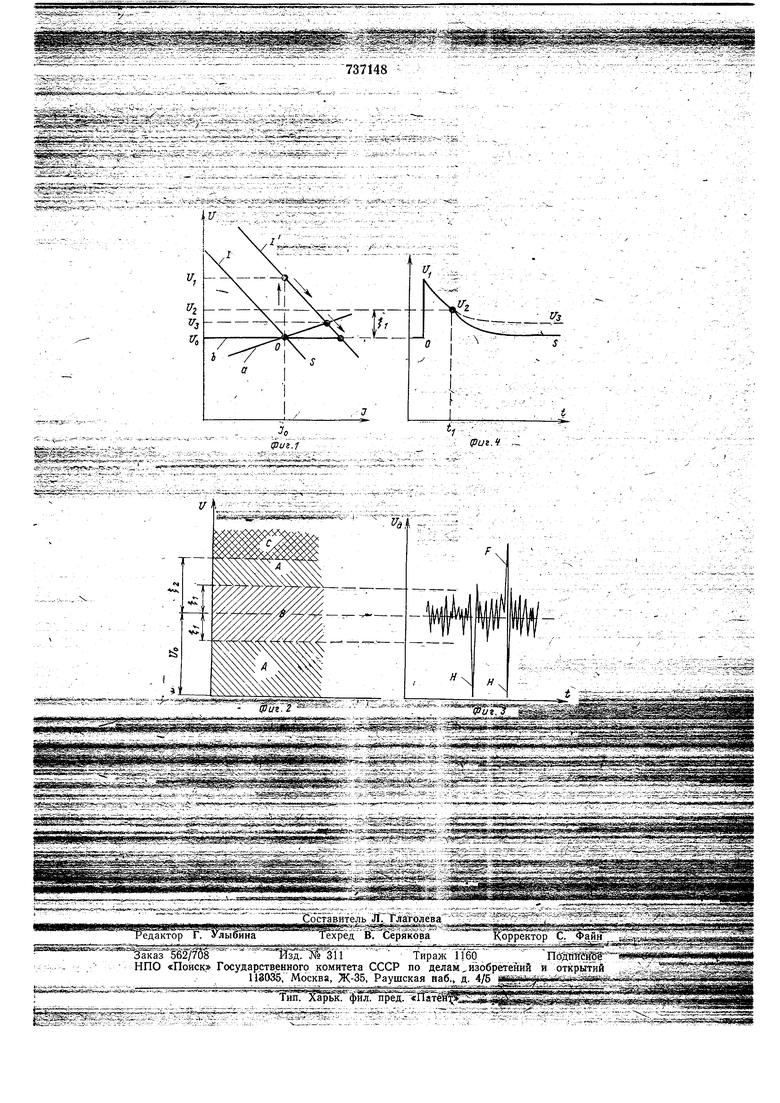
обрыве дуги. При этом, в случае превыще нйя сигналом рассогласования первой уставии регулирование осуществляют путем Гртключения сигнала, соответствующего текущему значению интеграла рассогласованяяг, а в случае превыщения сигналом рассогласования второй уставки регулирование осуществляют путем отключения этого сигнала и подачи постоянного сигнала, соответствующего величине скорости, нредществующей обрыву дуги: - „----.:..-,«,.....,.. На фиг. 1 изображены статйчеокие вольтамперные характеристики питающей системы (сети) и регулирования; на фиг. 2 - эталонные уставки и зоны регулирования; на фиг. 3 - осциллограмма напряжения- дуги с характерными отклонениями; на фиг. 4 - временной график отработки возмущения Процесса сварки по напряжению сети. .,-,. -,. г,.,, ,,-,..-.. ., л ;.-;;,....:,-,..-,..:., - Способ осуществляется следующим образом - -- -- ----- В случае возмущения «сходного режима дуги, определяемого точкой О на фиг. 1, например, .изменением напряжения сети, пред ставлеиным в виде повышения характеристики питающей системы I-Г, возникает рассогласование напряжений Ui-Uo, которые оценивают сравнением с эталонными уставками gi и |2, величину которых выбирают в ср,дтветствии с характерными отклонениями напряжения дуги, как это видно из фиг. 2 и фиг. 3.-Первую уставку |i устанавливают таким образом, чтобы она не превыщала обычных /отклонений напряжений дуги, не приводящих к обрывам дуги f, и коротким замыканиям Я (фиг. 3). Обычно величина |i составляет 10-20% эталонного напряжения. Вторую уставку |2 устанавливают так, чтобы надежно зафиксировать обрыв дуги. Обычно la равно 60-80 % 3fалонйогонапряжения. Уставки я ЛЯШСГТрЖйцаШ з бн регулирования (фиг. 2): А прШорЦИ 5№альнбтб рёгулТйров&ния, вольтамперная характеристика которого для режима, определяемого точкой О, имеет вид прямой а (фиг. I); ,., У ,, В - пропорщионально - интегрального регулирования, вольтамперная характеристика которого является прямой b (фиг. 1); С - зоны независимой скорости подачи проволоки (Отсутствие регулировдния скорости по рассогласова Н1ию). ,1- .. Если рассогласование f/i-f/o больше ti. то сигнал текущего значения интеграла р1ГсШгЯаШвжийЯ ЪТКяетаШт дачи поддерживают пропорционально только рассогласованию, то есть К + Vu, где |- .рассогласование. В; К - коэффициент усиления пропорционального регулирования, мм1сек, В; VQ - скорость подачи электрода ;в установившемся режиме до возмущения, .. .. В результате пропорционЯльного ретулирования рассогласование уменьшается, стремясь к напряжению f/з статического состояния, определяемого точкой пересечения статической внешней характеристики питающей системы /-и статической вольтамперной характеристики пропорционального регулирования а (фиг. I). Но ранее этого рассогласование становится равным |i, а