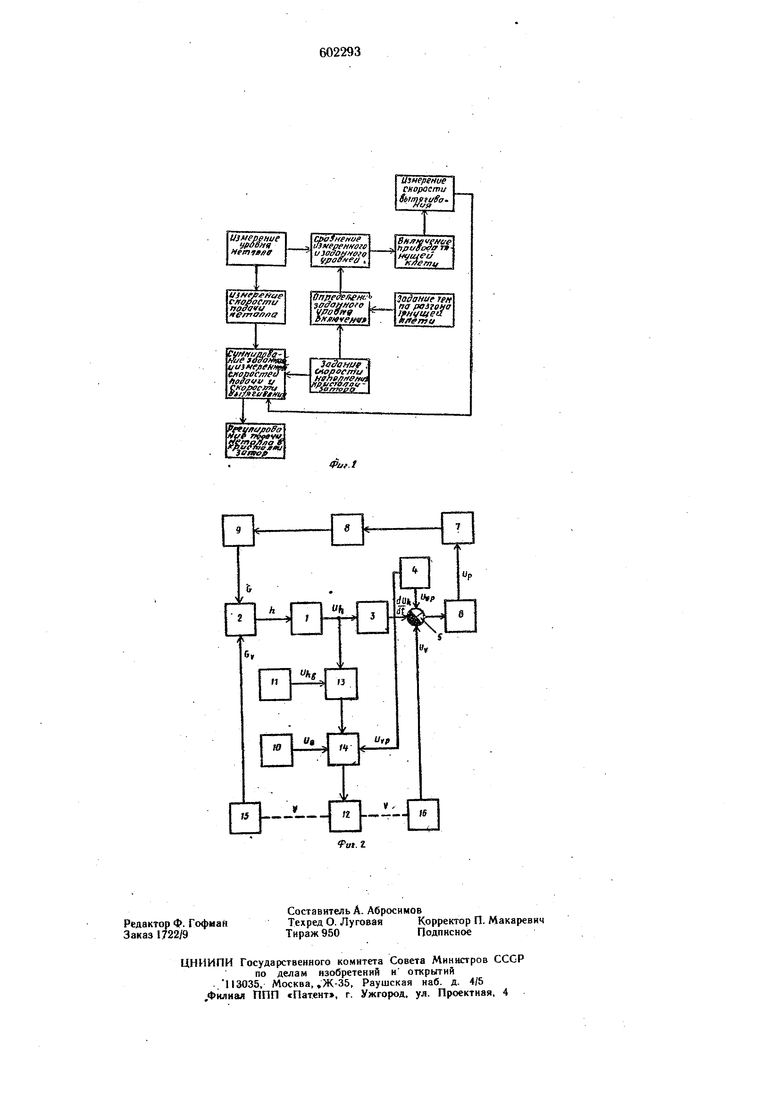
тягивания слитка и корректируют подачу металла с учетом измеренной скорости вытягивания. На фиг. I приведена блок-схема устройства для реализации предлагаемого способа автоматического управления пусковым режимом МНЛЗ; на фиг. 2 - структурная схема устройства. В процессе пуска МНЛЗ непрерывно измеряют уровень металла в кристаллизаторе (h и скорость его изменелим ( К сравнивают ее с заданно1 1 величиной (Vp) и в зависимости от величины и знака полученного разбаланса (4у- ) регулируют подачу жидкого металла в кристаллизатор. По заданным значениям конечной скорости вытягивания слитка (V). и темпа разгона двигателей тянущей клети (а или i) опредслг.ют величаду уровня металла в кристаллизаторе (h ), при котором включают двигатели привода тянущей клети. Так как при наличич скорости вытягивания скорость роста уровня (д ) уже не соответствует скорости подачи металла в кристаллизатор, измеряют скорость вытягивания слитка (V), суммируют ее с заданной и измеренной скоростью роста уровня (). и на основании суммар1юго сигнала регулируют подачу металла в кристаллизатор (размерность скорости V- м/с; уровня h - м.; времени 1 - с) Устройство для реализации описываемого способа содержит датчик I уровня, кристаллизатор 2, дифференциатор 3, задатчик 4 скорости, алгебраический сумматор 5, регулятор 6, исполнительный механизм 7, регулирующий орган 8, ковш 9, задатчик 10 темпа разгона, задатчик И уровня, привод 12 тянущей клети, элемент 13 сравнения, пускорегулирующее устройство 14, валки 15, датчик 16 скорости. В пусковом режиме разлнвки непрерывно датчиком 1 измеряют уровень (h) металла в кристаллизаторе 2. Получаемый с датчика снгнал (Uj,.). поступает на дифференциатор 3, где формируется сигнал скорости наполнения кристаллизатора металлом (). который совместно с сигналом заданной скорости от задатчика 4 направляется на алгебраический сумматор 5. В зависимости от величины и знака полученного сигнала рассогласования (- f-fvp ) регулятор 6 выдает соответствующую команду {{Jp ) исполнительному механизму 7, который перемещает регулирующий орган 8, изменяя тем самым