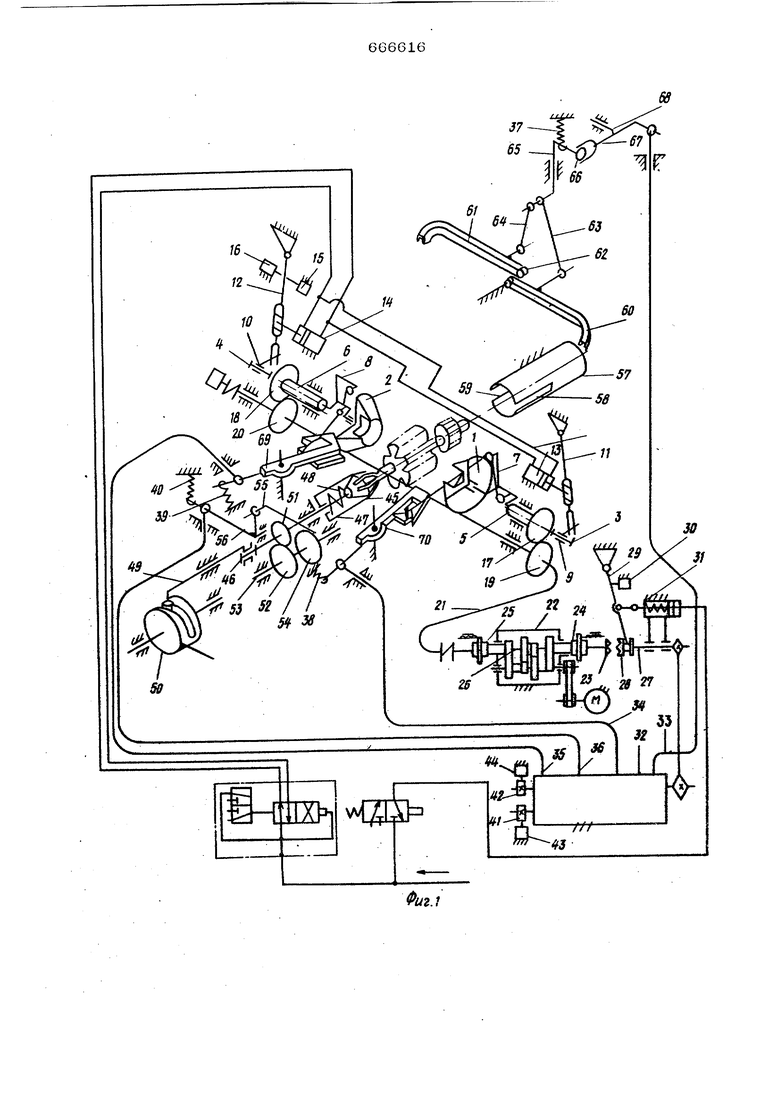
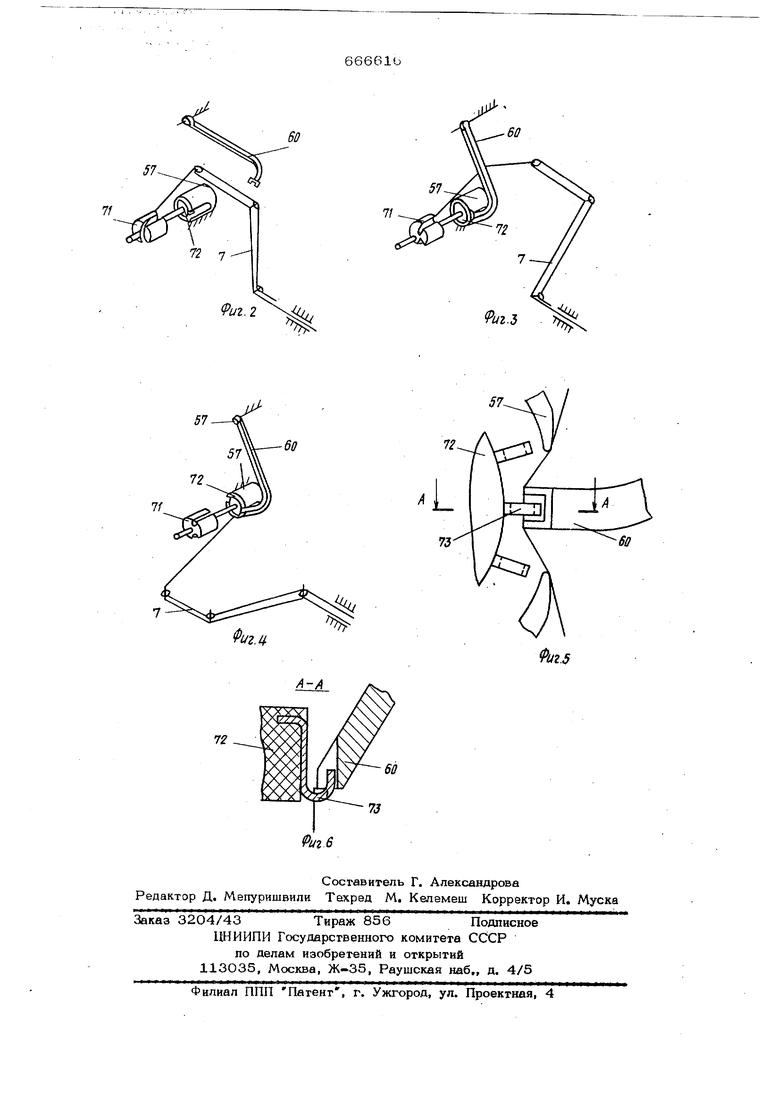
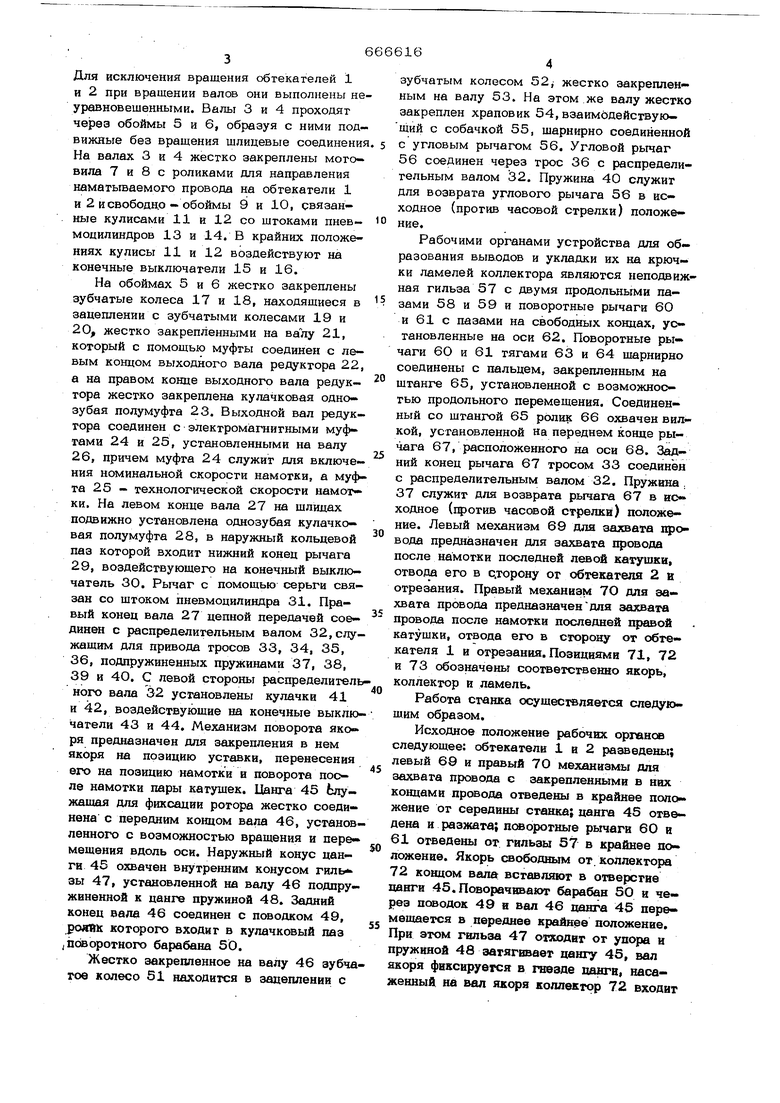
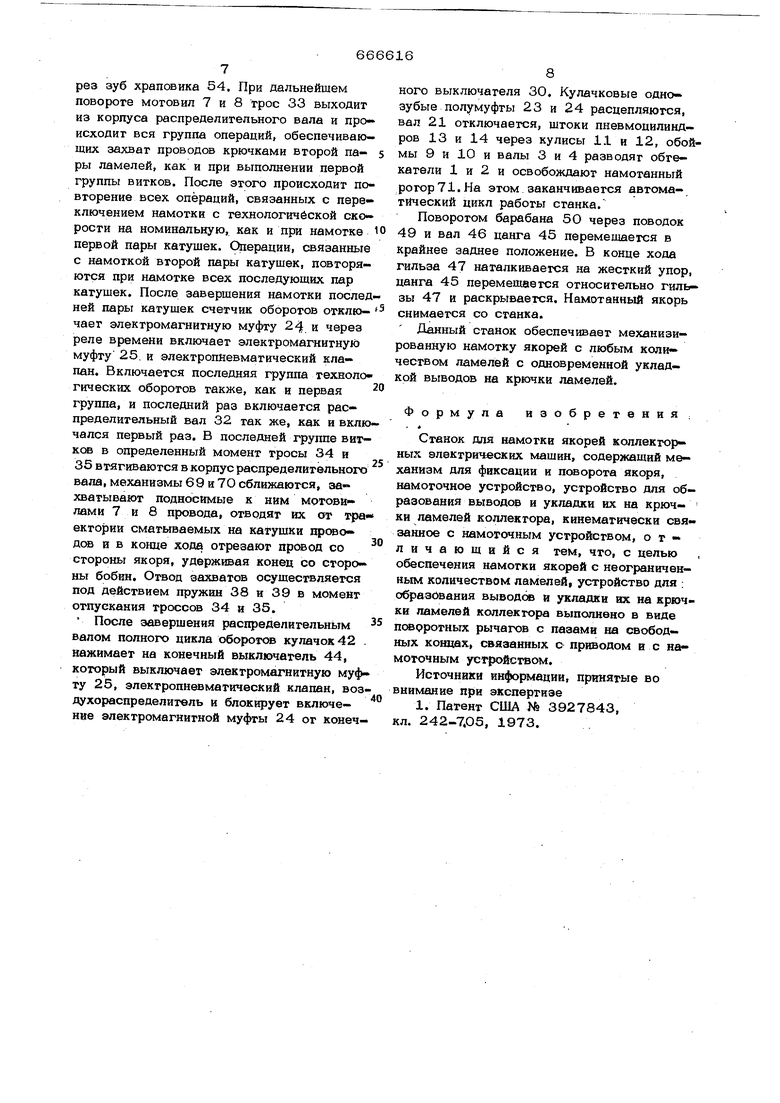
Для исключения вращения обтекателей 1 и 2 при вращении валов они выполнены неуравновешенными. Валы 3 и 4 проходят через обоймы 5 и 6, образуя с ними подвижные без вращения шлицевые соединения На валах 3 и 4 жестко закреплены мотовила 7 и 8 с роликами Для направления наматываемого провода на обтекатели 1 и 2 и свободнр - обоймы 9 и 10, связанные кулисами 11 и 12 со штоками пневмодилиндров 13 и 14. В крайних положениях кулисы 11 и 12 воздействуют на конечные выключатели 15 и 16. На обоймах 5 и 6 жестко закреплены зубчатые колеса 17 и 18, находящиеся в зацеплении с зубчатыми колесами 19 и 20, жестко закрепленными на валу 21, который с помощью муфты соединен с левым концом выходного вала редуктора 22, а на правом конце выходного вала редуктора жестко закреплена кулачковая одноЗУ бая полумуфта 23. Выходной вал редуктора соединен с электром;агнитными муфгами 24 и 25, установленными на валу 26, причем муфта 24 служит для включения номинальной скорости намотки, а муф та 25 - технологической скорости намотки. На левом конце вала 27 на шлицах подвижно установлена однозубая кулачковая полу муфта 28, в наружный кольцевой паз которой входит нижний конец рычага 29, воздействующего на конечный выключатель ЗО, Рычаг с помощью серьги связан со штоком пневмоцилиндра 31. Правый конец вала 27 цепной передачей соединен с распределительным валом 32, слу жащим для привода тросов 33, 34, 35, 36, подпружиненных пружинами 37, 38, 39 и 4О. С левой стороны распределител ного вала 32 установлены кулачки 41 и 42, воздействующие на конечные выклю чатели 43 и 44, Механизм поворота якоря предназначен для закрепления в нем якоря на позицию уставки, перенесения его на позицию намотки в поворота после намотки пары катушек. Шнга 45 Ьлужашая для фиксации ротора жестко соединена с передним концом вала 46, установ ленного с возможностью вращения и пере мешвния вдоль оси. Наружный конус цанги 45 охвачен внутренним конусом гиль зы 47, установленной на валу 