1
Изобретение относится к области литейного производства, а именно к устройствам для литья под низким давлением.
Известно устройство для получения отливок под низким давлением, состоящее из станка для литья в кокиль в совокупности с установкой литья под низким давлением.
Станок для литья в кокиль представляет собой футерованный каркас с укрепленной на нем опорной плитой, где установлен составной кокиль. На станке крепятся механизмы разъема кокиля, двусторонний- автоматически, действующий выталкивающий механизм, устройство, препятствующее перекосу частей кокиля. Имеются также системы охлаждения фланца и герметизации. Кроме того, на станке установлены реактивные штанги, препятствующие подъему частей кокиля над плитой, и механизм для подрыва металлических стержней, удаляемых в вертикальном направлении.
Установка литья под низким давлением состоит из тигеля, установленного в каркас через отверстие в плите, металлопроводов, соединенных с кокилем, нагревательного устройства
(электрических спиралей) пневматической системы, измерительных устройств, характеризующих состояние металла в тигле (наполнение,температуру, давление воздуха), и блоков управления, включающих пульт управления, электросистему и электроклапаны 1 .
Недостатками этого устройства являются низкий коэффициент использования металла из-за больших литников; большие габариты установки и сложность управления из-за трудности автоматизации работы устройства. Известно также устройство для
15 литья под низким давлением, содержащее тигельную печь с металлопроводом, соединенным с неподвижной частью литейной формы, подвижную часть литейной формы, механизм извлечения отливки и отсекатель жидкого металла с наконечником 2 .
Однако у этого устройства большойрасход металла при мелкосерийном производстве и высокая себестоимость
25 литья.
Цель изобретения - экономия металла и снижение себестоимости литья. Поставленная цель достигается тем, что отсекатель снабжен электропроводом вращения, а наконечник выполнен
в виде эксцентрично расположенной лопасти.
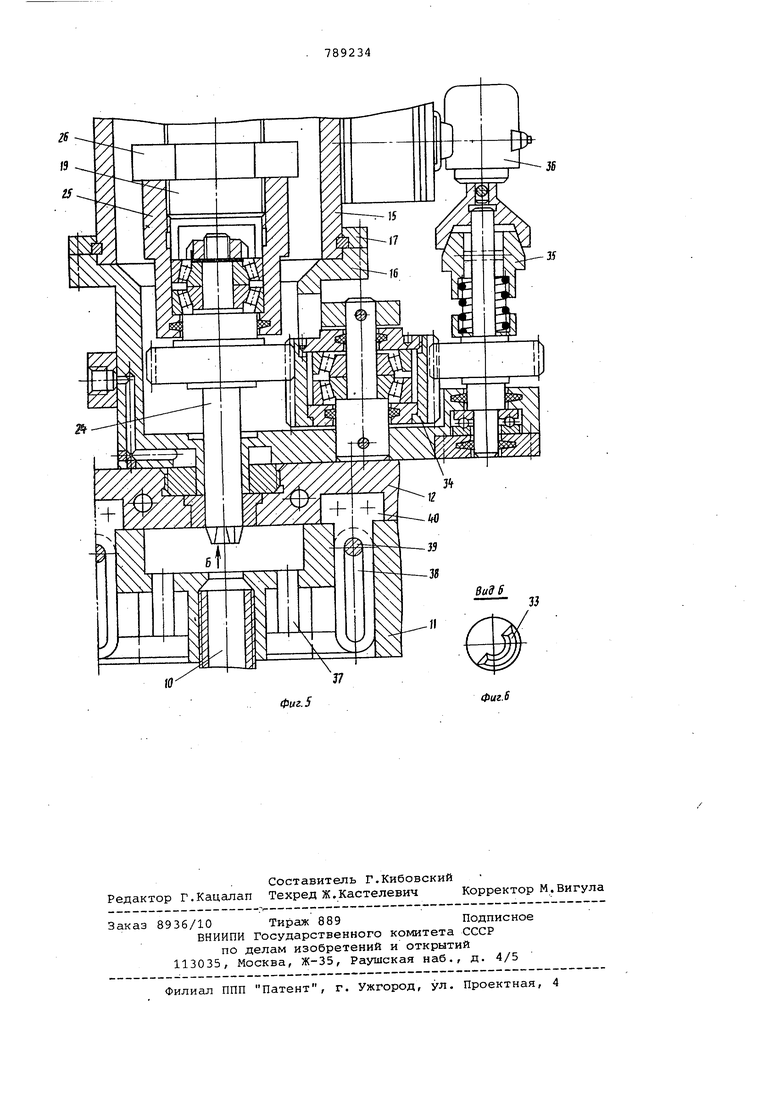
На фиг, 1 изображено устройство, общий вид; на фиг. 2 - привод перемещения подвижной части литейной форумы, разрез; на фиг. 3 - литейная форма для деталей, не имеющих прямых сквозных отверстий; на фиг. 4 - вид А на фиг, 3; на фиг. 5 - литейная форма для деталей, имеющих прямые сквозные отверстия; на фиг,, б - вид Б на фиг, 5.