расход (G) жидкого металла из ковща 9 в сторону уменьщения полученного разбаланса. В зависимости от задаваемых значений конечной скорости (Uvp ) вытягивания (с задатчнка 4 скорости) и темпа разгона (Ua). двигателей тянущей клети {от задатчика 10 темпа) определяют о устанавливают на задатчике 11 уровень мегалла (h),,при котором должен запускаться привод .12 тянущей клети. По достижении сигнала (Uf,) от задатчика 1 уровня величины (U/, ), установленной на задатчике П. элемент 13 сравнения подает на пускорегулирующее устройство 14 команду на запуск двигателей привода 12 тянущей клети. При помощи валков 15 с заданным ускорением а (йт задаэчика 10) до заданной скоростн VP (от задатчнка 4) затвердевающий очиток начинает вытягиваться (Gy) из кристаллизатора 2. Для исключения отклонений параметров от номинальных значений скорость заполнения кристаллизатора металлом и ковечная скорость вытягивания слитка должны быть равны и для этой цели служит один общий для них задатчик 4. С началом вытягивания слитка получаемый с помощью датчика I и дифференциатора 3 сигнал ( {), пропорциональный скорости изменения уровня металла, понижается и не будет соответствовать скорости подачн металла (О) в кристаллизатор 2. Для восстановления истннной скорости, с которой металл подается в кристаллизатор 2, при помощи датчика 16 измеряют скорость вытягивания (V) слитка и пропорциональный измеренной величине скорости сигнал (Uy). складывают в алгебраическом сумматоре 5 с сигналом измеренной (- ) от дифференциато-. ра 3 и заданной (Uvp) от задатчика 4 скорости изменения уровня металла. Способ автоматического управления пусковым режимом МНЛЗ дает возможность определить момент включения привода тянущей клети и необходимый темп разгона двигателей тянущей клети, скорректировать сигнал на стабилизацию скорости наполнения кристаллизатора металлом при включении привода тянущей клети. Это тювыщает надежность работы мащины и позволяет увеличить выход годного металла. Реализация предлагаемого способа автоматического управления пусковым режимом МНЛЗ может быть осуществлена стандартной аппаратуре. Формула изобретения , Способ автоматического управления пусковым режимом машины непрерывного лнтья заготовок, включающий измерение уровня металла в кристаллизаторе, определение скорости наполнения кристаллизатора металлом, сравпение ее с заданной скоростью наполнения н регулирование на основании полученного разбаланса подачей .