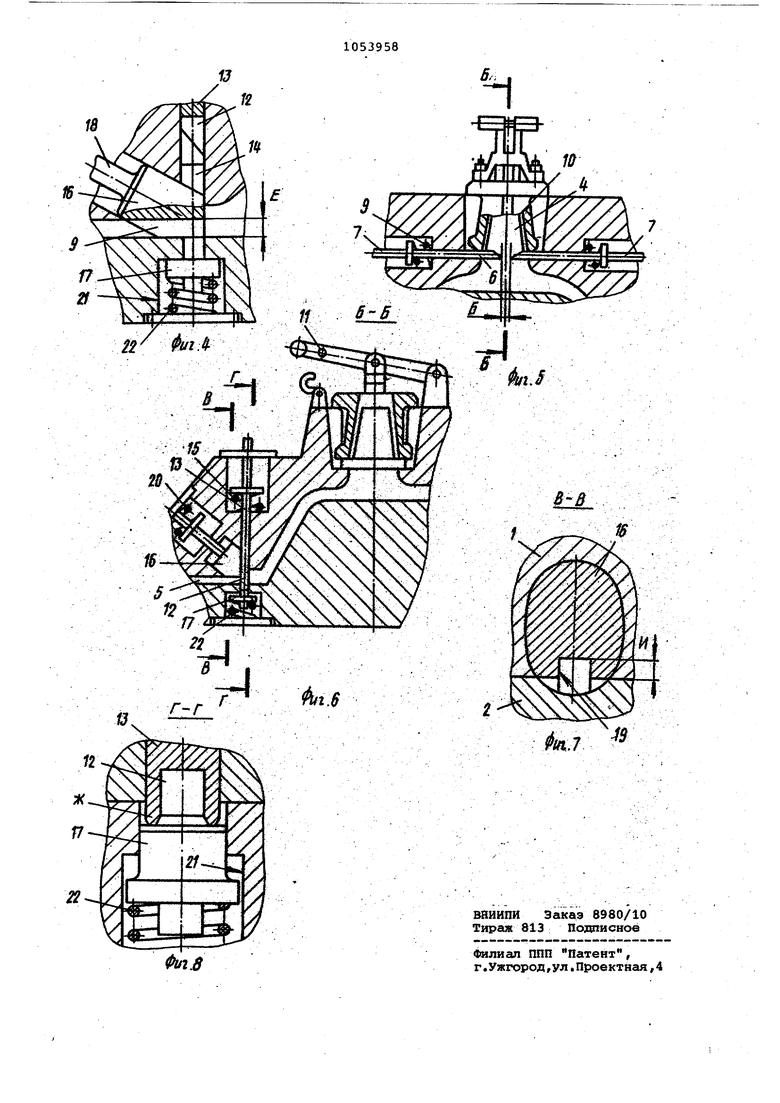
Изобретение относится к литейному производству, в частности к литейной оснастке, предназначенной для формообразования отливки и последующей отсечки литниковой системы и может быть использовано при произврдстве отливок из черных и цветных металлов, преимущественно в металлические формы. Известна металличейкая форма с устройством для отделения литниковой системы при литье под давлением, содержащая подвижную и неподвижную полуформу, выталкиватели, матрицу для обрезки литников, закрепленную на подвижной полуформе,-обрезной пуансон, расположенный на неподвижной полу форме Оператор закладывает готовую отливку, в обрезную матрицу и литниковая система отрезается от оттшвки пуансоном.. Однако форма с таким отрезным устройством имеет ограниченное применение и не исключает использовани ручного труда. Отрезка литниковой систелш осу1чествляется после выбивки отливки, металл имеет низкую температуру и высокувд твердость что снижает стойкость отрезного инструмента. Наиболее близкой к предлагаемой по технической сущности и достигаемому результату является литейная /форма, содержащая две полу формы и п пружиненный отсекатель с ножом для отделения литниковой системы от отливки, расположенной в направляквцей втулке 2 . Направляющие втулки с отсекателя ми зафсфМОБашя и расположены в форм таким образом, что заостренные KOHI отсекателей обращены ,к литниковому каналу. Недостатком известной литниковой 4ормы является то, что в процессе прорезки слоя формовочной смеси происходит попадание смеси в полост направлякяцих втулок, чтО приводит к быстрому износу отсечного устройства либо к полному заклиниванию ноже Цель изобретения - увеличение на дежности работы. Поставленная цель достигается тем, что литейная форма, содержащая две полуфорлы и подпружиненный отсе катель с ножом для отделения литник вой системы от отливки, расположентли в направляющей втулке, снабжена вставками, одна из которых (приводная ) установлена в канале, вьлполнен ном в форме под углом к направляющей втулке и пересекающем ее, а другая (подпружиненная )- в канал выполненном соосно с направляющей втулкой, при этом на подпружиненном отсекателе выполнены выступы, расположенные с двух противоположных торцевых сторон, режущей кромки ножа и направленные вниз. На фиг.1 показана литейная форма до заливки ее металлом, на фиг.2 разрез А-А на Фиг.1; на фиг.