напряжение дуги - величине (72,и в этот момент, равный .fi ,(фиг. 4), вновь подключают сигнал текущего значения интеграла рассогласования, который суммируют с текущим значением рассогласования, а cKOipqcTb электроднойпроволоки устанавливают п-ропорционалЬной сумме, то есть в соответств1ии с зависимостью - Vs )+v,, . где т постоянная времени интегрирования, с. В результате пропорционально - интегрального регулирования скорости Ув ча пряжение дуги уменьщится до величины С/о в соответствии с точкой действительного статического состояния S, что обеспечивает, как это видно из графика отработкивозмущения на фиг. 47 нулевую сташческую ошибку регулирования. При превыш енйи рассогласованием уставки , вследствие обрыва дуги, в зоне регулирования С применяют неизменную скорость электрода VQ, что облегчает возбуждениё дуги Vc K(Ul -г7о) Vo Cofts/,, . де t/a - сигнал интеграла рассогласовав ния, накопленного до отключения (В). , . , . Пример. Автоматическое регулирование по предложенному способу апробировано в лаббратор ныхусловиях на сварочном автомате типа АДС-1000 при газоэлектрической сварке и сварке под флюсом на режиме: сила тока 400-500 А, напряжение 35-40 В. Интегрирование сигнала рассоржасбван ияг производилось с помощью кетной приставкиТ содержащей электродвиатёл ь и регулируемый 1ИггеЧ1шС 1Г№аТ1 задающей обмотки управленияэлектрома- щинного усилителя. Уставки задавались следующими значениями: gi И S, 12.5. Переключение Регулирования ocyщiecтвлялось двумяэлектромагнитами реле, напря- жен.ия срабатывания которых устанавлива------ - -«1-j.,ff-,. - лись равными устав1кам |i и z „„ ::Г Опробование по(казало, что способ обес, .:;ц;в«й ; печивает улучц1ение качества сварки, прИ
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство автоматического регулирования длины дуги для сварки плавящимся электродом | 1978 |
|
SU749590A1 |
| Способ электродуговой сварки | 1980 |
|
SU1115872A1 |
| СПОСОБ АВТОМАТИЧЕСКОЙ ДУГОВОЙ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2011 |
|
RU2490103C1 |
| Способ регулирования сварочной дуги и устройство для его осуществления | 1985 |
|
SU1328103A1 |
| Источник питания для дуговой сварки с регулируемой крутизной вольтамперной статической характеристики | 1983 |
|
SU1100057A1 |
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ ДУГОВОЙ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ С ПОДАЧЕЙ ПРИСАДОЧНОЙ ПРОВОЛОКИ | 1991 |
|
RU2016722C1 |
| Универсальный источник питания для дуговой сварки | 1987 |
|
SU1423313A1 |
| УСТРОЙСТВО ДЛЯ РЕГУЛИРОВАНИЯ ЭЛЕКТРИЧЕСКОГО РЕЖИМА ДУГОВОЙ МНОГОФАЗНОЙ ЭЛЕКТРОПЕЧИ | 2002 |
|
RU2238616C2 |
| Способ фазового управления асинхронным электродвигателем и устройство для его осуществления | 1978 |
|
SU928582A1 |
| Источник питания для дуговой сварки | 1988 |
|
SU1496943A1 |
.: -..а:
.
-i-, --«
