1
Изобретение относится к технологическому оборудованию для изготовления якорей электрических машин и может быть использовано в электротехнической промышленности.
Известен станок для намотки якорей электрических машин 1.
Этот станок содержит устройство для фиксации магнитопровода, механизм для укладки провода в пазы магнитопровода и привод. Причем механизм для укладки провода выполнен в виде двух укладочных головок, каждая из которых содержит корпус, перемещающийся вдоль оси магнитопровода, и гильзу, перемещающуюся вдоль корпуса, в продольных пазах которой располагаются подпружиненные прессующие планки, предназначенные для поджима проводов в пазах магнитопрсвода. На гильзе расположено кольцо с торцовыми пазами, с помощью которых происходит укладка проводов в пазы магнитопровода при поступательном перемещении укладочной головки .
Кроме того, соосно гильзе установлен стакан с зубчатым венцом, формующий лобовые части обмотки якоря при повороте его вокруг оси магнитопровода.
Однако указанный станок обеспечивает намотку якорей только с открытым и прямым пазом. Шпиц такого паза равен ширине nasg, сам паз расположен вдоль о аэующей цилиндрической поверхности якоря.
Цель изо етения - расширение
10 технологических воэмэжностей станка путем обеспечения укладки проводников в полузакрытые пазы магнитопровода.
Это достигается тем, что в станке
15 для намэтки якорей электрических машин, содержащем два механизма для укладки проводников в пазы магнитопровода якоря с приводами их поворота и возвратно-поступательного пере20мещения, расположенные соосно относительно устройства для фиксации вала якоря, каждый из которых сос тоит из укладочной обоймы с пазами и с ограничительными элементами и 25 цилиндрической гребенки, каждый механизм для укладки проводников содержит стакан с приводом его поворота относительно устройства для