З узел Т на фиг.1 на фиг.4 - положение ножа-отсекателя, подвижной вставки и ползуна-вставки до заливки формы металлом j на фиг.5 - литейная форма после .заливки ее металлом на фиг.б - разрез Б-Б на фиг.З, на фиг,7 - разрез 3-в на ФИГ.6;нафиг.8 - разрез Г-Г на фиг.б. Литейная.форма состоит из верхней 1 и нижней 2; полу форм, уст1х йств для отсечки от отливки 3 прибыли 4 и литникового канала 5. Устройство для отсечки прибыли 4 состоит из клиновых ноясей 6 со ш-уоками-толкагелями 7, имешйши возможность перемещаться по направлйющим каналам 8 под действием 9 и силового привода (не тэкаэан/. Это устройство защищено от попадания в него облицовочной смеси и пряг мого контактна с металле конусной вставкой 10, нижнее .основание которой V взаимодействующее с клянрвьаш ножами, срезано с двух сторои по; углом; равгаам углу заточки клиновьж ножей 6.; На верхнем основании койусной вставки 10 выполнено отверстие Е (фят.3 для зацепления со стбпорно-СЕШваю&иш устройстве 11, используемым для удержания конусной .вставки 10 от всплытия под действием давления жидкого металла при залшвке, а также дпя c1p«iва конусной вставки 1Q с при&:1ШИ 4 в случае ее пригара.. Устройство йля отсечки литникового канала 5 состоит из ножа-отсекателя 12,.уставовлейного в штокетолкатеЛе 13 таким образом, что выступы Ж штока-толкателя 13 находяЕФся ниже режущей кромки иожа -отсекателя 12. Нож-отсекатель 12 установлен с возможностью перемещения по направляющему каналу 14 под действием пружины 15 и силового привода (не показан ). Устройство изолиррваир от уопадания в него облицовочной смеси и пря- „ мого контакта с расплавленным металлом ползуном-вставкой 16 и подвижной вставкой 17. Ползуи-вставка 16 выполнен в виде цилиндра, основание которого закреплено к штоку 18, противоположное основание среэаио с двух сторон под углом, КОТОЕ%1Й соответствует углу между плоскостью питания отливки 3 и плосг костью литникового канала 5. В ползуне-вставке 16 выполнен паз И сечением, соответствую1ким сечению литникового канала 5 для пропускания металла в процессе заливки формы. Ползун-вставка 16 выполнен с возможностью перемещения его по направляющему каналу 19 под действием .