Устройство содержит печь 1 тигельного типа, расположенную в футерованном каркасе 2, закрытом крышкой 3, обеспечивающей герметизацию путем установки, например медных, прокладок 4,На внутренней стороне футеровки каркаса 2 для нагрева тигля закреплены элементы 5 сопротивления. Каркас 2 имеет боковое отверстие б для подвода газа низкого давления и нижнее отверстие, закрытое диафрагмой 7 которая срабатывает в случае внезапного повышения давления выше допустимого .
В крышке 3 имеется приварное кольцо 8 с установленным в нем керамическим блоком 9, через которое свободно проходит металлопровод 10, соединяющий жидкий металл в печи 1 с неподвижной частью литейной формы 11, герметически закрепленной на крышке 3, Каркас 2 имеет возможность перемещения при необходимости вниз от нижней плоскости кольца 8 и затем вбок.
Подвижная полуформа 12, имеющая возможность перемещения по колонкам L3 с помощью втулок 14, жестко скреплена со штоком 15 г1ри помощи стакана 16 и шайбы 17. Шток 15 выполнен заодно с поршнем 18, Внутри штока 15 имеется шток 19, ход которого ограничен относительно штока 15 полушайбами 20 и 21,закрепленными на поршне 18,Шток 19 закреплен на поршне22 гайкой 23, Отсекатель 24 жидкого металла закреплен на штоке Д9 гайкой 25 и контргай кой 26, Поршни 18 и 22 имеют возможность перемещения в корпусе пневмоцилиндра 27, снабженном перегородкой 28 и, закрепленном в раме 29 устройства.
Для деталей, не имеющих прямых сквозных отверстий, установлены захваты 30, губки 3.1 которых имеют пазы образующие с литником единую полость Захваты 30 имеют возможность вертикального перемещения относительно Аержаврк 32 механизма транспортировки отливок, выполненного, н.апример, в виде карусели. На крышке 3 за устройством для получения отливок под низким давлением на позициях под углом 90 установлены обрезной пресс и механизм снятия литникового остатка.
В форме для литья деталей, имеющих прямые сквозные отверстия, по /
оси отверстия установлены отсекатель 24, имеющий диаметр, равный диаметру отверстия в отливаемой детали. Заодно с отсекателем 24 на его конце выполнена лопасть 33, имеющая литейные уклоны. Поскольку лопасть 33 является датчиком затвердевания, она имеет привод .через сателлит 34 и коническую муфту 35 от электродвигателя 36,, закрепленного на штоке 15.
Для выталкивания отливки из литейной формы служат толкатели 37, жестко связанные с тягами 38, на которых закреплены камни 39, имеющие возможность свободного перемещения в пазах тяг 40, жестко закрепленных на подвижной полуформе 12.
Устройство работает следующим .образом.
В исходном положении при включении устройства воздух подается в полость В пневмоцилиндра 27, и подвижная полуформа 12 и отсекатель 24 находятся в крайнем верхнем положении.
