(54) СИСТЕМА УПРАВЛЕНИЯ НЕПРЕРЫВНОЙ РАЗЛИВКОЙ ЖИДКОГО МЕТАЛЛА
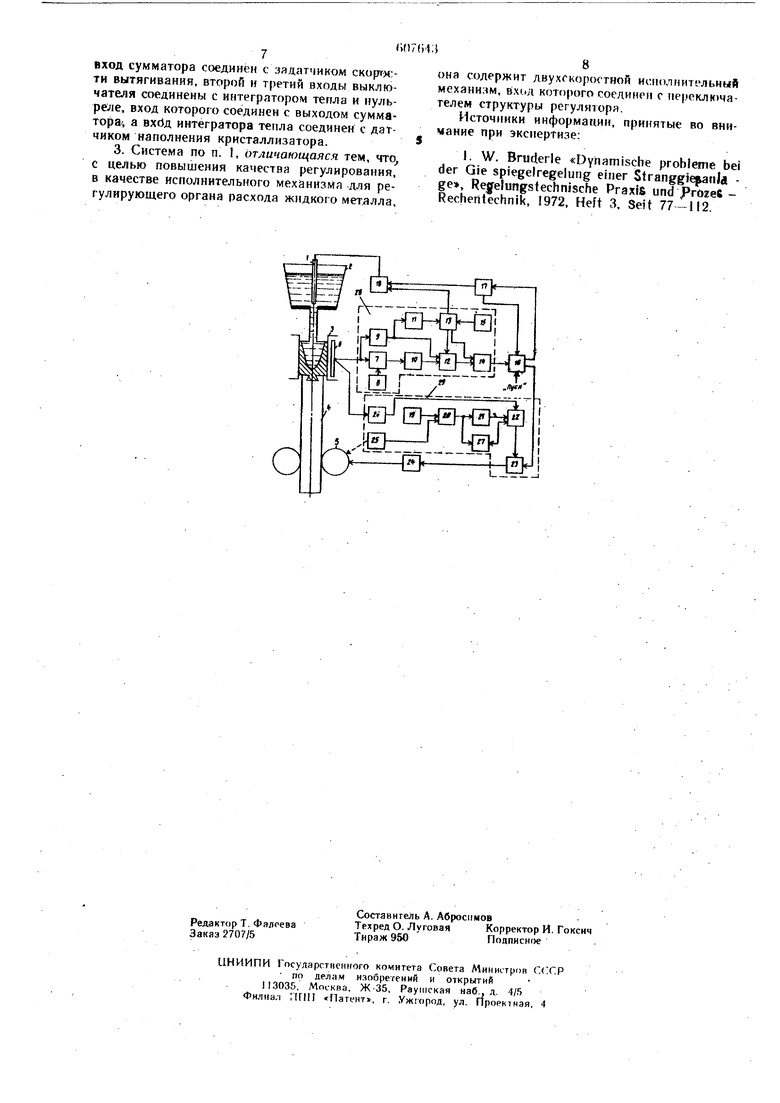
pa, схему сравнения 7, задатчик yj viBHH 8, блок 9 определения скорости наполнения крнстлллизатора, нелинейный элемент 10, блок 11 опрелеления изменения скорости наполнения кристаллизатора, сумматор 12, переключатель 13 структуры работы регулятора, пропорциональную часть 14 регулятора, интегральную часть 15 регулятора, переключатель 16 режимов работы системы, устройство 17 ограничения перемещения регулирующего органа расхода жидкого металла, исполнительный механизм 18, задатчик 19 скорости вытягивания слитка, сумматор 20, нелинейный элемент 21, выключатель 22 контура разгона тянущей клетн, интегральный задатчик 23 скорости вытягивания слитка, привод 24 тянущей клети, датчик 25 скорости вытягивания слитка, интегратор 26, нульреле 27, нелинейный регулятор 28 с переменной структурой и устройство 29 пуска тянущей клети.