силового привода и возвратной пружины 20 (фиг. 4 и 7 I. В полуформе 2 под литниковым каналом 5 выполнена подвижная вставка 17, установленная с возможностью перемещения по направляющему каналу 21 под действием пружины 22, при жимшощей в исходном положении вставку 17 таким образом, что формующая поверхность формует низ литникового канала 5 в зоне выхода ножа-отсекателя 12. Форма с устройством для отсечки литниковой системь работает следуюишм образом. . После заливки фор№1 металлом под .действием силового привода клиновые ножи б, одновременно перемещаясь навстречу друг другу, срывают ко- нусную вставку 10 с прибыли 4 и, дви гаясь дальше, врезаются в прибыль. .Далее режуиий элемент одного ножа, н$ jQoxoAH до другого, останав.тшвается и за счет реверсивного устройства {не показан) на силовом приводе и возвратной пружины 9 начинает двигаться в обратном направлении. JipyfoK клиноэый нож продолжает двигаться дальше и окончательно отсекает прибыль 4. в случае, если конусная вставкаЮ не срывается (пригар, недостаточное усилие )иcпoльзyeтcя iCTonopHo-срьшгирцее устройство 11. ; После отсечки прибыли 4 оба клино вых ножа 6 поддействием возвратщлх пружин и реверсивного устройства силового привода возвращаются в не- . ходное состояние. Отсечка литникового канала осуществляется следующим образом.Под действием силового привода срывается ползун-вставка 16 с литникового канала 5. При этом возвратная пружина 20 сжимается. Одновременно с пол зуном-вставкой 16 совершает движение навстречу литшковсчиу каналу и нож-отсекатель 12 со штоком-толкателем 13. При этом ползун-вставка 1б успевает перелюститься на величину, гарантир)Х2(Ую свободный проход ножа-отсекателя 12 к литниковому каналу 5. Пзрбмацаясь, нож-отсекатель 12 подрезает литниковый канал 5, а при дальнейшем движении выступы Ж штока-толкателя 13 срьзвают подвижную вставку 17, перемещают ее вниз, сжимая возвратную пружину-22, и нож-отсекатель 12 оковчатекльно отсекает литниковый канал 5. Применение литейной формы с устройствсмм для отсечки литниковой системы позволяет автоматизиррв.