46 подпружиненной к цанге пружиной 48. Задний конец вале 46 соединен с поводком 49, рояйк которого входит в кулачковый паз ;поворотного барабана 50. Жестко закрепленное на валу 46 зубча тое колесо 51 находится в зацеплении с зубчатым колесом 52, жестко закрепленным на валу 53. На этом же валу жестко закреплен храповик 54, взаимодействующий с собачкой 55, шарнирно соединенной с угловым рычагом 56. Угловой рычаг 56 соединен через трос 36 с распределительным валом 32. Пружина 40 служит для возврата углового рычага 56 в исходное (против часовой стрелки) положение. Рабочими органами устройства для образования ВЫВ.ОДОВ и укладки их на крючки ламелей коллектора являются неподвижная гильза 57 с двумя продольными пазами 58 и 59 и поворотные рычаги 60 и 61 с пазами на свободных концах, установленные на оси 62. Поворотные рычаги 60 и 61 тягами 63 и 64 щарнирно соединены с пальцем, закрепленным на щтанге 65, установленной с возможностью продольного перемещения. Соединенный со штангой 65 ролик 66 охвачен вилкой, установленной на переднем конца рычага 67, расположенного на оси 68. Задний конец рычага 67 тросом 33 соединен с распределительным валом 32. Пружина. 37 служит для возврата рычага 67 в исходное (против часовой стрелки) положение. Левый механизм 69 для захвата провода предназначен для захвата провода после намотки последней левой KaTyviKVi, отвода его в с.торону от обтекателя 2 и отрезания. Правый механизм 7О для захвата провода предназначендля захвата провода после намотки последней правой катушки, отвода его в сторону от обтекателя 1 и отрезания. Позициями 71, 72 и 73 обозначены соответственно якорь, коллектор и ламель. Работа станка осуществляется следующим образом. Исходное положение рабочих органе следующее: обтекатели 1 и 2 разведены; левый 69 и правый 70 механизмы Для захвата провода с закрепленными в ннх концами провода отведены в крайнее положение от середины станка; цанга 45 отведена и разжата; поворотные рычаги 60 и 61 отведены ог гильзы 57 в крайнее положение. Якорь свободным от/коллектора 72 концом вала: вставляют в охверсгие цанги 45. Поворачивают барабан 50 и через