(54) ЛИТЕЙНАЯ ФОРМА
| название | год | авторы | номер документа |
|---|---|---|---|
| Литейная форма | 1982 |
|
SU1053958A1 |
| Автоматическая литейная линия | 1981 |
|
SU1018799A1 |
| ЛИТЕЙНАЯ ФОРМА | 2015 |
|
RU2582844C1 |
| Надставная литниковая чаша | 1989 |
|
SU1770033A1 |
| Литейная форма | 1986 |
|
SU1405944A1 |
| Литейная стопочная форма | 1974 |
|
SU485822A1 |
| Литейная форма | 1987 |
|
SU1470422A1 |
| Устройство для литья под низким давлением | 1978 |
|
SU789234A1 |
| ЛИТЕЙНАЯ ФОРМА | 2004 |
|
RU2284245C2 |
| ЛИТЕЙНАЯ ФОРМА | 1990 |
|
RU2030244C1 |
Изобретение отлю сится к лят ейному производству чер.ных и оцветных металлов и может быть иопользовано при ироиэводетве отЛ|И:зо,к в формах с металлическим каркасом, например металлооболочкавых, маг- 5 нитных и т. д.
Известны литейные формы с металлическим каркасом ;разовые и постоянные. Отделение литниковых систем от отливок, изготовленных Б таких фор|мах, IB основном Ю производится пОСле 1выби;в:Юи отливок из формы путем огневой резки, механической обрезки, обломки и т. д. Это не позволяет полностью механизировать и автоматизировать процесс отделения литниковых аистем 15
от отливок ввиду М|Н101ГОНО:МеН1ШатурНОСТИ
производства и требует дополнительного сложного оборудования и больших трудозатрат 1.
Известна также металлич1еская литей- 20 ная форма с устройством для отрезки литгаиковой системы, которая по своей ,конструкции является н аиболее близкой .по техническому решению к предлагаемой, содержащая толкатели, подвижйую и неподвиж- 25 ную полуформы, соединанные замком, каждая из которых СО|СТО ИТ из ЛИТ,Н1ККОВОЙ и
формообразующей частей 2.
Недостатком таной фор1мы является то, что отделение литниковой системы от от- 30
лищки может производиться только ,в момент раскрытия фор1мы, т. е. в момент выбивки ОТЛ1ИВ01К. В ЭТ10 время металл, как правило, имеет вьгсоюую прочность, что отрипательно сказывается на стойкости режуш)их кромок подвижаой литниковой части. топо, форма с устройством для отдел-ения литника имеет ограниченное применение из-за вертикального разъема и того, что форма не имеет ,воЗ|Мол ности перемещаться, так как должна быть закреплена на основании.
Целью изобретения является отделение литииковой системы от отливки непосредственно IB форме после процесса кристаллизации металла в канале литниковой системы до .выбивки отливки из формы.
Это достигается тем, что устройство для отделения литниковой .системы от отливки выполнено в виде двух подпружиненных отсекателей, укрепленных иа .каркасе перпендикулярно к каждому каналу литниковой си|стемы с двух lero протнвоположны.х сторон. Заостренные аюицы отсекателей обращены к каналу литниковой систе.мы, а другие - к любому механизму, например пневматическому, для одновременного при ед2ния их в действие.
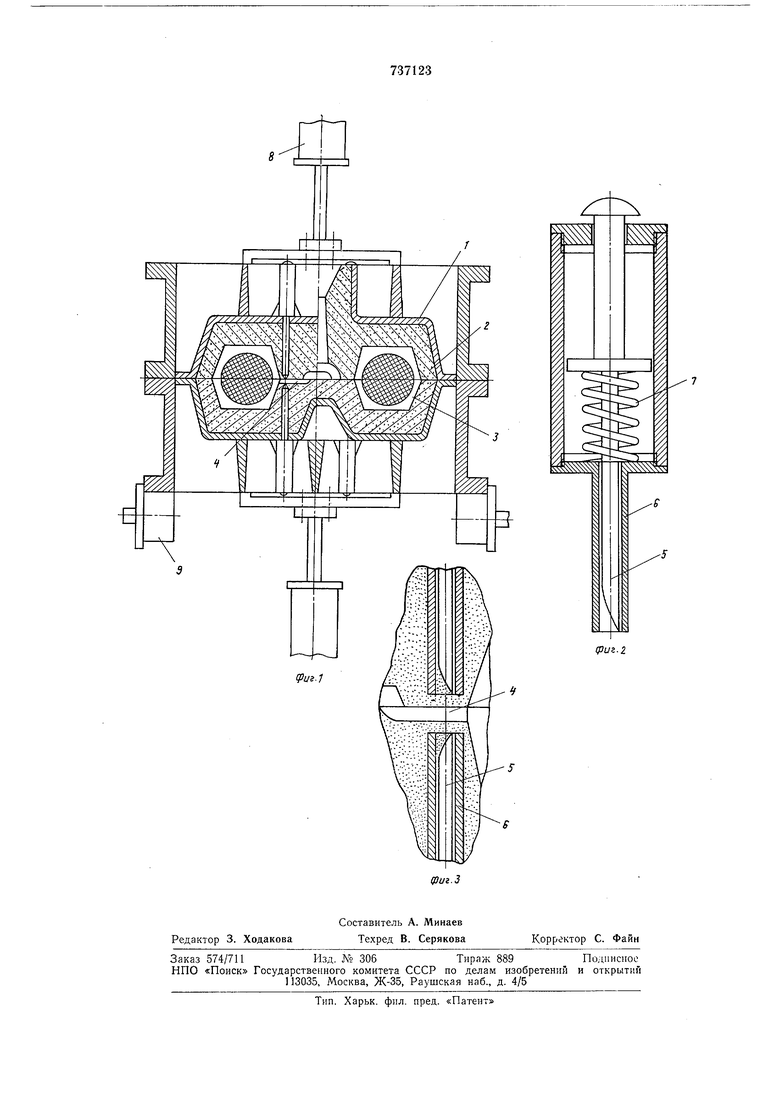
На фиг. 1 литейной формы, разрез; «а фиг. 2 - .конструкция отсекателей; ,иа фиг. 3 - схема расположения отсекателей.