Объект управления, содержащий регулирующий орган I расхода жидкого металла, разливочную емкость 2, кристаллизатор 3, затравку 4 и тянущую клеть 5, представляет собой вертикальную или радиальную машину непрерывного литья заготовок, скользящих относительно кеподвижного или перемещающегося в ограниченных пределах кристаллизатора. .В качестве разливочной емкости может быть использована плавильная печь, сталеразливочный или промежуточный ковщи. В качестве регулирующего органа расхода жидкого металла может быть использованы стопор, щибер или любое другое устройство, в котором для изменения расхода нужно механическое перемещение с помощью исполнительного механизма. Состояние, объекта контролируется датчиком 6 уровня наполнения кристаллизатора и датчиком 25 скорости вытягивания слитка. Датчик уровня наполнения кристаллизатора может быть любой конструкции, но обязательно должен обеспечивать непрерывное измерение уровня по всей длине кристаллизатора. Для этой цели можно использовать тепловой датчик. В качестве датчика скорости вытягивания заготовок может быть использован тахогенератор.
Выход датчика уровня наполнения кристаллизатора соединен с входом нелинейного регулятора 28 с переменной структурой. Элементы регулятора могут быть выполнены на стандартных ог1ерационных усилителях, элементах -логики, в том числе и релейных и регу;1ируюших приборах. В качестве регулирующего прибора может быть взят стандартный импульсный ПИ-регулятор типа РПИ6.
Предлагаемое включение датчика 6 на схему 7 сравнения и блок 9 определения скорости наполнения кристаллизатора позволяет избежать возмущений по скорости наполнения кристаллизатора при перестановке задания по уровню наполнения
Нелинейный элемент 10 представляет собой линейное звено с ограничением по верхнему задаваемому уровню входного сигнала. Этот уровень ограничения является заданием скорости наполнения кристаллизатора металлом в начале процесса.
Для уменьшения ошибки по скорости нйлолнения кристаллизатора металлом при пуске машины с инерционным датчиком уровня наполнения кристаллизатора применен блок И определения изменения скорости наполнения кристаллизатора. Переключатель 13 структуры по команде «Пуск обеспечивает отключение блоки 11 от сумматора 12 и интегральной части регулятора от его пропорциональной части и в случае использования двухскоростного испоя0 нительного механизма 18 выбор его необходимой скорости.
Выход нелинейного регулятора 28 с переменной структурой через переключатель 16 режимов работы системы соединен с устройством 17 ограничения перемещения регулирующего
5 органа расхода жидкого металла н устройством 29 пуска тяиущей клети. В свою очередь устройство 17 соединено с исполнительным механизмом 18, а устройство 29 - с приводом 24 тяиущей клети 5. ..
Устройство ограничения перемещения регулирующего органа представляет собой реле времени, включающегося при достижении суммарной длительности команд на (;)ткрытие регулирующего органа расхода жидкого мечалла заданной величины и сбрасывающегоей в ис5 ходное состояние при первой же команде lia закрытие этого органа.
Устройство 29 пуска тянущей клети содержит элементы, которые также, как и в регуляторе могут быть построены на стандартных операционных усилителях и элементах логики. Нелинейный элемент 21 представляет собой Линейное усилительное звено с ограничением по уровню входного сигнала. Этот уровень ограничения определяет темп разгона тянущей клети. Интегратор 26 соединен с выключателем 22 разгона клети и отключает цепи разгона клети при достижении скорости заданного значения.
Применение интегрального задатчика 23 позволяет одним регулятором управлять исполнительным механизмом и приводом.
Система работает следующим образом.
В дистанционном режиме оператор разливки, контролируя процесс по датчикам уровня наполнения кристаллизатора и скорости вытягивания слитка, может управлять исполнительным механизмом и приводом тянущей клети,
5 устанавливая н поддерживая измеренные параметры на заданных значениях.