поводок 49 и вал 46 цанга 46 перемешается в переднее крайнее положение. При атом гильза 47 отходит от упора и пружиной 48 эагягиваег цангу 45, вал якоря фиксируется в гнезде шнгВ| насаженный на вал якоря коллектор 72 входит В гильзу 57 гак, что две противопололош ламели 73 коллектора 72 окаэьюаются по средине продольных пазсж 58 и 59 гильзы 57. Нажатием кнопки на пульте управления (на чертеже не показан) включают воздухораспределитель в поступает в нештоковые полости пневмоиилиндров 13 и 14 и через кулисы 11 и 12, обоймы 9 и 10 и валы 3 и 4 обтекатели 1 и 2 сближаются до крайнего положения и охватьтают ш.кеты железа якqpя 71. В конце хода кулиса 12 нажимает на конечный выключатель 15, чем включается эле тромагнитная муфта 25 и электропневмати ческий клапан. Включением электромагаитной муфты 25 от редуктора 22 его выход ному валу передается технологическая ско рость (она значительно меньше номинальной скорости) намотки и через вал 21, зубчатые колеса 19, 2О, 17 и 18, обой- мы 5 и 6 и валы 3 и 4 она лередаегся мотовилам 7 и 8. Производится намотка первой Группы технологических витков. Намотка осуществляется за счет того, что , провод, проходя через центральное отверо тие в валах 3 и 4, отклсншется мотовилами 7 и 8. нагфавляется на обтекатели 1 в 2 и соскальаьгаая с них укладывается в парные противоположные пазы яко- , ря 71. Одновременно с включением элек- трбмагнигной муфты 25 включается элек- тропневматический клапан и воздух поступает в нештоковую полость пневмоцилннд- ра 31, Рычаг 29 псдаорачивается влево, приближая кулачковую однозубую попумуфту 28 к кулачковой однозубой полумуфге ИЗ Вращающаяся кулачковая однозубая полумуфта 23 захватывает зуб однозубой полумуфты 28 обеспечивает вращение последней, в результате вращается вал 27 и через цепную передачу вхощюй вал распределительного вала 32. Наличие ва кулачковых полумуфтах 23 в S8 только по одному зубу обеспечивает включение распределительного вала 32 в строго определенном положении 7 И 8, что необходимо для выполнения операций, осуществляющих рабочими органами станка в период выполнения намотки с технологической скоростью. На