Для закрытия литеной формы устройства воздух подается в полость Г пневмоцилиндра 27, подвижная полуформа 12 идет вниз, прижимает губки 31 захватов 30 к неподвижной части литейной формы и сама смыкается с нею, после этого воздух подается в полость каркаса 2 под давлением 0,2-0,9 атм. через боковое отверстие 6, и одновременно запускается электродвигатель 36 привода датчика затвердения. Металл из тигля по металлопроводу 10 заполняет литейную форму, Режим охлаждения литейной формы с помощью системы водяного охлаждения выбран таким, при котором затвердевание, металла осуществляется Последовательно от самых дальних и верхних от подвода жидкого металла частей непосредственно к верхней части металлопровода 10. При этом благодаря датчику затвердевания постоянно осуществляется поджатие затвердевающей фазы сплава жидкой фазой, что существенно улучшает качество отливки. Когда сплав начинает затвердевать над верхней частью металлопровода 10, увеличивается крутящий момент, необходимый для проворачивания эксцентрично расположенной лопасти 33 датчика затвердевания, что вызывает увеличение Tpka в электродвигателе 36 привода датчика, при этом срабатывает реле тока в цепи управления. Привод датчика отключается, в полость Д подается воздух, а полость В сообщают с атмосферой, отчего отсекатель 24 движется вниз и перекрывает отверстие подвода жидкого металла, В крайнем нижнем положении отсекателя 24 отключается подача воздуха в полость каркаса 2,.
Происходит полное затвердевание отливки. Время затвердевания регулируется уставкой реле времени. После этого подается воздух в полость В,
а полрсть Г сообщают с атмосферой. Отсекатель 24 перемещается в крайнее верхнее положение и выходит из отливки. Затем сообщают полость Д с атмосферой, а литейная форма раскрывается. Подвижная полуформа 12 перемещается в крайнее верхнее положение. Захваты 30 извлекают отливку из литейной формы. В крайнем верхнем положении захватов 30 относительно державки 32 срабатывает механизм транспортировки отливок, который поворачивает захваты с отливкой на 90. При этом они попадают в зону действия обрезного пресса, где при следующем ходе вниз подвижной полуформы одновременно вырубается отливка. Захваты 30 с литниковым остатком при следующем ходе перемещаются в зону действия механизма снятия литникового остатка. Этот механизм также срабатывает при ходе подвижной полуформы 12 вниз.
После поворота захватов 30 механизма транспортировки отливок в начальное положение начинается следующий цикл работы устройства.
Формула изобретения
Устройство для литья под низким 5 давлением, содержащее тигельную печь с металлопроводом, соединенным с неподвижной частью литейной формы, подвижную часть литейной формы, механизм извлечения отливки и отсекатель Q ЖИДКОГО металла с наконечником, о тличаю. щееся тем, что, с целью экономии металла и снижения себестоимости литья, отсекатель снабжен электропроводом вращения, а накое нечник.выполнен в виде эксцентрично расположенной лопасти.
Источники информации, принятые во внимание при экспертизе 0 1 Авторское свидетельство СССР № 198567, кл. В 22 D 27/14, 1965.
2. Авторское сивдетельство-СССР № 228232, кл. В 22 D 27/12, 1967.


| название | год | авторы | номер документа |
|---|---|---|---|
| Машина для литья под электромагнитным давлением | 1978 |
|
SU701004A1 |
| Установка для литья под низким давлением | 1972 |
|
SU424653A1 |
| Двухкокильная машина для литья под низким давлением | 1972 |
|
SU424654A1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ОТЛИВОК | 1991 |
|
RU2048256C1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ОТЛИВКИ ПОРШНЯ | 2009 |
|
RU2418651C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ЛИТЬЯ В ФОРМУ-КРИСТАЛЛИЗАТОР | 2013 |
|
RU2541267C2 |
| Металлопровод для литья под низким давлением | 1982 |
|
SU1060304A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ МОДЕЛЕЙ ПОРШНЯ | 2009 |
|
RU2513672C2 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ОТЛИВОК | 1991 |
|
RU2015828C1 |
| Устройство для извлечения отливок из постоянных литейных форм | 1974 |
|
SU506467A1 |

Bad К