В автоматическом режиме после готовности установки к приему металла оператором подается команда «Пуск. По этой команде переключатель 13 структуры подключает блок П к сумматору 12, выбирает большую скорости исполнительного механизма 18 и отключает интегральную часть 15 регулятора от его пропорциональной части 14. В этом реЖ::ме при выбранном импульсном регулирующем приборе пропорциональная часть работает как двухнозиционное устройство при входном сигнале большем зоны нечувствительности, выдающее непрерывную команду, со знаком, соотвотстпующем знаку входного сигнала.
Одновременно переключатель 10 отк.ч1()ч;1п
0
)Д11ые цепи регулятора от нсгкинию.п.
кч механизма и пропускает команду «Пуск на исполнительный механизм 18, который на большей скорости поднимает регулирующий орган I расхода жидкого металла. Как только металл поступит в кристаллизатор 3 и показания датчика 6 станут отличными от нуля, включается устройство 17 ограничения перемещения регулирующего органа расхода жидкого металла, которое через заданный промежуток времени (время срабатывания), достаточный для полного Открытия стопора, срабатывает и отключает цепи подъема исполнительного механизма на большой скорости. Переключатель 16 подключает выход регулятора 28 к исполнительному механизму 18. Задание на уровень наполнения выбирается в верхней части кристаллизатора, поэтому сигнал разности фактического и заданного уровня значительно-превышает уровень ограничения, заданный на ограничителе. При заполнении кристаллизатора сигнал на выходе ограничителя при заполнении кристаллизатора какое-то время остается постоянным. Так как кристаллизатор заполняется с большей скоростью и уровень идет к заданию, то сигнал по скорости противоположен по знаку сигналу по отклонению, превалирует на вxoдe пропорциональной части 14 регулятора по вс-лнчйне и определяет знак команды регу ятора. Эта команда закрывает стопор на больщой скорости исполнительного механизма. По мере закрытия стопора-и уменьшения поступления металла в кристаллизатор сигнал по скорости с блока 9 уменьшается. Уменьшается сигнал и на выходе сумматора 12. Когда он станет меньше зоны нечувствительности пропорциональной части 14 регулятора, команда прекращается. При прекращения первой команды после команды «Пуск с .ретулятора переключатель 13 структуры работы регулятора соединяет обе части вместе, осуществляет выбор малой скорости исполнительного механизма и отключает блок 11 от сумматора. После срабатывания переключателя 13 система переходит в режим стабилизации наполнения кристаллизатора. По мере наполнения кристаллизатора сигнал по отклонению уровня уменьшается и когда он станет меньше уровня ограничения нелинейного элемента 10, система перейдет в режим стабилизации уровня. Величины всех сигналов выбираются из заданной точности стабилизации уровня, скорости наполнения и зоны нечувствительности пропорциональной части-фегулятора. После попадания металла в кристаллизатор сигнал с датчика 6 поступает на интегратор Ж. При достижении интегрированным сигналом за. данного значения подается команда выключателя 22 на включение цепи разгона тянущих клетей. Разность сигнала датчика 19 скорости ограничена нелинейным элементом 21 и через выключатель 22 поступает на интегральный задатчик 23 скорости вытягивания слитка. Пока разнос.ь больше уровня ограничения нелинейного элемента, тянущая клеть разгоняется с постоянной скоростью. Затем темп разгона пос.ле выхода с ограничения уменьшается до нул и нуль-реле отключает вык пючатель, подготовив интегральный задатчик 23 к работе с нелинейным регулятором 28. Изменение скорости вытягивания слитка при разгоне клети является возмущением в системе стабилизации скорости наполнения и уровня наполнения металлом кристаллизатора. По мере опорожнения разливочной емкости уровень металла в ней падает, уменьшается расход металла и в какой-то момент времени он будет недостаточным для обеспечения заданной скорости вытягивания слитка, 3ыбранный импульсный регулятор выдает команды только на открытие стопора, когда сумма этих команд достигает порога срабатывания устройства 17, последнее через переключа1тель 16 режимов прекращает дальнейший подъем стопора и переключает работу системы на стабилизацию уровня с помощью тянущей клети. При появлении щлака в струе металла оператор с помощью переключателя 16 отключает привод клети от выхода регулятора, дает команду на закрытие стопора, и слиток выходит из кристаллизатора, с постоянной скоростью. Формула изобретения 1.