первом витке трос 33 выталкивается из корпуса распредели тельного вала 32, рычаг 67 на оси 68.. поворачивается против часовой стрелки, штанги 65 с тягами 63 и 64 опускается вниз, поворотные рычаги 60 и 61 поворачиваются на оси 52 т&к, что конец каждого рычага пересекает траекторию сбегающего с соответствующехх мотсаила прово да, подаодится под провод, заходит в.соответствующий продольный паз гильзы 57, накрьшает крючок ламели 73 таким образом, что он оказывается охваченным пазом поворотного рычага. Сразу же после захвата провода крючком трос 33 опускается вниз (втягивается в корпус распределительного вала 32), (лгнаг 67 на оси . 68 поворачивается пружиной 37 по часовой стрелке, штанга 65 с тягами 63 и 64 поднимается вверх, концы поворотных рычагов 6О и 61 отводятся от продольных пазов 58 и 59 гильзы 57 и при дальнейшей намотке провода мот юшшми 7 и 8 препятствуют этбй намотке. После захвата проводов крючками ламелей выполняется еше несколько оборотов мотовил 7 и 8 с технологической скоростью для закрепления пертых витков в пазах якоря Завершив последний виток первой грущты витков, кулачок 41 нажимает на конечный выключатель 43, выключается электромагнитная муфта 25 н электропневматический клапан. Выходной вал редуктора 22 отключается от вращения, а шток пневмоцилиндра 31 перемещается вправо, рассоединяя через рычаг 29 однозубые кулачковые поду муфты 23 и 28. В конце хода рычаг 29 нажимает на конечный выключатель 30, включающий электромагнитную муфту 24. Включением электромагнитной муфты 24от редуктора 22 его выходному валу передается номинальная скорость намотки, которая через вал 21, зубчаиые колеса 19, 2О, 17 и 18, обоймы 5 и 6 и валы 3 и 4 передаегси мотовилам 7 и 8. Происходит домотка пе{жой пары катушек. После завершения намотки первой пары катушек счетчик оборотов отключает электромагнитную муфту 24 и через реле времени включает электромагнитную муфту 25и электропневматический клапан. При выполнении второй группы витков происходит следующее, В определенный момент. Поворота мотовил 7 и 8 трос 35 втягивается в корпус распределительного вала 32. Углсжой рычаг 56 поворачивается