(54) УСТРОЙСТВО ДЛЯ УПРАВЛЕНЙЯ СКОРОСТБЮ
НАПОЛНЕНИЯ КРИСТАЛЛИЗАТОРА ПРИ ПУСКЕ МАШИН
НЕПРЕРЬШНОГО ЛИТБЯ МЕТАЛЛА
| название | год | авторы | номер документа |
|---|---|---|---|
| Система автоматического управления машиной непрерывного литья заготовок | 1982 |
|
SU1047584A1 |
| Система управления непрерывной разливкой жидкого металла | 1974 |
|
SU607643A1 |
| Устройство для управления скоростью наполнения кристаллизатора при пуске | 1973 |
|
SU461794A1 |
| Устройство автоматического управления машиной непрерывного литья металла | 1980 |
|
SU917899A1 |
| Устройство для автоматической подачи металла в промежуточную емкость машины непрерывного литья металла | 1980 |
|
SU908496A1 |
| Устройство для управления процес-COM НЕпРЕРыВНОй РАзлиВКи МЕТАллОВ | 1979 |
|
SU804190A1 |
| Устройство автоматического управления порезом слитка на установке непрерывной разливки металла | 1980 |
|
SU942870A1 |
| Способ автоматического управления пусковым режимом машины непрерывного литья заготовок | 1976 |
|
SU602293A1 |
| Устройство для регулирования температуры | 1979 |
|
SU840837A1 |
| Устройство для регулирования температуры | 1980 |
|
SU877491A1 |
1
Изобретение относится к области различных технологических процессов, в частности к литейному производству. Оно может быть использовано при непрерывном литье металлов в системах управления режимом работы кристаллизатора на установках непрерывной разливки металла.
Известно устройство для управления скоростью наполнения кристаллизатора при пуске, состоящее из фотореле, Jf -реле, блока расчета темпа заполнения кристаллизатора, который включает электропривод тянущих клетей и определяет темп разгона клетей таким образом, чтобы заполнить кристаллизатор и остановить уровень металла на заданной отметке 1.
Известно также устройство для управления скоростью наполнения кристаллизатора при пуске, состоящее из а,атчик теплового потока от металла к кристаллизатору, регулятора, соединенного с исполнительным органом подачи металла в кристаллизатор, формирователя скорости изменения теплового потока, задатчика скорости изменения теплового потока и алгебраического сумматора, один из входов которого соединен с вцходом формирователя скорости изменения
tёпЛoMтo потока, второй вход -с выходом задатчика, а выход сумматора соединен со; в содом регулятора 2. :- Известное устройство работает следующим образом.
J в период заполнения кристаллизатора жидким металлом измеряется тепловой по йК дтйеталлаИ сформированная скорость изменения теплового потока сравнивается с заранее заданной на задатчике скоростью изменения -теплового потока. Возникающие
10 отклонения скорости изменения потока от заданной выделяются на выходе алгебраического сумматора, проходят далее на регулятор, который, воздействуя на исполнительное устройство, изменяет поступление жидкого металла в кристаллизатор в направ(5 лении восстановления заданной скорости изменения теплового потока, по которой судят о иЯюНГ т ОТвтгт рКтгаллйзатора.
, :,; Недостатком известного устройства яв20 ляется то, что оно не учитывает следующих обстоятельств. На современных мащинах непрёрь1вного Жтья екЬр6 тБ заполнения кристаллизатора жидким металлом не остаётся и не должна остаться постоянной.
На всех современных мощных машинах непрерывного литья различают дза периода заполнения к эисталлизатора.В первом периоде (примерно две трети длины кристаллизатора от головки затравки) идет заполнение кристаллизатора максимально возмож нь1м по технологии потоком жидкого металла, так как необходимо прогреть огнеупорный материал дозирующего органа до,максимально возможных температур.
Однако затем скорость наполнения кристаллизатора должна быть резко снижена, чтобы iiaTb время для упрочнения головной .части слитка и предотвратить прорыв жидкого металла под кристаллизатором.
Известное устройство, контролируя подачу металла в кристаллизатор путем слежения за скоростью теплоотвода от поступающего металла к охлаждающей кристаллизатор воде, сравнивает эту скорость с некоторой заранее заданной на задатчйке постоянной величиной. Возможные отклонения
&llCщЯ f fl V1 f- f .:.- ----- --.-.--- при этом фактической скорости теплоотвода от заданной выбираются регулятором. Таким образом, при использовании известного устройства сразу же возникает опасность или «заморозить металл в дозирующем органе, если величина выбранной и заданной скорости теплоотвода (наполнения кристаллизатора) мала, или же,не выдержать металл необходимое время в кристаллизаторе и тем самым ;оборвать головную часть слитка, если величина выбранной и заданной скорости наполнения кристаллизатора достаточно велика.
Ив том, и в другом случаях в машине возникает серьезная аварийная ситуация,
связанная с выходом машинь .из строя и
потерям годного металла.
.«.-«Целью изобретения является йовыщение надежности работы машин непрерывного литья металла и повышение выхода годного металла.
Указанная цель достигается тем, что в известное устройство, содержащее датчик
теллового потока от металла к кристаллизатору, регулятор, соедйненньт с исполнительным органом подачи металла в кристаллизатор, формирователь начальной -скорости изменения теплового потока, задатчик начальной скорости изменения теплового по: тока и алгебраический сумматор, дополнительно введены датчик выхода уровня металла в кристаллизаторе на заданную отметку, сигнализатор, вход которого соединен с выходом датчика уровня, задатчик конечной скорости изменения потока, переключатель, на первый вход которого подключен выход задатчика начальной скорос ти изменения теплбвого потока, на второй
вход вцхрд дополнительно введенного датчика конечной скорости, изменения теплового потока и на третий вход -выход
сигнализатора, выход же переключателя подсоединен на второй вход алгебраического сумматора.
737108
В качестве датчика теплового потока ис пользуются серийные приборы: расходомер воды, подаваемой в кристаллизатор, датчик перепада температуры воды, охлаждающей кристаллизатор и множительное уст-ройство (например, из комплекса АКЭСР), на вход которого подключаются расходомер и датчик перепада температуры.
В качестве датчика выхода уровня жидкого металла в кристаллизаторе на определенную отметку может быть использовано серийноеу-реле, например ГР-3.
В качестве задатчикоБ скорости изменения теплового потока могут использоваться унифицированные токовые задатчики из промышленного комплекса АКЭСР. В качестве переключателя и сигнализатора могут быть использованы сигнализаторы С-2, а в качестве датчика скорости изменения теплового потока - дифференциатор типа Д-1.
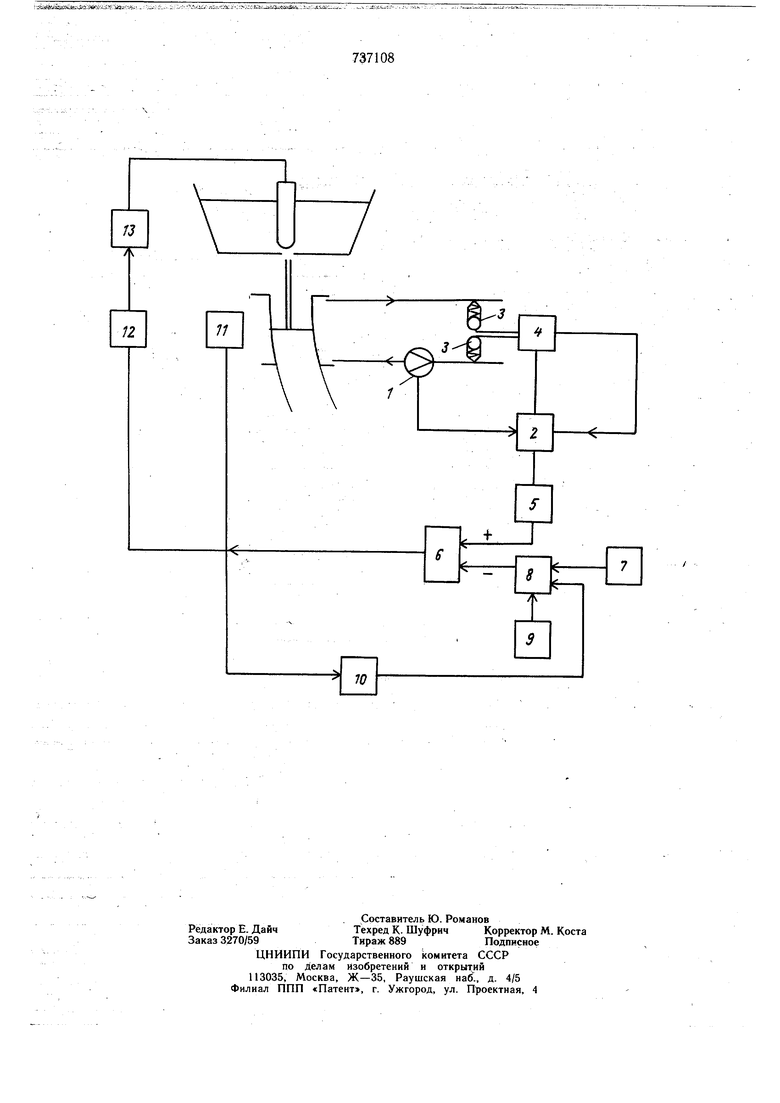
На чертеже изображено предлагаемое устройство.