металла в кристаллизатор, отличающийся тем, что,| с целью повыщення надежности работы мащины, по значениям заданной скорости наполнения кристаллизатора металлом н заданного темпа разгона двигатеей гянущей клетн определяют величину уровня металла в кристаллизаторе, при достижении которого включают привод тянущей клети, измеряют скорость вытягивания слитка и корректируют подачу металла с учетом измереной скорости вытягивания. Источники информации, принятые во вниание прн экспертизе: 1. Краснов Б. И. Оптимальное управлёинеежимами непрерывной разливки стали. М., еталлургия, 1970, с. 181 -183.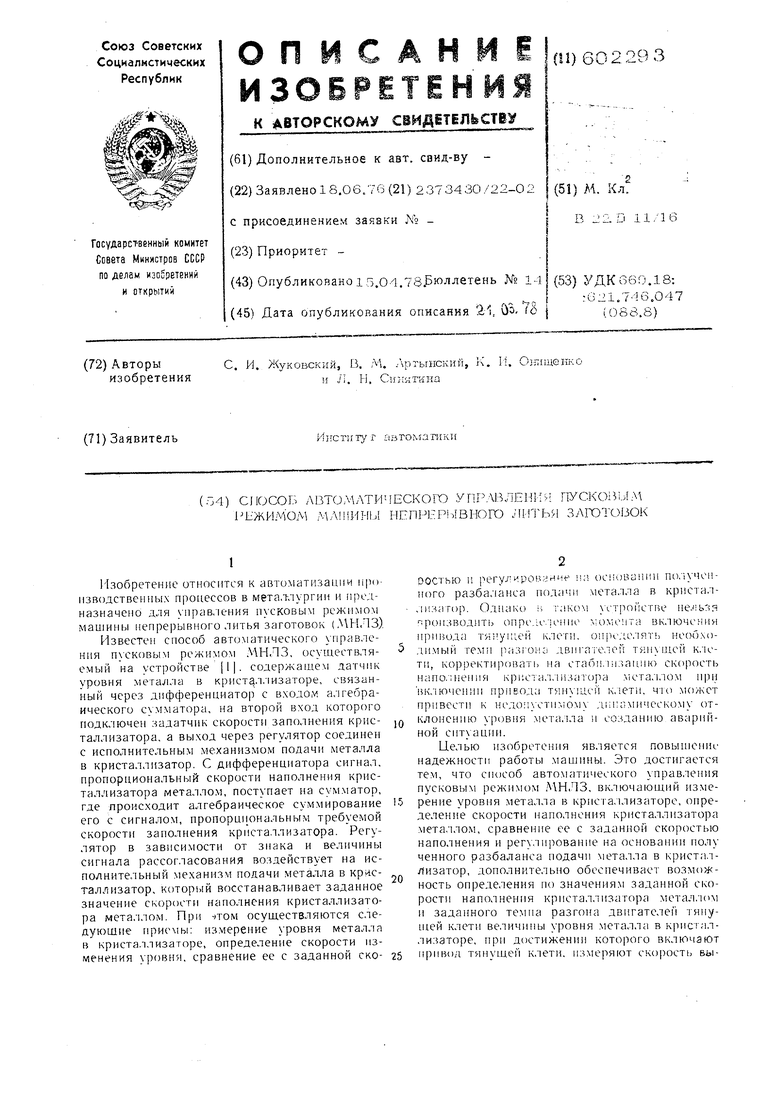
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ автоматического управления пусковым режимом машины непрерывного литья заготовок | 1975 |
|
SU557868A1 |
| Устройство автоматического управления пусковым режимом машины непрерывного литья заготовок | 1975 |
|
SU551108A1 |
| Устройство для управления скоростью наполнения кристаллизатора при пуске машин непрерывного литья металла | 1978 |
|
SU737108A1 |
| Система управления непрерывной разливкой жидкого металла | 1974 |
|
SU607643A1 |
| Система автоматического управления машиной непрерывного литья заготовок | 1982 |
|
SU1047584A1 |
| Система автоматического регулирования уровня металла в кристаллизаторе машины непрерывного литья слитков | 1985 |
|
SU1278106A1 |
| Устройство автоматического управления процессом непрерывной разливки металла | 1980 |
|
SU874259A1 |
| Устройство автоматического регулирования уровня металла в кристаллизаторе машины непрерывного литья заготовок | 1984 |
|
SU1214318A1 |
| Система автоматического регули-РОВАНия уРОВНя МЕТАллА B КРиСТАлли-зАТОРЕ | 1979 |
|
SU839669A1 |
| Устройство автоматического управления режимом работы кристаллизатора машины непрерывного литья металла | 1983 |
|
SU1097442A2 |