14 подают в зону действия установки. Затем включением шдроцилиндрав 5 чарез систему 6 блоков и тросов каретке 3 сообщают перемещение вправо (ом. фнГ. 1) и вводят пустотообразователи 4 в форму, 17 и пнеэда 19 вкладышей 16. Пооле того, как каретка 3 с пустотообра а он ателя мн 4 переместится В крайнее нравое положение (-ом. фиг. 1), включают привод перемещения бетоноукладчика 7 и при прохождении его бункера 8 над формой открывают затвор и при помощИ в1Иб|рона1сад ки за полняют форму бетонной смесью, раэглаживание которой производится рейкой. Затем включают в-ибровозбудители пустотообразователей 4, производят П ред варителыное уплотнение уложенной в форМу бетон1ной омеон и визуальный контроль поверхности, nipn необходимости добавляют бетонную смесь. После этого включают П:ри,вод Нригрузочного щита и опускают его на noaep.vjiocTiH предварительно уплотненных изделий. Далее включают вибровозбудители пустотообразователей 4 и производят окончательное уплотнение бетонной смеси. Пустотообразователи, .ра1ополоЖ0нные при е)ор-мовани1И в каналах 17, непоаред-ственно контактирующие с бетоном, обеспечивают получение в изделии продольных щноночных пазов (см. фиг. 2), при этом ви1бровоэбудители пустотообразователей 4, взаимодействующих со вкладыш.ами 16, отключают. По окончанрл и уплотнения включают ви|брОвозбуднтеЛИ и между балкой 20 и бортам 13 формы вводят paicnopHbie клинья 21, которые оиуокаются под действием силы тяжести. Далее включают в работу один ив гидроцилти1,дрО(В 5 н чарез систему блоков и тросов, сообщая каретке 3 перемещение влево (ам. ф|нг. 1), выводят пустотообразователи 4 из отформованного изделия 15, при этом усилие от извлечения из формы нустотообра 301вателей воспрннимается через клинья балкой 20, что с}щественно уменьшает нагрузки на ходовую часть формы и позволяет снизить вес бортов формы и упростить их конструкти В1ную схему. После того, как пустотообразователн 4 извлечены из отформованных изделий 15 и формы, а каретка 3 отведена в крайнее левое положение (ОМ. фиг. 1), включают прн1вод пригрузочного щита 9, подииМают лоследяий с поверхности отформованных изде«чий 15 и бето;{оукладчик 7 неремещают в крайнее левое ноложеиие (|см. . 1).
Включают привод 23 н подНИМают упорные кли1нья 21, а форму с нз(делияМи передают на пост лх паредачи на термообработку. Ониса.нные онерании повтаряют ,в указанной нoc leдoвататыностн для других с;1едующнх за другом форм.
Пред м е т из о б р е т е н н и
1.Установка для формования м;ногонустотных железобетонных изделий, содержащая уст,а;но.влен,ную на ра;ме виброкаретку с нустотообр а.зовате ля ми, б етоноукл а дчи к, нр и пр у ЗОЧ1НЫЙ щит и смонтированные на тележках , отличающаяся тем, что, с целью обеспечения возможности изготовления нанелей требуемой ширины, повышения качества их боковых стыкуемых ловерх(иостей н удобства об1служива41ня, установка снабжена устаНавливаемыми в форму оменными вкладышами, на боковых контактирующих с формуемым изделием новерхиостях каждого из которых образовнны каналы для размеще1ния пустотообразователей, а рама установки выполнена с устройством, фИКсирующим положение формы.
2.УстаНОвка по п. 1, отличающаяся тем, что устройство, фиксирующее положение формы, выполнено в виде закрепленной }i-a раме ycTaiHOiBKH упорной балки и подвижч ых рас1ТОр;Н1)1Х КЛИНЬеи.
п
Фи. If
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для изготовления многопустотных строительных конструкций | 1982 |
|
SU1092041A1 |
| Технологическая линия для изго-ТОВлЕНия СТРОиТЕльНыХ издЕлий | 1978 |
|
SU808298A1 |
| Установка для формования многопустотных панелей из бетонных смесей | 1990 |
|
SU1742070A1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ МНОГОПУСТОТНЫХ | 1973 |
|
SU361884A1 |
| Конвейерная установка для производства железобетонных подрельсовых оснований | 1990 |
|
SU1821373A1 |
| КОНВЕЙЕРНАЯ УСТАНОВКА ДЛЯ ПРОИЗВОДСТВА ПОДРЕЛЬСОВЫХ ОСНОВАНИЙ | 1991 |
|
RU2008212C1 |
| ПРЕСС ДЛЯ ИЗГОТОВЛЕНИЯ БЛОКОВ ИЗ АРМИРОВАННОЙ ВОЛОКНАМИ ПОЛИСТИРОЛБЕТОННОЙ СМЕСИ | 2006 |
|
RU2336162C1 |
| Машина для формования многоступенчатых панелей перекрытий | 1976 |
|
SU655541A1 |
| Агрегат прерывно-поточного производства строительных изделий | 1979 |
|
SU977171A1 |
| Установка для формования пустотных железобетонных изделий | 1979 |
|
SU961976A1 |