Система управления непрерывней разливкой жидкого металла, содержащая датчик и задатчик уровня наполнения кристаллизатора, регулятор с переменной структурой, переключатель структуры работы регулятора и исполнительный механизм регулирующего органа расхода жидкого металла, отличающаяся тем, что, с целью повышения качества разливаемого металла и надежности управления, она дополнительно содержит нелинейный элемент, вход которого соединен с датчиком и задатчиком чбрез схему сравнения, а выход через сумматор соединен с регулятором, определитель скорости наполнения кристаллизатора, вход которого .соединен с датчиком, а выход - с сумматором, блок определения изменения скорости наполнения, вход которого соединен с определителем скорости наполнения, а выход через переключатель структуры работы регуляторе соединен с сумматором, переключатель режимов рабеты системы, вход которого соединен с регулятором, устройство ограничения перемещения органа расхода металла, вход которого соединен с переключателем .режимов работы системы, а выходы соединены с исполнительвын механизмом и переключателем режима работы системы, и устройство пуска тянущей клети, вход которого соединен с приводом тявущей клети. 2.Система по п. 1, отличающаяся тем, что устройство пуска тянунхей клети содержит ин гральиый задатчик скорости вытягивания слитка, вход которого соединен с датчиком скорости вытягнвання слитка через сумматор. нелинейный элемент и выключатель, второй
вход сумматора соединен с зядатчиксм скортм:тн вытягивания, второГг и третий входы выключателя соединены с интегратором тепла и нульреле, вход которого соединен с выходом сумматора, а вхЬд интегратора тепла соединен с датчиком наполнения кристаллизатора.
3. Система по п. 1, отличающаяся тем, 4Tq, с целью повышения качества регулирования, в качестве исполнительного механизма для регулирующего органа расхода жидкого металла.
она содержит двухгкоростной ионолмит.-льный механизм, вх1.1Д которого гоеднном с переключателем структуры регулятора.
Источники информации, принятые во внимание при экспертизе:
I. W. Bruderle «Dynamische ргоЫегпе bei der Gie spiegelregelung einer Stranggi nJa ge, Reifelungstechnische Praxis und ргогевRechentechnik, 1972, Heft 3, Seit 77-112.
| название | год | авторы | номер документа |
|---|---|---|---|
| Система автоматического регули-РОВАНия уРОВНя МЕТАллА B КРиСТАлли-зАТОРЕ | 1979 |
|
SU839669A1 |
| Устройство автоматического управления пусковым режимом машины непрерывного литья заготовок | 1975 |
|
SU551108A1 |
| Способ автоматического управления пусковым режимом машины непрерывного литья заготовок | 1976 |
|
SU602293A1 |
| Способ автоматического управления пусковым режимом машины непрерывного литья заготовок | 1975 |
|
SU557868A1 |
| Система автоматического управления машиной непрерывного литья заготовок | 1982 |
|
SU1047584A1 |
| Устройство автоматического регулирования уровня металла в кристаллизаторе машины непрерывного литья заготовок | 1984 |
|
SU1214318A1 |
| Устройство для управления скоростью наполнения кристаллизатора при пуске машин непрерывного литья металла | 1978 |
|
SU737108A1 |
| Способ регулирования температуры жидкой стали,разливаемой на машине непрерывной разливки,и устройство для его осуществления | 1983 |
|
SU1158286A1 |
| Устройство автоматического регу-лиРОВАНия уРОВНя МЕТАллА B КРиСТАл-лизАТОРЕ МАшиНы НЕпРЕРыВНОгО лиТьязАгОТОВОК | 1979 |
|
SU804189A1 |
| Способ регулирования уровня металлаВ КРиСТАллизАТОРЕ | 1979 |
|
SU829327A1 |