фиксации вала, на торцовой поверх30 ности которого со стороны расположения якоря выполнены пазы. Кроме того, для обеспечения укладки ггЕ)Оводииков в магнитопровод со скошенными лазами на цилиндрической поверхности гребенки выполнен винтовой паз, а на .внутренней поверхности обоймы закреплен палец, расположенный в пазу.
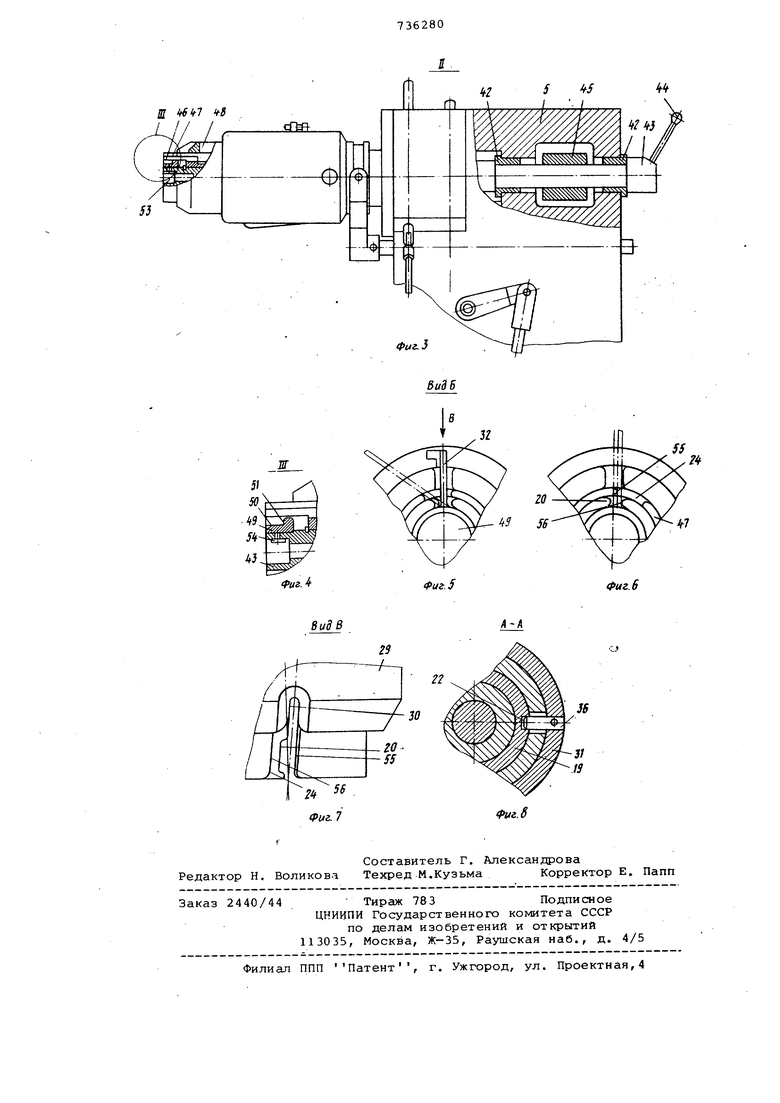
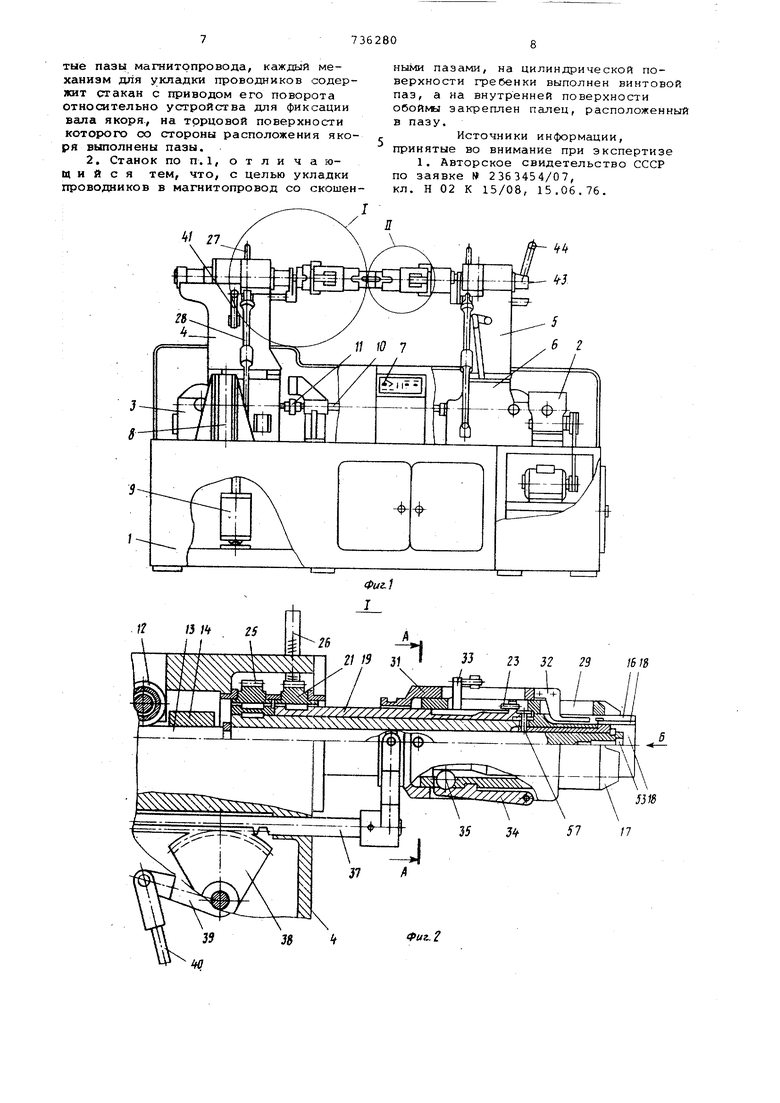
На фиг. 1 показан предлагае1.й станок, общий вид; на фиг. 2 - узел на фиг.1; на фиг, 3 - узел II на фиг.1; на фиг. 4 - узел III на фиг.З на фиг.З - вид по стрелке Б на фиг.2 перед разворотом стакана; на фиг. 6 - то же, после разворота с:гакана; на фиг. 7 - вид по стрелке В на фиг.5; на фиг. 8 - сечение А-А на фиг. 2,
Станок для намотки якорей электрических машин содержит сварную станину 1, привод 2, левый пpoгpaм ный Кулачковый механизм 3, левую 4 и правую 5 стойки, правый программный: кулачковый механизм 6 и пульт упрс1вления 7. Механизм б жестко крепится к станине 1,а механизм 3 расположен в направляющих 8 с возможностью перемещения относительно них штоком пневмопривода 9. Механизма 6 и 3 связаны валом 10, причем правый б - жестко, а левый 3 - через муфту 11, позволяющую ему перемещаться вверх с фиксацией углового положения вала 10. К левому 3 и правому 6 программным кулачковьям механизмам крепятся соответственно левая 4 и правая 5 стойки В корпусе левой стойки 4 в шариковых направляющих 12, обеспечивающих только продольное перемещение, расположена левая штанга-опора 13 устройств для фиксации вала, фиксируемая в краних положениях пневматическим механизмом зажима 14. На левой штангеопоре 13 расположены левые гребенка 1.5 цилиндрической , стакан 16 и обойма 17.
Левая гребенка 15 состоит иа втулки 18 и трубы 19. Втулка 18 (см.фиг. 7) имеет пазы 20 по числу пазов якоря. Труба 19 своей левой шлицевой частью входит в зацепление с шестерней 21, расположенной в корпусе левой стойки 4. На поверхности трубы 19 (фиг,8) выполнен винтовой паз 22, шаг винтовой линии которого согласован с шагом .винтовой линии паза якоря. На трубе 19 расположен винтовой peгyлиpyё ый упор 23,
Левый стакан 16 в своей правой части имеет пазы 24 по числу пазов якоря. Своей левой шлйдевой частью стакан 16 входит в зацепление с шестерней 25, расположенной в корпусе лвой стойки 4. Шестерни 21 и 25 зацепляются соответственно с рейками 26 и 27,- перемещающимися в корпусе певой стойки 4 от тяг 28, связанных с левым программным кулачковым мехаг низмом 3. .
Левая обойма 17 состоит из втулки 29, имеющей пазы 30 по числу пазов якоря., и стакана 31, несущего ограничительные элементы 32 и планку 33. Втулка 29 и стакан 31 связаны подпружиненной планкой 34. Шарик 35, вхдящий в цилиндрический паз втулки 29 касается одной своей точкой планки 34, а другой точкой - поверхности трубы 19. На стакане 31 закреплен палец 36, входящий в зацепление с винтовой поверхностью паза 22 на поверхности трубы 19.
Левая обойма 17 перемещается в осевом направлении поводком рейки 37 находящейся в зацеплении с зубчатым сектором 38, закрепленном на одном валу с рычагом 39. Вращение рычага 39 осуществляется тягой 40, связанной с механизмом 3.
Левая штанга-опора 13 может перемещаться вручную в осевом направлении поворотом рукоятки 41, что возмоно при расцеплении сектора 38, перемещающего левую обойму 17 от механизма 3.
В корпусе правой стойки 5 втулками 42 зафиксирована правая штангаопора 43 устройства для фиксации вала, которая поворачивается вручную рукояткой 44 относительно корпуса. Стопорение штанги-опоры 43 осуществляет пневматический механизм зажима 45. На правой штанге-опоре 43 расположены правые гребенка 46,ста,кан 47 и обойма 48, конструктивное исполнение которых идентично левым гребенке 15, стакану 16 и обойме 17.
На левом конце штанги-опоры 43 (фиг,4) закреплена втулка 49, цилиндрическая поверхность 50 которой является опорой для образования дна обмотки, а торец 51 буртика строго ограничивает величину вылета лобовой части обмотки якоря. Вращение правой гребенки 46, правого стакана 47 и перемещение правой обоймы 48 осуществляют соответствующие тяги,связанные с механизмом 6.В торцах левой 1-3 и правой 43 штанг-опор устройства для.фиксации вала выполнены соответственно гнезда 52 и 53, в которых фиксируется вал якоря. В гнезде 53 расположена шпонка 54; 55 и 56 - боковые поверхности пазов 24 и 20 гребенки .46. Втулка 18 и труба 19 соединены поводком 57. Для установки межвитковой изоляции в лобовой части обмотки якоря,гребенки и стаканы отводятся от торца якоря. Для предотвращения выпадания проводников из пазов гребенки паз 20 гребенки выполнен с уступом, что обеспечивает удержание проводников в пазу.
Станок работает следующим, образом
В исходном положении левая стойка 4 Haxof fTCH в верхнем положении. Левая штанга-опора 13 отведена в крайнее левое положение.
Якорь с вложенными в пазы его коллектора заготовками проводников вставляют вручную в гнездо 53 правой штанги-опоры 43 и фиксируют там по шпонке 54. Левая стойка 4 опускается вниз при переключении давления в пневмоприводе 9. Левую штангу-опору 13 вручную досылают вправо до упора, фиксируя левую часть вала якоря. Якорь вместе с правой штангойопорой 43 проворачивают вручную до совпадения шлицев его пазов с пазами правой гребенки 46.
В этом положении переключением давления в механизмах зажима 14 и 45 производят фиксацию якоря в станке. Станок к работе готов. При нажатии соответствующей кнопки на пульте управления 7 начинается рабочий цикл работы станка.
Последовательность и характер перемещения гребенок 15 и 46, стаканов 16 и 47, обойм 17 и 48 обеспечивают механизмы 3 и 6.
Рабочий цикл начинается с перемещения вправо левой обоймы i7, состоящей из втулки 29 и стакана 31, связанных планкой 34. Втулка 29 и стакан 31 перемещаются вправо по винтовой первоначально .совместно, укладывая проводники в.пазы якоря. Это совместное перемещение продолжается до тех пор, пока планка 33 не встане на упор 23. В этот момент шарик 35 перемещается по конусу трубы 19 и выводит планку 34 из зацепления с втулкой 29. Втулка 29 останавливаетс дойдя до плоскости правого торца якоря, а стакан 31 с ограничительным элементами 32 продолжает свое перемещение вправо. Ограничительные элементы 32 входят с торца в пазы якоря раскладывая и притопляя в них проводники по высоте. При этом проводники западают в пазы правой гребенки 46. После остановки стакана 31 правые гребенки 46 и стакан 47 совместно разворачиваются. Проводники, находящиеся в пазах гребенки 46 при этом деформируются в области лобовой част обмотки якоря относительно опорной втулки 49, располагаясь относительно ее поверхности по касательной (фиг.5
После окончания совместного разворота гребенки 56 со стаканом 47 происходит совместный отвод гребенки 46 и стакана 47 вместе с проводниками обмотки, от торца якоря, тем самым освобождает место для установки вручную межвитковой изоляции. Станок автматически останавливается.
