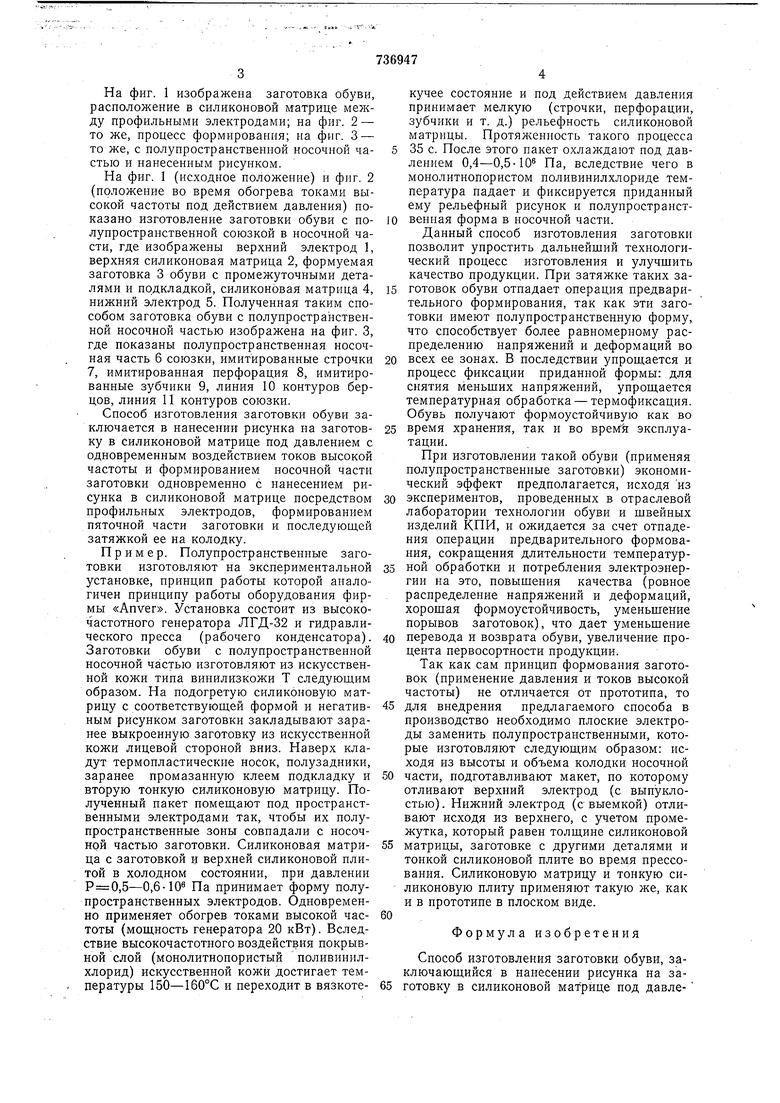
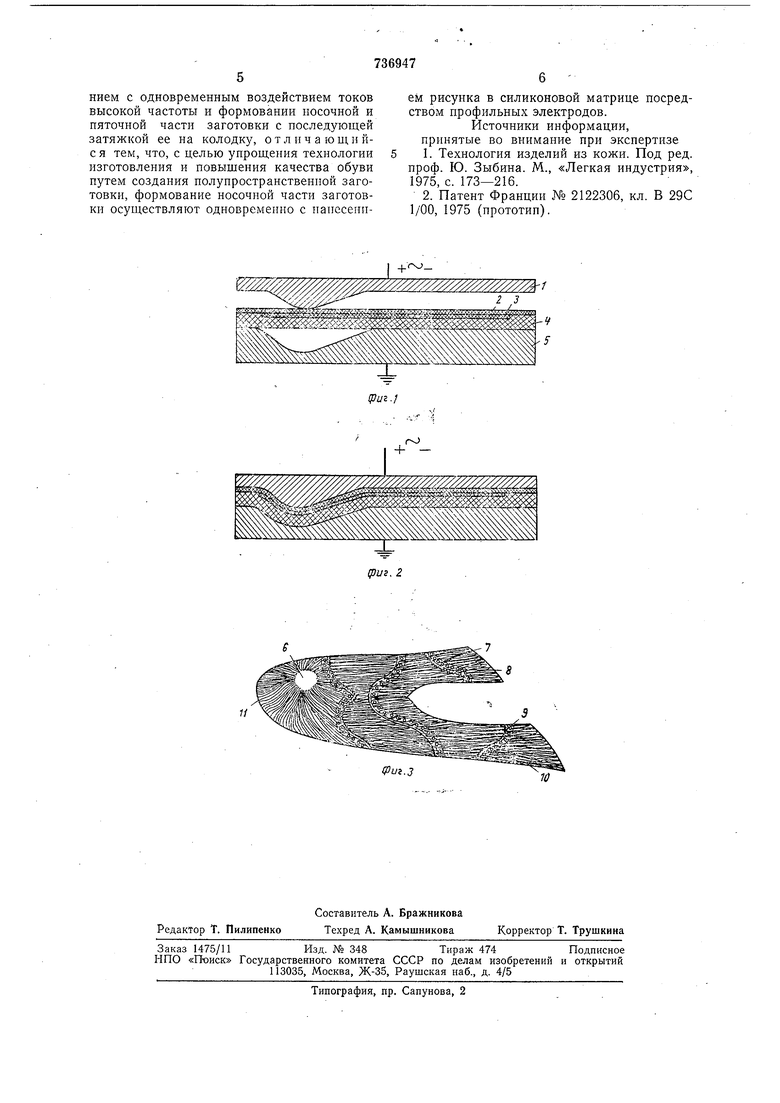
На фиг. 1 изображена заготовка обуви, расположение в силиконовой матрице между профильными электродами; на фиг. 2 - то же, процесс формирования; на фиг. 3 - то же, с полунространственной носочной частью и нанесенным рисунком.
На фиг. 1 (исходное положение) н фиг. 2 (положение во время обогрева токами высокой частоты под действием давления) показано изготовление заготовки обуви с полупространственной союзкой в носочной части, где изображены верхннй электрод 1, верхняя силиконовая матрица 2, формуемая заготовка 3 обуви с промежуточными деталями и подкладкой, силиконовая матрица 4, нижний электрод 5. Полученная таким способом заготовка обуви с полунространствеиной носочной частью изображена на фиг. 3, где показаны полунространственная носочная часть 6 союзкн, имитированные строчки 7, имитированная перфорация 8, имитированные зубчики 9, линия 10 контуров берцов, линия 11 контуров союзки.
Снособ изготовления заготовки обуви заключается в нанесении рисунка на заготовку в силиконовой матрице под давлением с одновременным воздействием токов высокой частоты и формированием носочной части заготовки одновременно с нанесением рисунка в силиконовой матрице посредством профильных электродов, формированием пяточной части заготовки и последующей затяжкой ее на колодку.