ать процесс отделения литниковой система от отливок, снизить трудоемкость изготовления отливок за счет упрощения операции отделения литниковой системы от отдшвок, отделять аштннковую систему от отливок непосредственно в форме, когда металл имеет низкие прочностные свойства, сократить время отрезки литниковой систе1 и.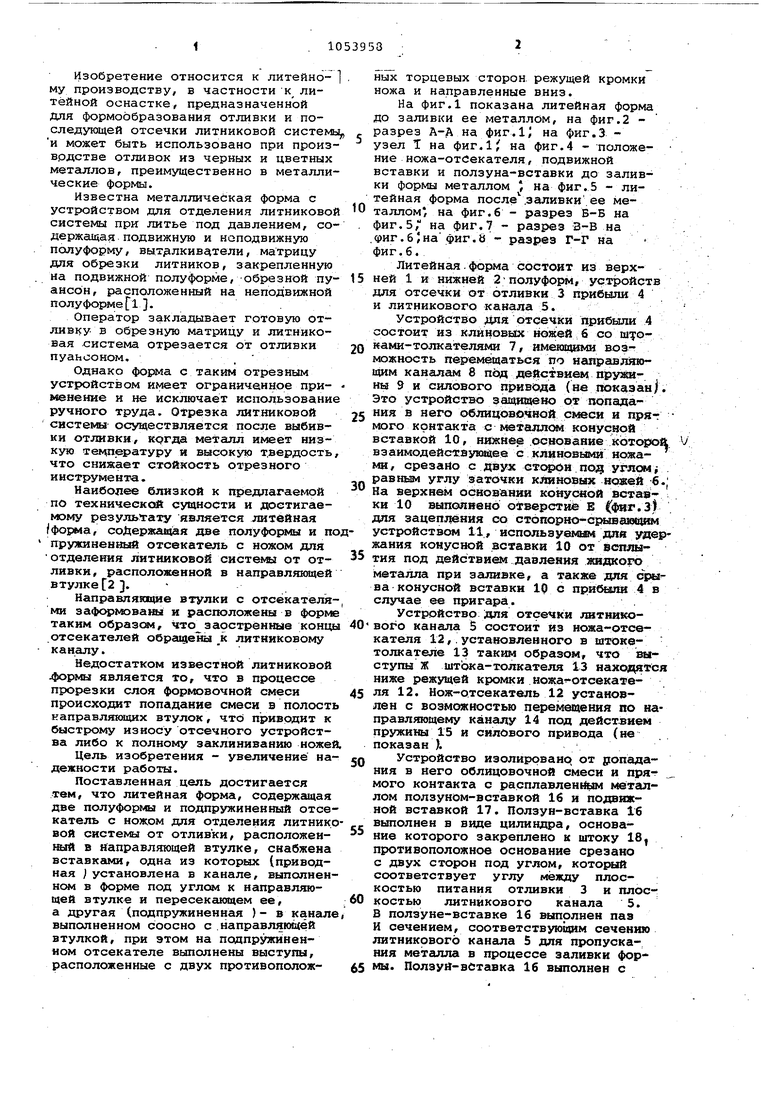

| название | год | авторы | номер документа |
|---|---|---|---|
| ЛИТЕЙНАЯ ФОРМА | 2015 |
|
RU2582844C1 |
| СПОСОБ ФОРМОВКИ НА АВТОМАТИЧЕСКИХ ФОРМОВОЧНЫХ ЛИНИЯХ С ГОРИЗОНТАЛЬНЫМ РАЗЪЕМОМ ФОРМЫ | 2011 |
|
RU2532716C2 |
| Пресс-форма для литья под давлением | 1983 |
|
SU1079350A1 |
| Способ литья под давлением отливок с наружной резьбой и пресс-форма для его осуществления | 1990 |
|
SU1743681A1 |
| Литейная форма | 1987 |
|
SU1470422A1 |
| ЛИТНИКОВАЯ СИСТЕМА С ЗУМПФ-ВСТАВКОЙ | 2013 |
|
RU2557037C2 |
| МАШИНА ДЛЯ ЦЕНТРОБЕЖНОГО ЛИТЬЯ С ВЕРТИКАЛЬНОЙ ОСЬЮ ВРАЩЕНИЯ | 1995 |
|
RU2100140C1 |
| Пресс-форма для литья под давлением | 1976 |
|
SU659280A1 |
| Кокильная карусельная машина для изготовления крупногабаритных отливок | 1987 |
|
SU1637947A1 |
| ВЕРТИКАЛЬНО-ЩЕЛЕВАЯ ЛИТНИКОВАЯ СИСТЕМА | 1994 |
|
RU2056969C1 |
ЛИТЕЙНАЯ ФОРМА, ярдержащаЯ дв1е полуформы и подпружиненный - . офсекатель с ножом для литниковой системы, от отливки, расположенный в направлш ей втулке, о тл и ч а ю щ а я с я .тем, что, с целью увеличения надежности работы, она снабжена вставками, одна из которьк -(приводная )установлеиа в канале, выполненном под углом к направляюй ей втулке и пересекающем её, а другая (подпружиненная)- в канале выполненном соосно .с шпра.вля1шцей. втулкой, при этом на подпруш1ненном отсекателе выполнены выступы, расположенные сдвух противоположных торцевых сторон режущ кромки ножа и направле1|ные вниз. @ сл оо со сл 00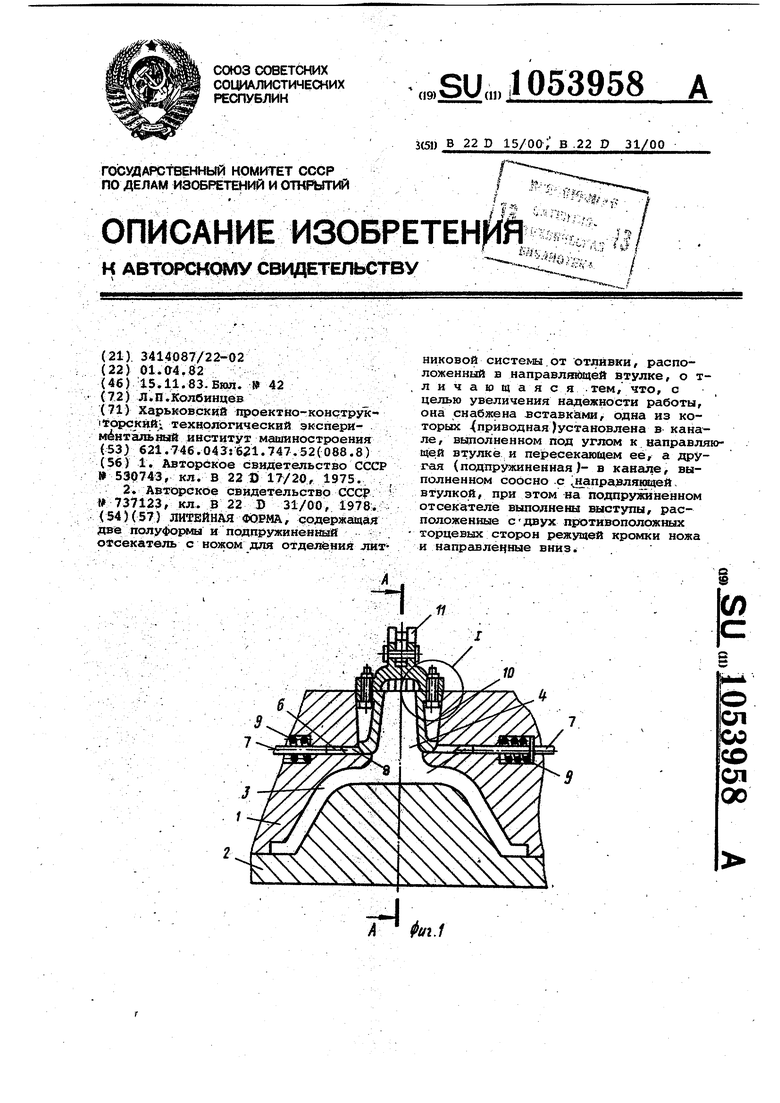
Фиг.2
Г7
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Пресс-форма для литья под давлением | 1975 |
|
SU530743A1 |
| , 2 | |||
| Авторские свидетельство СССр | |||
| Литейная форма | 1978 |
|
SU737123A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Видоизменение прибора для получения стереоскопических впечатлений от двух изображений различного масштаба | 1919 |
|
SU54A1 |