При завершении укладки изоляции вновь нажимают соответствующую кнопк на пульте управления 7 и начинается новый рабочий цикл работы станка.
Происходит совместный подвод гребенки 46 и стакана 47 с проводниками к торцу якоря. Затем при неподвижной гребенке 46 стакан 47 вращается в
направлении, противоположном первоначальному. При этом происходит строгая ориентация проводников в радиальном направлении относительно шлицев пазов якоря (фиг.6).
По окончании разворота стакана 47 боковая поверхность 55 его паза 24 образует с боковой поверхностью 56 паза 20 гребенки 46 направление, по которому происходит укладка провод0ников в шлиц паза якоря при последующем перемещении правой обойкы 48 влево по винтовой линии.
Количество проводников, укладываемых одновременно в каждый паз
5 якоря, не играет роли, так как при развороте гребенки, азатем и стакана, проводники сориентированы боковыми поверхностями пазов .гребенки и стакана и расположены вдоль на0правления шлица паза якоря друг за другом.
По окончании перемещения правой обоймы 48 влево по винтовой следует совместный разворот левых гребенки 15 и стакана 16, а затем их совмест5ный отвод вместе с проводниками от торца якоря.
На этом заканчивается рабочий цикл укладки проводников в пазы якоря в обратном направлении. Затем вруч0ную устанавливается г южвитковая изоляция. В процессе дальнейшей работы циклы повторяются до завершения полной намотки якоря.
При завершении намотки якоря
5 переключением давления в механизме зажима 14 производят расфиксирование штанг-опор 13 и 43. Левую штангуопору 13 вручную отводят в крайнее левое положение, -а переключением
0 давления в пневмоприводе 9 левую стойку 4 поднимают вверх, намотанный якорь извлекают из станка.
Экономический эффект данного станка заключается в том, что он обеспечивает возможность укладки провод5ников в полузакрытые пазы магнитопровода со скошенными пазами.
изобретения
1. Станок для намотки якорей электрических машин, содержащий два механизма для укладки проводников в пазы магнитопровода якоря с приводами их поворота и возвратно-поступательного перемещения, расположенные соосно относительно устройства для фиксации вала якоря, каждый из которых состоит из укладочной обоймы с пазам1{ и с ограничительными элементами и цилиндрической гребенки, отли чающий ся тем, что, с целью расширения технологических вoз южнocтeй станка путем обеспечения укладки проводников в полузакрытые пазы магнитопровода, каждый механизм для укладки проводников содержит стакан с приводом его поворота относительно устройства для фиксации вала якоря, на торцовой поверхности которого со стороны расположения якоря выполнены пазы.
2. Станок по п.1, о т л и ч а юц и и с я тем, что, с целью укладки проводников в магнитопровод со скошенными пазами, на цилиндрической поверхности гребенки выполнен винтовой паз, а на внутренней поверхности обоймы закреплен палец, расположенный в пазу.
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство СССР по заявке 2363454/07, кл. Н 02 К 15/08, 15.06.76. 57 /7


| название | год | авторы | номер документа |
|---|---|---|---|
| Станак для намотки якорей электрических машин | 1976 |
|
SU616692A1 |
| Станок для намотки якорей коллекторных электрических машин | 1976 |
|
SU688962A1 |
| Станок для намотки и укладки катушекВ пАзы МАгНиТОпРОВОдА CTATOPOB элЕКТРи-чЕСКиХ МАшиН | 1978 |
|
SU817885A1 |
| Станок для намотки якорей коллекторных электрических машин | 1977 |
|
SU666616A1 |
| Станок для намотки коллекторных элек-ТРичЕСКиХ МАшиН | 1978 |
|
SU817886A1 |
| Станок для намотки якорей электрических машин | 1975 |
|
SU653690A1 |
| Машина для кладки кирпичных стен | 1938 |
|
SU60292A1 |
| Станок для намотки и укладки катушек в пазы статора электрических машин | 1980 |
|
SU907711A1 |
| Станок для укладки двухслойных обмоток в пазы статора электрической машины | 1971 |
|
SU771811A1 |
| Станок для намотки якорей коллекторных электрических машин | 1980 |
|
SU877718A1 |