против часовой стрелки и через собачку 55, храпсдаик 54, зубчатые колеса 52 и 51 к вал 46 поворачивает цангу 45 с якорем 71 на один шаг пазов якоря, подводя очередную пару ламелей к продольным пазам 68 и 59 гильзы 57, После поворота якоя трос 35 выталкивается из корпуса расределительного вала 32, Угловой рычаг 56 под действием пружины 4О поворачиается по часовой стрелке в исходное поожение, а собачка 51 проскальзывает че- рез зуб храповика 54. При дальнейшем повороте моговил 7 и 8 грос 33 выходит из корпуса распределительного вала и происходит вся группа операций, обеспечивающих захват проводов крючками второй пары ламелей, как и при выполнении первой группы витков. После этого происходит повторение всех операций, связанных с переключением намотки с технологической скорости на номинальную, как и при намогке первой пары катушек. Шерации, связанные с намоткой второй парьг катушек, повторяются при намотке всех последующих пар катущек. После завершения намотки послед ней пары катушек счетчик оборотов отключает электромагнитную муфту и через реле времени включает электромагнитную муфту 25. и алектропйевмагический клапан. Включается последняя группа технологических оборотов также, как и первая группа, и последний раз включается распределительный вал 32 так же, как и вклю чался первый раз. В последней группе витков в определенный момент тросы 34 и 35 втягиваются в корпус распределительного вала, механизмы 6 9 и 70 сближаются, захватывают подносимые к ним мотовилами 7 и 8 провода, отводят их от гра ектории сматываемых на катушки нрсдао- дав и в конце хода отрезают провод со стороны якоря, удерживая конец со стороны бобин. Отвод захватов осуществляется под действием пружин 38 и 39 в момент отпускания троссов 34 и 35. После завершения распределительным валом полного цикла обороте кулачок 42 нажимает на конечный выключатель 44, который выключает электромагнитную муфту 25, электропневматический клапан, воз духораспределитель и блокирует включение электромагнитной муфты 24 от конечкого выключателя 30. Кулачковые однозубые полумуфты 23 и 24 расцепляются, вал 21 отключается, штоки