1
Изобретение относится к технологическому оборудованию для изготовления электрических машин и может быть использовано в электромашиностроении.
Известен станок для намотки якоря 1, содержащий привод, механизм для фиксации и поворота якоря, устройство для натяжения провода, механизм для фиксации выводов секций обмотки, водила. Пакет якоря с валом и коллектором зажат с двух сторон кулачками, имеющими сферическую поверхность для направления провода. Намотка якоря производится двумя водилами, вращающимися в противопо.тожных направлениях.
В известном станке можно производить намотку с автоматической раскладкой выводов секций на ламели кол.тектора таких якорей, в которых между лобовой частью секций и коллектором имеется зазор, достаточный для укладки провода в пазы пакета при намотке.
Такая конструкция известного станка не обеспечивает расположения лобовой части обмотки вплотную к коллектору, что увеличивает габариты якоря, а отсутствие устройства для фиксации и напрессовки коллектора на вал якоря снижает производительность его.
Пелью настоящего изобретения является повышение ироизводительности станка и уменьшение габаритов якоря нутем обеспечения намотки якоря при расположении коллектора вплотную к лобовой части обмотки.
Поставленная цель достигается тем, что станок снабжен устройством для фиксации и напрессовки коллектора на вал якоря, расположенным соосно с механизмом для фиксации и поворота якоря и выполненным в виде втулки с пазом на внешней образующей поверхности, связанной с приводами ее возврат ю-поступательного перемещення и вращения, установленной внутри гильзы, соединенной с приводом ее возвратно-поступательного перемещения, а вн}трн втулки установлена штанга с выступом, расположенным в пазу втулки и отверстием в торце со стороны механизма для фиксации и поворота якоря.
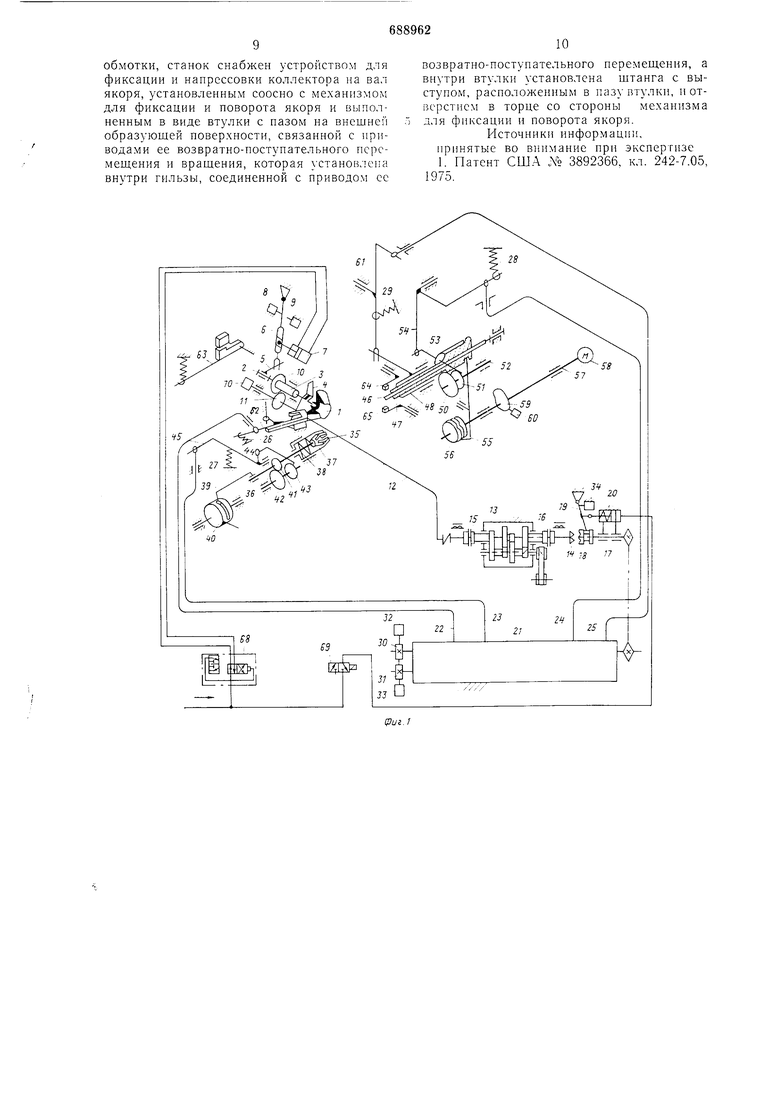
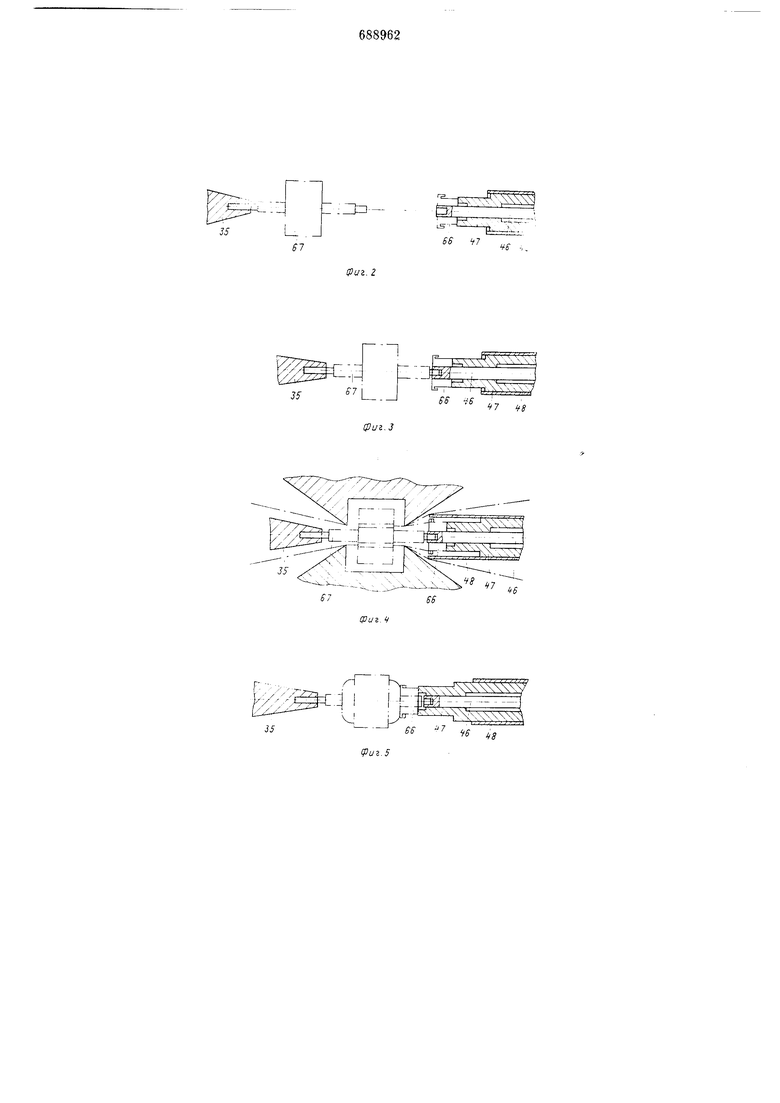
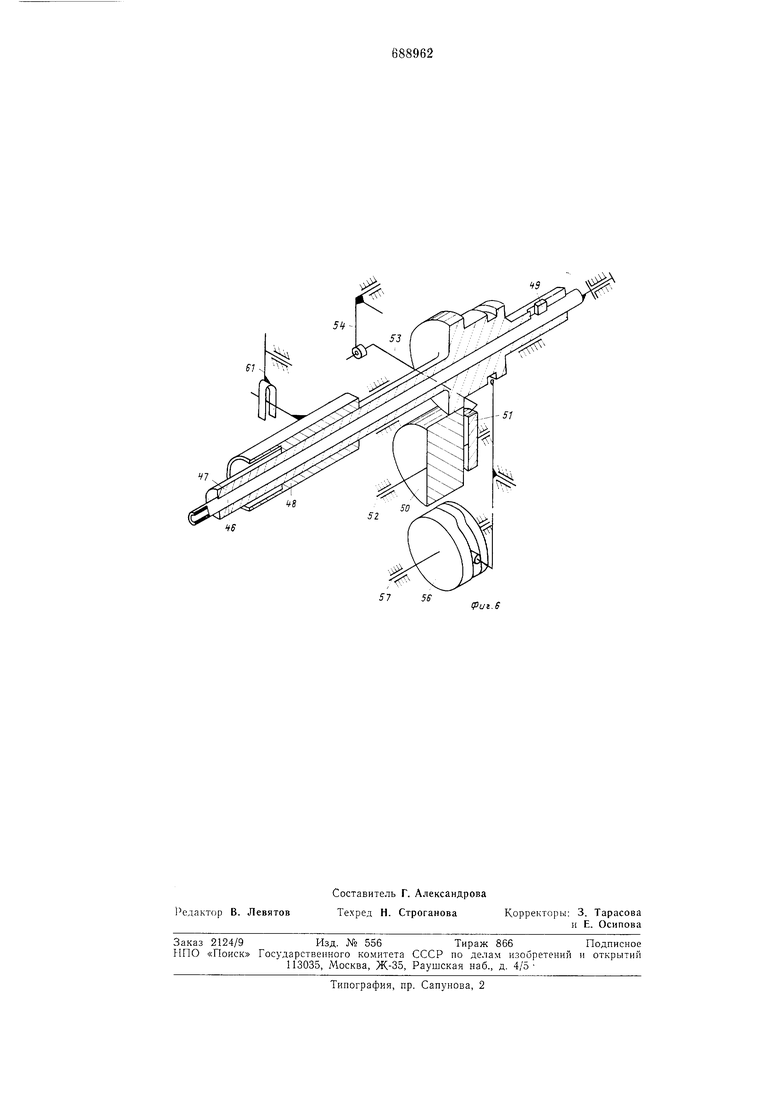
На фиг. 1 изображена кинематическая схема станка; на фиг. 2-5 - технологическая последовательность выполнения операций фиксации и напрессовки ко.тлектора на вал якоря; на фиг. 6 - устройство для фиксации и нанрессовки коллектора на вал якоря. Станок содержит обтекатель 1, закреп. ленный свободно на валу 2. На рабочей новерхности обтекателя вынолнена выемка для охватывания ротора нри намотке. Для иредунрежде/1ня вращения обтекателя 1 нри вращении вала он выиолиен неуравновешенным. Вал 2 нроходит через обойму 3, образуя с ней иодвнжное без вращения шлицевое соединение. На валу 2 жестко закреплено водило 4 с роликами для наиравления наматываемого ировода на обтекатель 1. Кроме того, вал 2 ирн свободнолМ вращении связан с обоймой 5, связанной кулисой 6 со штоко.м нневмоцилиндра 7. В крайних ноложеииях кулиса 6 контактнрует с конечными выключателями 8 и 9. На обойме 3 жестко закренлеио зубчатое колесо 10, заценляющееся с зубчатым колесом 11, жестко закренлеииым на валу 12, который муфтой соединен с левым концом выходного вала редуктора 13, а на нравом конце выходного вала редуктора жестко закреилена кулачковая однозубная иолумуфта 14. Выходной вал редуктора соединяется с вращающимися от электродвигателя зубчатыми колесами электромагнитными муфтами 15 и 16, иричем муфта 15 включает иоминальную скорость иа моткн, а муфта 16- технологнческую скорость намотки. На лево.м конце вала 17 на шлицах нодвнжно установлена однозубчатая кулачковая нолумуфта 18, в нарул ный кольцевой иаз которой входит нижний конец иоворота рычага 19. Рычаг серьгой связан со штоком иневмоцилиидра 20. Нравый конец вала 17 ценной передаче соединен с распределительным устройством 21, служащим для втягивания