Оно содержит .датчик 1 расхода воды на подводящем трубопроводе к кристаллизатору, устройство 2 умножения, на первый вход которого подключен выход датчика расхода, термометры 3 сопротивления на подводящем и отводящем трубопроводах, датчик 4 температурного перепада, на вход которого подключены указанные термометры сопротивления, а выход которого подключен на второй вход устройства 2 умножения, формирователь 5 скорости изменения теплового потока, алгебраический сумматор 6, на первый вход которого подключен выход формирователя 5 скорости, задатчик 7 начальной скорости изменения теплового потока, переключатель 8, на первый вход которого подключен выход задатчика 7, задатчик 9 конечной скорости изменения теплового потока, выход которого подключен ва . второй вхдд переклю.чателя 8, сигнализатор 10, выход которого подключен на третий вход переключателя 8, релейный датчик (у-реле 11) уровня металла в кристаллизаторе, выход которого подключен на вход сигнализатора 10, регулятор 12, на вход которого подключен выход алгебраического сумматора 6, выход же регулятора подключен на вход исполнительного устройства 1з;
Устройство работает следующим образом.
В начальный период наполнения кристаллизатора тепловой поток от жидкого металла дифференцируется на формирователе 5 скорости изменения потока и поступает на первый вход алгебраического сумматора 6, одновременно на второй вход этого сумматора через переключатель 8 поступает сигнал с выхода задатчика 7 начальной максимальной по технологии скорости изменения теплового потока. Возникающий сигнал разбаланса с выхода алгебраического сумматора 6 проходит на регулятор 12, который, воздействуя на исполнительное устройство 13, приводит в соответствие скорость наполнения кристаллизатора скорости, задаваемой задатчиком 7. Далее в момент выхода уровня металла в кристаллизаторе на отметку, определяемую установкой у -реле 11, реле срабатывает и через сигнализатор 10 переводит переключатель 8 в позицию, при которой на второй вход алгебраического сумматора 6 оказывается подключенным задатчик 9 конечной скорости изменения теплового потока. Задатчик 7 при этом отключается. Новое значение разбаланса .с. выхода алгебраического сумматора 6 опять-таки пр оходит на вход регулятора 12, и тот, воздействуя на исполнительное устройство 13, сокращает скорость наполнения кристаллизатора в соответствии с новым заданием, полученным от задатчика 9. Формула изобретения Устройство для управления скоростью наполн ния кристаллизатора при пуске машин непрерывного литья, металла, содершил tlCllpCpDlonwi VJ 1ЛГ111 /1, lyv, I uwivit, . жащее датчик теплового потока от металла
.A5)«5№rtKrj rt W..:i it-S
.,.:-;...A..-v;-:/V----:- -- - --- -- ----- - - - - --- -rr-- - .-i2r t a : 44 j aasateк кристаллизатору, регулятор, соединенный с исполнительным органом поДачи металла в 1кристаллйзЭТорГ формирователь начальной скорости изменения теплового потока, заДйтЧик начальной скорости изменения теплового потока и алгебраический сумматор, отличающее с fi тем, что, с целью повышения HaJeWHOCTH машин и увеличений выхода годнЪгб Шт Жа ройство дополнительно содержит датчик выхода уровня металла в кристаллизаторе на заданную йтйетку, сигнализатор, вход которого соединен с выходом датчика уровня, задатчик конечной скорости изменения теплового потока, переклщчатель, на первый вход которого подключен выход задатчика начальной скорости изЖейенйя тепловЬго потока, на второй вход - выход дополнительно введенного задатчика конечной скорости изменения теплбвого noTOiKi H на Третий вход -;- выход сигнализатора, выход же переключателя подсоединен на второй вход алгебраического сумматора;. Источники информации, принятые во внимание при экспертизе :;1. Авторское свидетельство СССР № 209667, кл. В 22 Р 11/14, 1969. . Авторское свидетельство СССР -- -г- 1 rvTC № 461794, кл. В 22 D 11/14, 1975.
737108