Пример. Полунространственные заготовки изготовляют на экспериментальной установке, принцип работы которой аналогичен принципу работы оборудования фирмы «Anver. Установка состоит из высокочастотного генератора ЛГД-32 и гидравлического пресса (рабочего конденсатора). Заготовки обуви с полупространственной носочной частью изготовляют из искусственной кожи типа винилизкожи Т следующим образом. На подогретую силиконовую матрицу с соответствующей формой и негативным рисунком заготовки закладывают заранее выкроенную заготовку из искусствеииой кожи лицевой стороной вниз. Наверх кладут термопластические носок, полузадники, заранее промазанную клеем подкладку и вторую тонкую силиконовую матрицу. Полученный пакет помещают под пространственными электродами так, чтобы их полупространственные зоны совпадали с носочной частью заготовки. Силиконовая матрица с заготовкой и верхней силиконовой плитой в холодном состоянии, при давлении ,5-0,6-10 Па принимает форму полупространственных электродов. Одновременно применяет обогрев токами высокой частоты (мощность генератора 20 кВт). Вследствие высокочастотного воздействия покрывной слой (монолитнопористый поливинилхлорид) искусственной кожи достигает температуры 150-160°С и переходит в вязкотекучее состояние и под действием давления принимает мелкую (строчки, перфорации, зубчики и т. д.) рельефность силиконовой матрицы. Протяженность такого процесса 35 с. После этого накет охлаждают под давлением 0,4-0,5-108 Па, вследствие чего в монолитнопористом поливинилхлориде температура падает и фиксируется приданный ему рельефный рисунок и полупространственная форма в носочной части.