или отнускаПИЯ но заданной программе тросов унравлення 22-25. Нружины 26-29 служат для поднятия вверх соответствующих тросов уиравления. С левой стороны раснределительного устройства 21 установлены кулачки 30 и 31, воздействующие на конечные выключатели 32 и 33. Рычаг 19 воздействует в правом крайнем ноложеннн на конечный выключатель 34. Механизм для фиксации и поворота якоря предназначен для закрепления в нем якоря на нознции установки, перенесения его на позицию намотки носле намотки очередной секции. Якорь задним концом вала устанавливается в гнездо цанги 35, жестко соеднненпой с передним концом вала 36, установленного с возможностью вращения и нерелющения вдоль оси. Наружный конус цанги 35 охватывается внутренним конусом гильзы 37, установленной на валу 36 и затягивающей цангу через нружину 38. Задний конец вала 36 свободно нри вращении соединяется С поводком 39, ролик которого входит в кулачковый паз новоротного барабана 40. Жестко закренленное на валу 36 зубчатое колесо 41 находится в занеилеиии с зубчатым колесом 42, жестко закреиленным на своем валу. На этом же валу жестко закреилен храновик 43, контактирующий с собачкой 44, шарнирно соединенной с угловым рычагом 45. Угловой рычаг шарнирпо соединен с концом троса управления 23, связывающего его с распределительным устройством 21. Пружина 27 служит для возврата углового рычага 45 в исходное (протнв часовой стрелки) положение. Устройство для фиксации и нанрессовки ко.члектора нредназпачепо для временного закренлення на нем коллектора, фиксации переднего конца якоря, закрытия и открытия ламелей коллектора, поворота ко.тлектора после намотки каждой секции, напрессовки коллектора на нередиий конец вала якоря. Свободная при вращении штанга 46 нроходит через сквозное осевое отверстие втулки 47, установленной с воз.можностью вращения и неремещення в осевом направлении относительно гильзы 48 в ее сквозном осевом отверстии. Выстуи 49 штанги 46 входит в паз втулки 47, обеспечивая ее перемещение вдоль оси штанги 46 и вращение вместе со штангой 46. На передней стороне Н1тангн 46 имеется отверстие для фиксации вала якоря. Наружная поверхность втулки 47 выиолнена в виде зубчатого ко.тееа, находящегося в зацеплении с зубчатым колесом 50, которое вместе с храповиком 51 жестко закренлево на валу 52. Храповик 51 контактирует с собачкой 53, шарнирно соединенной с угловым рычагом 54, который, в свою очередь, соединен шарнирно с концом троса унравлеппя 24, связывающим его с распределительным устройством 21. Нружнна 28 служит для возврата углового рычага 54 в исходное положение (протнв часовой стрелки) . В наружный кольцевой паз втулки 47 15ХОД1ГГ своим верхним концом двунлечий )ычаг 55, а закрепленный на нижнем конце рычага ролпк входит в кулачковый паз цилиндрического кулачка 56, жестко закренленного на валу 57, вращающемся от нривода 58. На этом валу жеетко закренлен кулачок 59, воздействующий на конечный выключатель 60. На гильзе 48 установлен налец, охватываемый вилкой рычага 61. Вер.хний конец рычага 61 шарнирно соединен с концом троса унравления 25, связывающего рычаг 61 с расиределительным устройством 1. Механизм захвата конца нровода 62 редназначен для захвата нровода иосле а.мотки последней секцнн, отвода его в торону от обтекателя и отрезания. Натяжое устройство 63 нредназначено для натяжения провода п процессе его намотки. Рабочими оргапами механизма фиксации выводов секций являются обжимы 64 TI 65. Коллектор 66 устацавливают на якОря 67. Воздухорасиределптелг) 68 СЛУЖИТ для иодачн в нештоковую иолость пневмоцилицдра 7. Кроме того, станок содержит электроиневматический клпиаи 69 и счетчик числа внтков 70.
Работает стаиок следующим образом.
Подготовительно-заключительные оиерациц на станке выиолняются вручную, а операции, связанные собственно с налюткой. - автоматически.
Исходное положение рабочих органов следуюп1ее.
Обтекатель 1 отведен от середины етанка, втулка 47 и гильза 48 отведены в заднее крайнее положение, механизм захвата конца провода 62 с закрепленным в нем концом провода отведен в крайнее положение от середины станка, обжнмы 64 и 65 разведены, панга 35 отведена в заднее крайнее положение и разжата.
Провод бобины гповолят через натяжное устройство 63, центральное отвепстие в вале 2, ролики водила 4 и конец его закренляют в механнзме захвата конца провода 62.
Коллектор 66 ттанавливает на переднем конце штанги 46. Якорь 67 задним концом ва,та встав,тяют в отверстие цанги 35. Поворачивается барябан 40 и через поводок 39, вал 36 цанга 35 перемещается в переднее крайнее иоложенне. При этом гильза 37 отходит от заднего упора и пружиной 38 затягивает цангу 35, задний конец вала якоря фиксируется в гнезде цанги, а передний конец вала якоря фиксируется в отверстии в переднем торце штанги 46. На этом заканчиваются подготовительные оиерации.
Пажатием кнопки на ну,тьте унравлення вк,гтючает автоматичсекий режим станка.
Пажатием кноики на пульте унравлення включается воздухораспределитель 68 н воздух поступает в нештоковую нолость цневмоцнлиндров 7 и через кулису 6, обойму 5, вал 2, обтекате,ть 1 смешается к середине станка, и его по,тость охватывает цакет железа якоря 67,
В конце хода кулиса 6 нажимает на конечный выключатель 9, чем включается электромагнитная муфта 16 н электропневматический клапан 69,
Включением электромагнитной муфты 16 от редуктора 13 его выходному валу передается технологическая скорость (она значительно меньше номинальной скорости) намотки н через вал 12, зубчатые колеса 11, 10, обойму 3 и вал 2 она передается водилу 4. Производится намотка первой группы витков, Памотка осуществляется за счет того, что провод отклоняется водилом 4, направляется на обтекатель 1 и, соскальзывая с него, укладывается в парные нротнвоположиые пазы якоря.
Одновременно с вк,тючением электромагнитной муфты 16 включается электропмевматичеекнй клапан 69, воздух ноетупает в нетитоковую полость ппевмоцнлиндра 20, отчего рычаг 19 иоворачнвается влево, приближая кулачковую однозуб Ю по,пумуфту 18 к кулачковой однозубой нолумуфтс 14, Вращающаяся кулачковая однозубая no,iyмуфта 14 захватывает зуб кулачковой однозубой нолумуфты 18 и вращает ее, отчего вра1цаетея входной вал распределительного устройства 21,
Паличне на кулачковых цолумуфтах 14 ц 18 только цо одному зубу обеспечивает включение распределительного устройства 21 в строго опреде,тенном положении водила 4, что необходимо для В151по,пнения операций, осушеетвляемых рабочтчмн органами в иериод выцолнення намотки с технологической скоростью.
Первый виток, соскальзывающий с обтекателя 1, встречает гребешок коллектора 66 н обводится вокруг него, образуя петлю, зацепленную на гребешке. Пос,те этого трос управления 25 втягнваетс5Р в раепределнтельное }ттройство 21, отчего рычаг 61 новорачнваетея по часовой стрелке, гильза 48 нере тешается вперед, перекладывая гребеп1К1 коллектора 66. При послед юших оборотах водила 4 наматываемый провод пропускает гребегпки ко,т,1ектора, скользя по гильзе 48.
После зацеп,1ения петли провода на гребешке выпо,11Тяются еи,е несколттко оборотов водила 4 с технологической скоростью для закрепления первых витков в пазах якоря. Завершив последний виток первой группы внтков, ку,1ачок 30 нажимает на конечный выключатель 32 и выключаются э,eктpo taгннтнaя муфта 16 и электропнечматический клапан 69, Выходной ва,т ред ктора отк,1ючается, а шток нневмоцилиндра 20 перемещается вцраво, разъединяя однозубые к лачковые полумусЬты 14 и 18.
В конце хода шток пневмоци,1нндров 20 нажимает на конечный выключатель 34, вк,тючающнй э,тектромагннтную муфту 15, Вк,г1ючением э,пектромагнитной муфты от редуктора 13 его выходному валу передается номинальная скорость намотки, которая через вал 12, зубчатые колеса 11, 10, обойму 3, вал 2 передается ВОДИЛУ 4, Происходит домотка первой секции. После завер1нения намотки первой секции счетчик оборотов 70 отк,тючает э,1ектромагнитную муфту 15 и через реле времени вк,тючает электромагнитную муфту 16 и электропнев aтIчecкlIЙ к,тапан 69, Вк,тючается вторая .1 ;ех о.логичеекнх оборотов так же, как и группа, и второй раз включается шсиределительное устройство 21,
При выполнении второй группы витков происходит следующее.
В определенный момент поворота водила 4 тросы управления 23 и 24 втягиваются в корнус распределительного устройства 21. Рычаг 45 поворачивается против часовой стрелки и через собачку 44, храповик 43, зубчатые колеса 42, 41, вал 36 поворачивает цангу 35 с якорем 67 на один шаг пазо: якоря. Рычаг 54 поворачивается но часово стрелке и через еобачку 53, храповик 51, вал 52, зубчатое колесо 50, гильзу 48, выстун 49, штангу 46 поворачивает коллектор 66, на один шаг ламелей поднося очередной гребешок в зону пакида на него вывода секний.
После поворота якоря н коллектора тросы управления 23 и 24 отпускаются из корпуса распределительного устройства 21. Рычаг 45 под действием пружины 27 поворачивается по часовой стрелке в исходное положение, а собачка 44 проскальзывает через зуб храповика 43. Рычаг 54 под действием пружины 28 поворачивается против часовой стрелки в исходное но,тожение, а собачка 53 проскальзывает через зуб храповика 51.
При дальнейи1ем повороте водила 4 трое управления 25 отпускается из корпуса раснределительного устройства 21, рычаг 61 под действием пружин:; 29 поворачивается против часовой стрелки, а гильза 48 отходит в заднее крайнее ноложение, открывая гребешки коллектора. Соскал зываю1ний с обтекателя 1 нровод обводится вокруг гребешка ламели, образуя петлю, зацепленную на гребешке.
При дальнейшем повороте водила трос управления 25 втягивается в распределительное устройство 21, отчего рычаг 61 поворачивается по часовой стрелке, а гильза 48 перемещается вперед, перекрывая гребешки коллектора 66. При последуюпдпх оборотах водила 4 провод пропускает гребешки коллектора, скользя по гильзе 48.
После окончания второй группы витков второй раз включается номинальная скорость намотки так же, как и после окончания первой группы витков.
Цикл, состояии1Й из операций, выполняемых во второй группе витков, повторяется перед домоткой каждой секции с номинальной скоростью намотки.
После завершения намотки всех секций от счетчика оборотов 70 еш,е раз включается технологическая скорость намотки. При этом трос управления 22 опускается из корпуса распределительного устройства 21. Под действием пружины 26 механизм захвата конца провода 62 приближается к обтекателю 1, встречает провод, захватывает его.
После этого трос управления 22 втягивается в корпус распределительного )ттройства 21, захват механизма 62 отводится от обтекателя 1. Во время отвода провод отражается со стороны якоря, а конец провода со стороны бобины защемляется в механизме захвата конца провода.
При дальнейшем повороте водила 4 трос управления 25 отпускается из корпуса распределительного устройства 21 и по описанной выше схе.ме гильза 48 отходит назад, открывая гребешки ламелей коллектора 66.