Литейная форма состоит из двух иолуфорМ с металлически м каркасом ./, € .тз-нутренней iCTOpOiHbi .которого расиол-агается слой у1Н1рочненно:го ф:0р:мовочного матерИала 2, толщиной, например ОТ 1 до 10 мм и более, щредохграляющий М1еталличеок ий «apxaic от перегрева теплом залитого рас ала1Ба, который лоступает (В лолюсть отливК1И 3 но каналам 4 лйтниковой системы. Периеидикуляряо каиалам 4 на м еталлическам .каркасе oi6eiHx полуформ укренляется устроЙ1ство ДЛ1Я отдел1ен1ия литниковой йисТ9МЫ от ОТЛИ1ВКИ на каждо1е ;Место подвода металла к отЛ|И,в1ке. Это устр|ОЙств10 в -свою очередь COICTOIHT IKS отсекателей 5, (имеюндих возможность лерамещатыся по |Надравляющим ;втуЛ|Ка|М 6 под дейстнивм пруж.ины 7 я л.невматическОГО механизма 8. При этом заостренные жонцы отсекателей 5 обращены к камалу 4, а дротищоположные - к механизму 8.
Фор1Ма работает следующим ОбразоМ. После залнвми формы 1металлОМ она по рольгангу 9 поступает .к пнеВМатич1е1Скому м-еханизму 8 для пр|Ивед1ения отсбкателей 5 в дейСТВие. В:ремя т1р.ан СП Орт1Иро. формы от места за.лив.ки до механизма 8 oinpeделяется в(ременам гк ристаллязации металла В канале лйтаиикоеой системы, которое р|ассч итывается ло известным методам, нанрИ1мер, по методикам Вейника А. И., Баландина Г. Ф. и др. В момент окончания Кристаллизации 1металла в ка-нале ЛИтниковой системы или иемноглм раиее под действие.м силы, приложенной к отсекателям 5 пнев-матическим меха;Н измом 5, отсекателн, еннхроино lПep.eiмeп aяcь в ,напра1вленни 1канал а 4 литникавой системы о г отливки 3, сжимая при этом пружины 7, которые возвращают отсакатели в исходное положение после прекращения воздействия на иих приложенн.ой силы от .пневмомеха11,изма 8.
4
НаЛ1ичие устройст1ва для отделения литннковой системы от отл1ивкн в форме .дает воз.можность автоматизировать троцеос отделения . литниковой, юистемы от отливок непосредслвенно IB .ме до выбивки, что ведет к уменьшению уоиляя резания, повыщению стоимости режущйх ,к;ромо1К, так как в .момент О,кончагаия К1ристал.л1иза1цн1и металл лмеет еще до.вольно низЖИе л.рОчио.стные свойства. Предлагаемая ф.орма,Создает также Лредпосылкн .для устран.ения щироко р:аспр.ост|раненпого .оборудования по отделе1Н1И1Ю дитн1ЕКО1вы1Х систем от отливок после выбивки, сокращения трудозатрат, ка.питальн:ых .вложений и производственных п.лощадей. Кроме того, она более универсаль:на, так .«ак может иметь .вертикальный и горизонтальный разъем, свободно неремещаться, а отливка ласле Отделения литниковой аистемы может быть удалена из формы В любое время.
Формула -изобретения
Литейная , состоящая из двух полуформ с металлическим каркасОм и устРойством для отделения литниковой си стемы от отливйи, отличающаяся тем, что, с целью отделения литниковой системы от отливки непосредственно в форме до выбивки, устройство для отделения литниковой с.И1Стемы от ОТЛИ.В1К1Н 1вы.пол.нбно в виде двух по.Д1ПружиненПЫх отсекателей, которые укреплены попарно .на каркасе иериендикуля)рно к каждому .каналу литниковой Системы с двух его ПРОТИ.ВОПО.ЛОЖНЫХ СТОрО;Н и
св.язаны с ме1ха,Н1Измом для одновременного .приведения .нх .в действие.
Источники инфармации, при.нятые во вни.манне при эксперт1изе:
