00
со
Изобретение относится к литейному производству, в частности к автоматическим линиям для производства отливок.
Известна литейная линия для изготовленя отливок ио разовы.м моделям в неразъемных магнитных формах, имеюш,их возможность передвижения по замкнутому литейному конвейеру вместе с намагничиваюН1ИМ устройством, вынолненным в виде V-образно 0 MariiHTa, к которому предусмотрен ностоянный подвод электроэнергии с помощью скользящих контактов, и включает заливочное устройство 1.
Применяемое в этой линии намагничивающее устройство в виде V-образного магнита предназначено для получения отливок в неразъемных формах но неизвлекаемой разовой модели, т. е. литья rto газифицируемым моделям. Использование неизвлекаемой газифнцируе.мой модели и указанного намагничивающе/о устройства обусловливает появление новых специфичр ых дефектов в отливках, связанных с физико-хшинческим взамодействие.м материала отливки с продуктами деструкиии модели (тверды.ми, жидкими и газообразными), необходимость подбора и строгого соблюления технологического режима заливки формы для каждой конкретной отливки и 1 еобходимость изготовления новой модели для каждой отливки. Кроме того, трудность обеспечения нормальных условий труда из-за обильного выделения вредных газообразных веществ и намагничивающее устройство в виде V образно1-о магнита не позволяет получать отливки сложной конфигурации ввиду появ;;ения специфических разрущений магнитной формы, обусловленных свойствами магнитного поля, создаваемого данным магнитом.
В силу этого линии для изготовления отливок по неизвлекаемым (разовым) моделям в неразъемных формах, в том числе магнитных, не нашли нифокого применения. Наиболее близко;; к 11р1;цл л-ае.мой по технической сущности и достигаемому результату является автоматическая литейная линия, содержащая расположенные поза.мкнутому технологическо.му циклу на трех паралле.,ьных и двух перпендикулярных к ним ветвях приводных рольгангов формовочные агрегаты верхних и нижних полуформ, кантователи перхних и нижних нолуформ, сборщик фор.м, заливочное устройство, распаровщик залитых форм с параллельным движением разъединенных гюлуформ, механизм для отделения литниковой системы, кантователь нижних использованных нолуформ и трансбордеры для передачи полуформ и форм в перпендикулярном направлении, установленные на пересечении внешних ветвей 2.
Однако использование для разборки залитых форм распаровщика с параллельным движение.м разъединенных полуформ
и его установка в крайней ветви усложняет конструкцию линии и делает необходимым введение дополнительных агрегатов - сборщика использованных полуформ и распаровщика опок. Кроме того, перемещение опок в фор.мовочные агрегаты, полуформ в агрегаты сборки, разборки, выбивки, кантовки и перемещения из них осуществляется по неприводным рольгангам, что не позволяет выдать на следующий механизм подготовленные комплекты до прихода под толкатель очередной полуформы, формы или опоки. Это уменьшает коэффициент использования линии. Все это снижает производительность известной линии.
Раз.мещение закалочной ванны между распаровщиком залитых форм и сборщиком использованных полуформ непосредственно под кантователем нижних использованных полуформ ограничивает область применения этой линии, так как она предназначена только для узкой номенклатуры отливок, подлежащих закалке до механической обработки, приводит к быстрому заполнению закалочной ванны формовочным материалом и создает предпосылки для повышенного брака отливок, имеющих стержни, из-за их неравномерного охлаждения.
Устройство ударного действия делает невозможным отделение литниковой системы непосредственно в нижней полуформе без повреждения отливки, так как под воздействием ударов конструкция литниковой системы деформируется в направлении ударов, деформируя при этом форму и отливку.
Целью изобретения является повышение производительности и надежности линии при изготовлении отливок в разъемных магнитных формах.
Поставленная цель достигается тем, что в автоматической литейной линии, содержащей расположенные по замкнутому технологическому циклу на трех параллельных и двух перпендикулярных к ним ветвях цриводных рольгангов формовочные агрегаты верхних и нижних полуформ, кантователи верхних и нижних полуформ, сборщик форм, заливочное устройство, распаровщик залитых форм, механизм для отделения литниковой системы, кантователь использованных нижних полуформ и трансбордеры для передачи полуформ и форм в перпендикулярном направлении, установленные на пересечении внешних ветвей, вдоль ветвей от формовочных агрегатов верхних и нижних полуформ до распаровщика залитых форм размещены троллеи, механизм для отделения литниковой системы встроен между заливочным устройством и распаровщиком залитых форм, а кантовате 1ь нижних использованных полуформ расположен между расцаровщиком залитых форм и формовочным агрегатом нижних полуформ.
Кроме того, механизм для отделения литниковой системы выполнен в виде двух расположенных один над другим с зазором валиков.
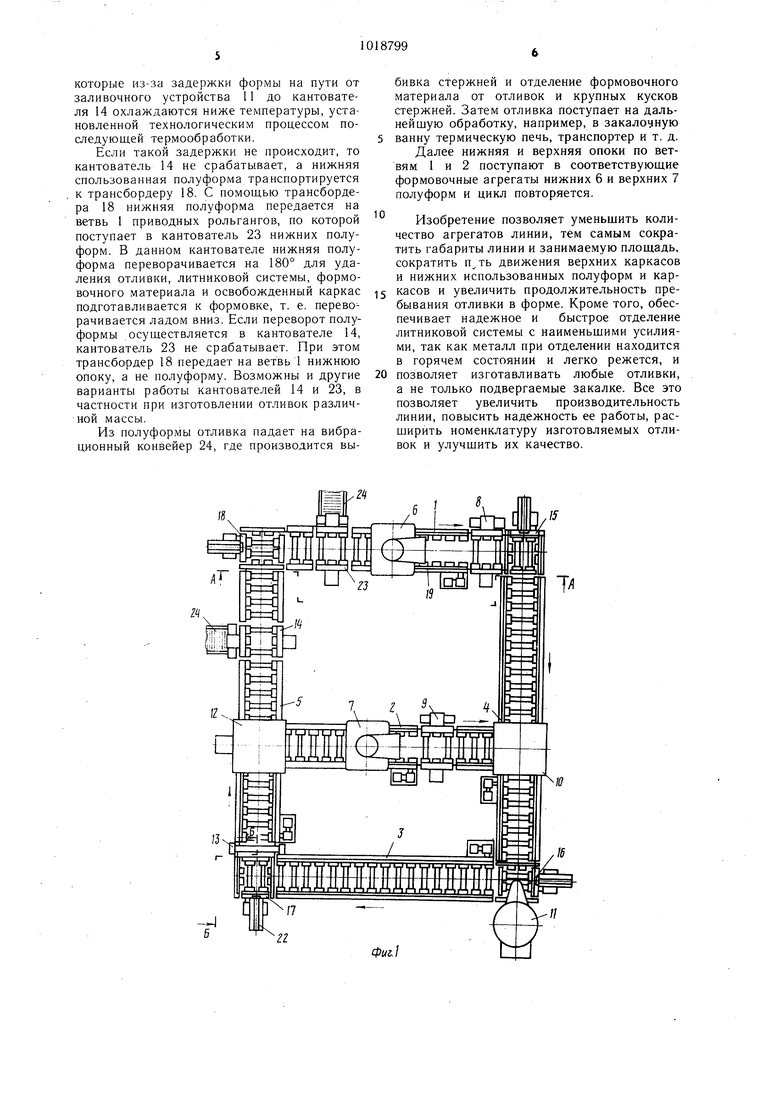
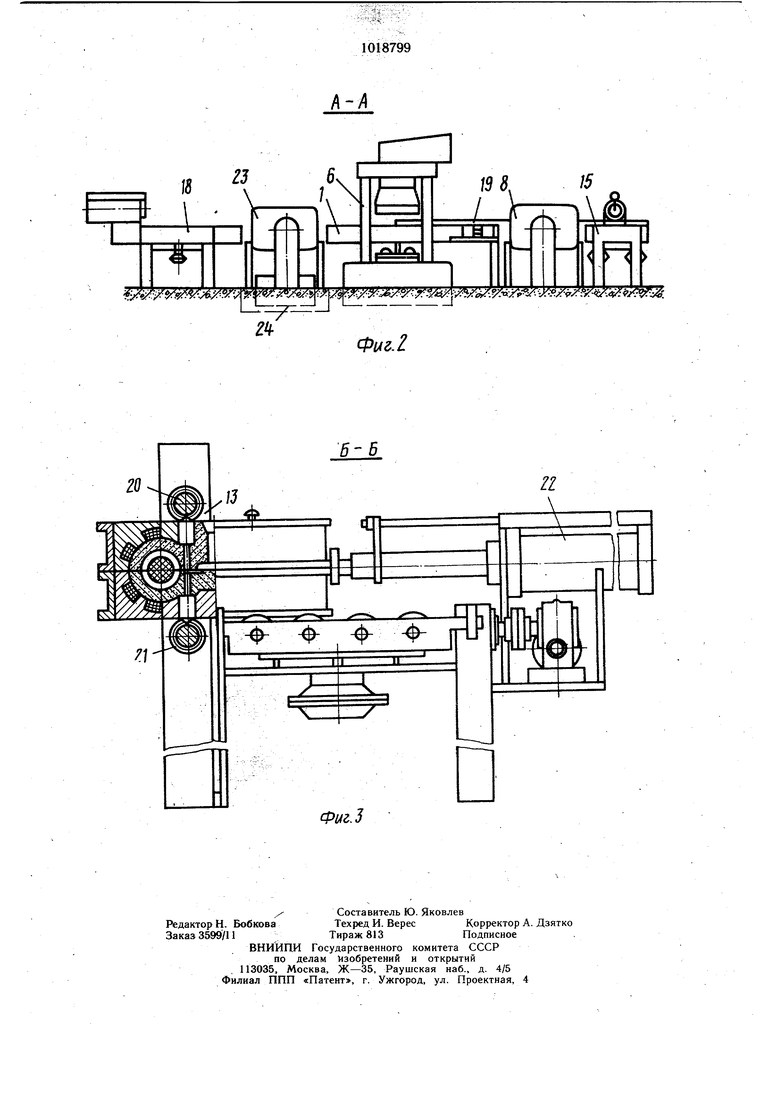
На фиг. 1 изображена автоматическая литейная линия, план; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1.
Линия содержит три параллельных 1-3 и две перпендикулярных 4 и 5 к ним ветви приводных рольгангов, представляющих в плане за.мкнутый прямоугольный контур с дополнительной средней ветвью 2.
Линия включает формовочные агрегаты нижних 6 и верхних 7 полуформ, кантователи нижних 8 и верхних 9 полуформ, установленные на параллельных ветвях 1 и 2 размещенный на пересечении ветвей 2 и 4 сборщик 10 форм, заливочное устройство 11, расположенное на пересечении ветвей 4 и 3, распаровщик 12 залитых форм с перпендикулярным движением разъединенных полуформ, установленный в начале средней ветви 2, механизм 3 для отделения литниковой системы, расположенный между заливочным устройством 11 и-распаровщиком 12 залитых форм, кантователь 14 нижних использованных полуформ, размещенный между распаровщиком 12 залитых форм и формовочным агрегатом нижних 6 полуформ.
На пересечении внешних ветвей 1, 3-5 линии установлены трансбордеры 15-18 для передачи полуформ, форм и каркасов в перпендикулярном направлении. Вдоль ветвей от формовочных агрегатов нижних б и верхних 7 полуформ до распаровщика 12 залитых форм размещены троллеи 19 для подвода электроэнергии к разъемным магнитным формам.
Механизм 13 для отделения литниковой системы, встроенный между заливочным устройством 11 и распаровщиком 12 залитых форм, состоит из двух валиков 20 и 21, расположенных один над другим с зазором, размещенных поперек ветви 5 и установленных за трансбордером 17, снабженным толкателем 22 для проталкивания формы между валиками 20 и 21.
Валики 20 и 21 могут быть снабжены собственным приводом для их вращения, что позволяет встроить их на любом необходимом расстоянии от заливочного устройства 11 и продвигать формы между ними без толкателя 22.
Для расширения технологических возможностей линии между трансбордером 18 и формовочным агрегатом нижних 6 полуформ встроен второй кантователь 23 нижних использцванных полуформ.
Кантователи 14 и 23 предназначены для удаления из использованной нижней полуформы формовочного материала, отливки.
литниковой системы и подготовки нижнего каркаса к заполнению формовочным материалом. Под кантователями 14 и 23 установлены вибрацонные конвейеры 24 с двухъярусными перфорированными настилами для выбивки стержней и отделения формовочного материала от отливок и крупных кусков стержней.
Автоматическая литейная линия работает
О следующим образом.
В формовочных агрегатах 6 и 7 производится пескодувное заполнение, соответственно, нижних и верхних опок ферромагнитным дисперсным материалом, включение
5 электромагнитов, укрепленных внутри опок и протяжка моделей. Готовые полуформы поступают в соответствующие кантователи 8 и 9. где переворачиваются на 180°. После осмотра верхняя полуформа кантователем 9 возвращается в исходное положение и приводными рольгангами ветви 2 подается к сборщику 10 форм. При осмотре кантователь 9 может поворачивать полуформу и на 360°.
Нижняя полуформа с ветви рольгангов трансбордеро.м 15 переводится на перпендикулярную к ней ветвь 4 и также поступает к сборщику 10 форм. Во время движения нижней полуформы по ветви 4 приводных рольгангов до сборщика 10 форм производится ее осмотр и простановка стержней, например, с помощью укладчика стержней (не показан).
В сборщике 10 нижняя полуформа соединяется с верхней. На трансбордере 16 собранную форму заливают расплавом из заливочного устройства II и перемещают на ветвь 3. Перемещаясь по ветви 3 приводных рольгангов, отливка охлаждается.
В поперечной ветви 3 с помощью трансбордера форма передается на перпендикулярную к ней ветвь 5 приводных рольгангов. При проталкивании толкателем 22 формы
0 между валиками 20 и 21 механизма 13 для отделения литниковой системы происходит одновременное приведение в действие верхнего и нижнего подпружиненных отсекателей, расположенных в форме, и отделение литниковой системы непосредственно в форме.
5 Далее форма поступает в распаровщик 12. В распаровщике 12 отключаются намагничивающие устройства формы путем прекращения контакта с троллеями, с|)0рмовочный материал разупрочняется и высыпается из верхней полуформы. Верхний каркас сни0 мается и подается на ветвь 2 приводных рольгангов.
Отливка при этом вместе с литниковой системой остается в нижней полуформе, которая продолжает свое движение по ветви 5 приводных рольгангов и поступает в канто5 ватель 14 использованных нижних полуформ По одному из вариантов работы в этом кантователе из общего потока изготовляемых отливок можно выделить те из. них.
оторые из-за задержки формы на пути от аливочного устройства 11 до кантователя 14 охлаждаются ниже температуры, установленной технологическим процессом последующей термообработки.
Если такой задержки не происходит, то кантователь 14 не срабатывает, а нижняя спользованная полуформа транспортируется к трансбордеру 18. С помощью трансбордера 18 нижняя полуформа передается на ветвь 1 приводных рольгангов, по которой поступает в кантователь 23 нижних полуформ. В данном кантователе нижняя полуформа переворачивается на 180° для удаления отливки, литниковой системы, формовочного материала и освобожденный каркас подготавливается к формовке, т. е. переворачивается ладом вниз. Если переворот полуформы осуществляется в кантователе 14, кантователь 23 не срабатывает. При этом трансбордер 18 передает на ветвь 1 нижнюю опоку, а не полуформу. Возможны и другие варианты работы кантователей 14 и 23, в частности при изготовлении отливок различной массы.
Из полуформы отливка падает на вибрационный конвейер 24, где производится выбивка стержней и отделение формовочного материала от отливок и крупных кусков стержней. Затем отливка поступает на дальнейшую обработку, например, в закалочную ванну термическую печь, транспортер и т. д. Далее нижняя и верхняя опоки по ветвям 1 и 2 поступают в соответствующие формовочные агрегаты нижних 6 и верхних 7 полуформ и цикл повторяется.
Изобретение позволяет уменьшить количество агрегатов линии, тем самым сократить габариты линии и занимаемую площадь, сократить движения верхних каркасов и нижних использованных полуформ и карс касов и увеличить продолжительность пребывания отливки в форме. Кроме того, обеспечивает надежное и быстрое отделение литниковой системы с наименьшими усилиями, так как металл при отделении находится в горячем состоянии и легко режется, и
0 позволяет изготавливать любые отливки, а не только подвергаемые закалке. Все это позволяет увеличить производительность линии, повысить надежность ее работы, расщирить номенклатуру изготовляемых отливок и улучшить их качество. .54t i %tJ:r Фиг.1
| название | год | авторы | номер документа |
|---|---|---|---|
| Литейная линия | 1983 |
|
SU1235654A1 |
| Автоматическая поточная линия для производства отливок | 1977 |
|
SU772716A1 |
| Автоматическая линия для производства термообработанных литых деталей | 1980 |
|
SU876294A1 |
| Автоматическая литейная линия | 1987 |
|
SU1447567A1 |
| Автоматическая линия для производства многономенклатурного литья | 1980 |
|
SU942882A1 |
| Автоматическая литейная линия | 1979 |
|
SU865525A1 |
| Автоматическая литейная линия для изготовления отливок в магнитных разъемных формах | 1986 |
|
SU1696137A1 |
| Автоматическая формовочная линия | 1975 |
|
SU531655A1 |
| Автоматическая линия изготовления отливок | 1982 |
|
SU1066742A1 |
| Автоматическая литейная линия | 1988 |
|
SU1533833A1 |
1. АВТОМАТИЧЕСКАЯ ЛИТЕЙНАЯ ЛИНИЯ, содержащая расположенные по замкнутому технологическому циклу на трех параллельных и двух перпендикулярных к ним ветвях приводных рольгангов формовочные агрегаты верхних и нижних полуформ, кантователи верхних и нижних полуформ, сборщик форм, заливочное устройство, распаровщик залитых форм, механизм для отделения литниковой системы, кантоватеЛь нижних использованных полуформ и трансбордеры для передачи полуформ и форм в перпендикулярном направлении, установленные на пересечении внешних ветвей, отличающаяся тем, что, с целью повыщения производительности и надежности линии при изготовлении отливок в разъемных магнитных формах , вдоль ветвей от формовочных агрегатов верхних и нижних полуформ до распаровщика защитых форм размещены троллеи, механизм для отделения литниковой системы встроен между заливочным устройством и распаровщиком залитых форм, а кантователь нижних использованных полуформ расположен между распаровщиком залитых форм и формовочным агрегатом нижних полуформ. Q $ 2. Линия по п. , отличающаяся тем, что (Л механизм для отделения литниковой системы выполнен в виде двух расположенных один над другим с зазором валиков.
6-6
Фиг.З
| I | |||
| 0 |
|
SU192981A1 | |
| Способ очистки нефти и нефтяных продуктов и уничтожения их флюоресценции | 1921 |
|
SU31A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА ТОНКОСТЕННЫХ ЛИТЫХ ДЕТАЛЕЙ | 0 |
|
SU280781A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