Данный способ изготовления заготовки позволит упростить дальнейщий технологический процесс изготовления и улучщить качество продукции. При затяжке таких заготовок обуви отпадает операция предварительного формирования, так как эти заготовки имеют полупространственную форму, что способствует более равномерному распределению напряжений и деформаций во
всех ее зонах. В последствии упрощается и процесс фиксации приданной формы: для снятия меиьщих напряжений, упрощается температурная обработка - термофиксация. Обувь получают формоустойчивую как во
время хранения, так и во время эксплуатации.
При изготовлении такой обуви (применяя полупространствениые заготовки) экономический эффект предполагается, исходя из
экспериментов, проведенных в отраслевой лаборатории технологии обуви и щвейных изделий КПИ, и ожидается за счет отпадения операции предварительного формования, сокращения длительности температурной обработки и потребления электроэнергии на это, повыщения качества (ровное распределение напряжений и деформаций, хорошая формоустойчивость, уменьщение порывов заготовок), что дает уменьшение
перевода и возврата обуви, увеличение процента первосортности продукции.
Так как сам принцип формования заготовок (применение давления и токов высокой частоты) не отличается от прототипа, то
для внедрения предлагаемого способа в производство необходимо плоские электроды заменить полупространственными, которые изготовляют следующим образом: исходя из высоты и объема колодки носочной
части, подготавливают макет, по которому отливают верхний электрод (с выпуклостью) . Нижний электрод (с выемкой) отливают исходя из верхнего, с учетом промежутка, который равен толщине силиконовой
матрицы, заготовке с другими деталями и тонкой силиконовой плите во время прессоваиия. Силиконовую матрицу и тонкую силиконовую плиту применяют такую же, как и в прототипе в плоском виде.
Формула изобретения
Способ изготовления заготовки обуви, заключающийся в нанесении рисунка на заготовку в силиконовой матрице под давлением с одновременным воздействием токов высокой частоты и формовании носочной и пяточной части заготовки с носледующей затяжкой ее на колодку, о т л и ч а ю щ и йся тем, что, с целью упрощения технологии изготовления и повышения качества обуви путем создания полупространственной заготовки, формование носочной части заготовки осуществляют одновременно с нанесением рисунка в силиконовой матрице посредством профильных электродов.
Источники информации, прннятые во внимание при экспертизе
1.Технология изделий из кожи. Под ред. проф. Ю. Зыбина. М., «Легкая индустрия, 1975, с. 173-216.
2.Патент Франции № 2122306, кл. В 29С 1/00, 1975 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматический комплекс для сборки обуви | 1985 |
|
SU1384315A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБУВИ ШНУРОВОЙ ЗАТЯЖКИ ЗАГОТОВКИ ВЕРХА ЛИТЬЕВОГО МЕТОДА КРЕПЛЕНИЯ НИЗА | 2003 |
|
RU2246886C2 |
| Устройство для предварительного формования пяточной части заготовки верха обуви | 1982 |
|
SU1057002A1 |
| Машина для затяжки носочно-пучковой части обуви | 1990 |
|
SU1729433A1 |
| Способ изготовления бесподкладочной обуви | 1987 |
|
SU1531970A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ УТЕПЛЕННОЙ ОБУВИ | 2000 |
|
RU2205578C2 |
| Способ изготовления обуви для спортивных бальных танцев | 2018 |
|
RU2703562C1 |
| ВКЛАДНАЯ СТЕЛЬКА ДЛЯ ОБУВИ | 1998 |
|
RU2129822C1 |
| ПОЛУАВТОМАТ ДЛЯ КРУГОВОЙ ЗАТЯЖКИ И ФОРМОВАНJ^f/^-'l-ftv" ЗАГОТОВКИ РАНТОВОЙ ОБУВИ И НАКЛАДКИ ^-*v-J:cfx/ | 1965 |
|
SU170848A1 |
| Способ предварительного формования заготовки верха обуви и последующей затяжки обуви | 1981 |
|
SU1134164A1 |
+V%J