пневмоцилиндров 13 и 14 через кулисы 11 и 12, обоймы 9 и 10 и валы 3 и 4 разводят обтекатели 1 и 2 и освобождают намотанный ротор 71. На этом заканчивается автоматический цикл работы станка. Поворотом барабана 50 через поводок 49 и вал 46 цанга 45 перемешается в крайнее заднее положение. В конце хода гильза 47 наталкивается на жесткий упор, цанга 45 перемешается относительно гильзы 47 и раскрывается. Намотанный якорь снимается со станка. Данный станок обеспечивает механизированную намотку якорей с любым количеством ламелей с одновременной укладкой выводов на крючки ламелей. Формула изобретения, Станок для намотки якорей коллекторных электрических машин, содержащий механизм для фиксации и поворота якоря, намоточное устройство, устройство для образования выводов и укладки их на крючки ламелей коллектора, кинематически связанное с намоточным устройством, отличающийся тем, что, с целью обеспечения намотки якорей с неограниченным количеством ламелей, устройство для : образования выводов и укладки их на крючки ламелей коллектора выполнено в виде псврротных рычагов с пазами на свободных концах, связанных с приводом в с намоточным устройством. Источники информации, принятые во внимание при экспертизе 1. Патент США Ns 3927843, кл. 242-7.05, 1973. s л i

| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для намотки якорей коллекторных электрических машин | 1976 |
|
SU688962A1 |
| Станок для намотки коллекторных элек-ТРичЕСКиХ МАшиН | 1978 |
|
SU817886A1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ СПАРЕННЫХ СЕРИЕСНЫХ | 1973 |
|
SU388307A1 |
| Устройство для намотки электрических катушек | 1974 |
|
SU530397A1 |
| Станок для намотки магнитопроводов электрических машин | 1981 |
|
SU1023555A1 |
| Автомат для изготовления электрических катушек | 1977 |
|
SU728175A1 |
| АВТОМАТ ДЛЯ ДОМОТОКИ ШПУЛЬ | 1952 |
|
SU98613A1 |
| Автомат для изготовления электрических катушек | 1981 |
|
SU1023419A1 |
| СТАНОК ДЛЯ НАМОТКИ МАЛОГАБАРИТНЫХ ТОРОИДАЛЬНЫХ СЕРДЕЧНИКОВ | 1966 |
|
SU183836A1 |
| Станок для намотки и укладки катушекВ пАзы МАгНиТОпРОВОдА CTATOPOB элЕКТРи-чЕСКиХ МАшиН | 1978 |
|
SU817885A1 |