Когда завершается последний технологический оборот, кулачок 31 нажимает на конечный выключатель 33, который выключает электромагнитную муфту 16, электропневматический кланан 69 и воздухораспределитель 68.
Воздух от воздухораспределителя 68 ност т1ает в нештоковую по.тость цилиндра 7, кулиса 6 качается нод действие.м пнев.моцилиндра и через обойму 5, вал 2 отводит обтекатель 1 от якоря 67. В крайнем положении кулиса 6 воздействует на механизм фиксации выводов секции, обжимы 64 и 65 приближаютея к паре противоположных гребешков ламелей и пригибают их к кол,лектору, тем самым фиксируя вывод каждой секции на коллекторе. Перед обжимом следующей пары гребешков ламелей якорь и ко,:1лектор поворачиваются на один и.гаг.
После завершения фиксации выводов всех секций на гребешках ламелей включается привод 58, врашаюпий вал 57 с кулачками 56 и 59.
От кулачка 56 через рычаг 55 втулка 47 перемеп1г1ется вперед по штанге 46, снимает коллектор 66 с конца штанги 46 н напрессовывает на вал якоря 67, после чего втулка 47 тем же рычагом 55 возвращается в заднее крайнее положение.
Ку. 59, совершив один оборот, возд(м ствует на конечный выключатель 60, коIopbiii вк.почает привод 58. На этом заканчи1 астся автоматический цикл работы станка.
Поворотом барабана 40 через поводок 39 и вал 36 цанга 35 перемешается в заднее крайнее положение. В конце хода гильза 37 паталк1 пается ira жееткий упор, цанга 35 перемещается относительно гильзы 37 и раскрывается. Намотанный якорь снимается со станка.
Данный станок обеспечивает повышение производ1ггелы ости при 1 :;готовленнп якорей электродвигателей, а также обеспечивает намотку якоря при расположении коллектора вплотную к лобовой части обмотки.
Ф о р м у л а изобретения
Станок для намотки якорей коллекторных электрических , содержащий привод, механизмы для фиксэцш п поворота якоря, устройство для натяжспмя провода и для фиксации выводов секций обмотки, полило, о т л и ч а ю ш; и и с я тем, что, с целью гювыщения производительности, а также уменьшения габарите;; якоря путем обеспечения намотки якоря при расположении коллектора вплотную к лобовой части
обмотки, станок снабжен устройством для фиксации и напрессовки коллектора на вал якоря, установленным соосно с механизмом для фиксации и поворота якоря и выполненным в виде втулки с пазом на внешней образующей поверхности, связанной с приводами ее возвратно-поступательного перемещения и вращения, которая установлена внутри гильзы, соединенной с приводом ее
возвратно-поступательного перемещения, а внутри втулки установлена щтанга с выступом, расположенным в паз} втулкп, и от15ерстием в торце со стороны механизма для фиксации и поворота якоря.
Источники информации, принятые во внимание при экспертизе 1. Патент США Х 3892366, кл. 242-7.05, 1975.
.. -Г
С: 13 --61
6В V7
f
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для намотки якорей коллекторных электрических машин | 1977 |
|
SU666616A1 |
| Станок для намотки якорей электрических машин | 1977 |
|
SU736280A1 |
| Станок для намотки коллекторных элек-ТРичЕСКиХ МАшиН | 1978 |
|
SU817886A1 |
| Станок для намотки якорей электрических машин | 1976 |
|
SU750662A1 |
| Станок для намотки якорей коллекторных электрических машин | 1987 |
|
SU1525824A1 |
| Ротационно-обжимное устройство | 1977 |
|
SU742024A1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ СПАРЕННЫХ СЕРИЕСНЫХ | 1973 |
|
SU388307A1 |
| Устройство для автоматического изготовления якорей микроэлектродвигателей | 1990 |
|
SU1791915A1 |
| Устройство для установки клиньев в пазы якорей электрических машин | 1980 |
|
SU920969A1 |
| Устройство болеховского для подачи заготовок на позицию обработки | 1972 |
|
SU616112A1 |
35
С
fS S
47 fS
ipui.S
