А-А на фиг. 1; на фиг. 3 - разрез по Б-Б на фиг. 1.
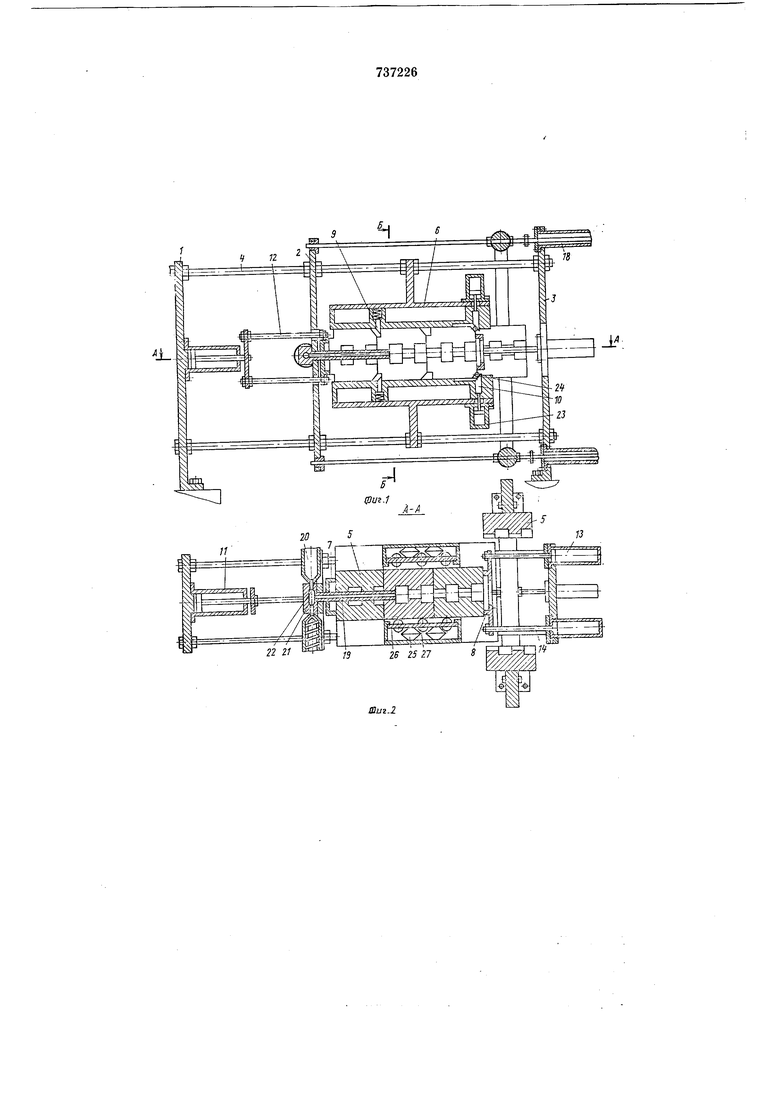
Устройство содержит монтажные плиты L 2 и 3, соединенные колоннами 4, четыре пары полуформ 5, размещенные в обойме 6 прижимные плиты 7 и 5, расположенные с торцов обоймы 6, пруж1инные защелки 9 и запорные клинья 10, расположенные в обойме 6. На монтажной плите 1 помещен толкающий гидропилиндр 11 для перемещения полуформ 5, через толкатели 12 и плиту 7.
Давление па полуформы 5 осуществляется от гидропилиндров 13, помещеппых на монтажной плите 3, через штанги 14 и плиту 8.
Устройство также снабжепо пружинными захватами 15, с гидроцилиндрами 16 и штангам/и 17 для их поперечного перемещения и гидроцилиндрами 18 для осевого перемещения захватов 15.
На монтажной плите 2 укреплена литниковая втулка /Я имеющая литниковый канал, по KOTOjioMiy расплав от двух литьевых машин 20 через полость 21 с запорным шариком 22 подается в оформляющую полость полуформ 5.
Запорные клинья 10 снабжены гидроцилиндром 23 и воздействуют на полуформы 5 через ролики 24.
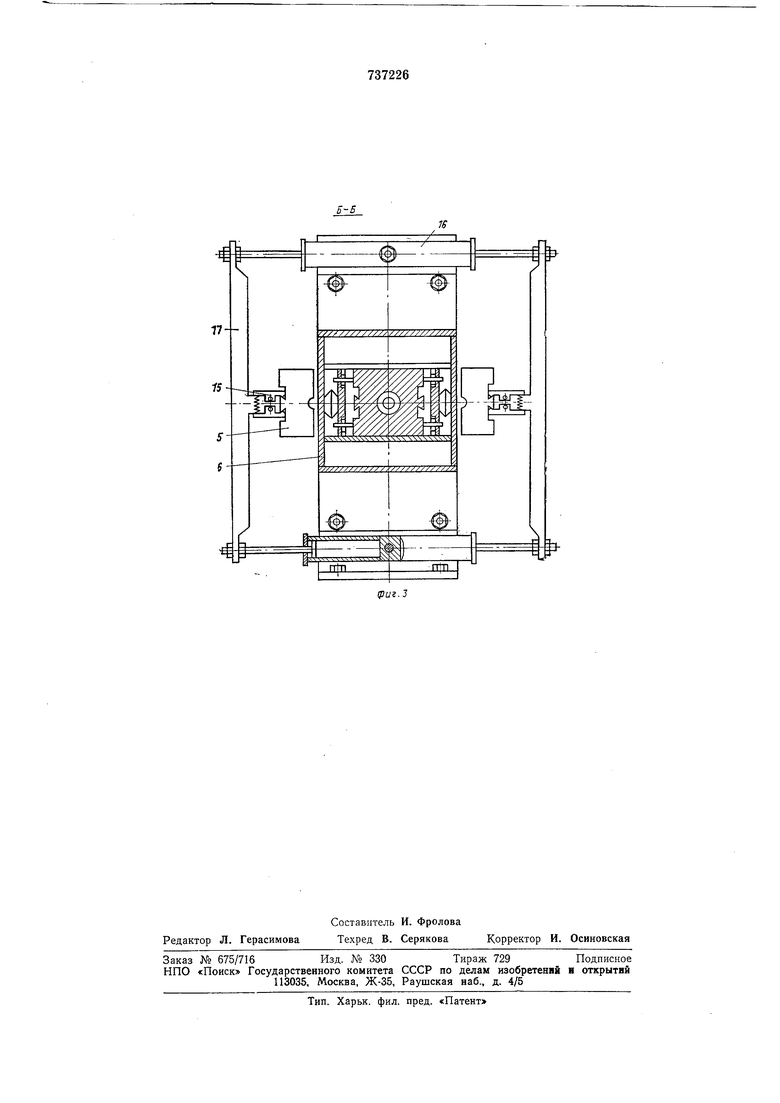
Обойма 6 выполнена обогреваемой и имеет тарельчатые пружины 25, подвижные плиты 26 и ролики 27.
Устройство работает следующим образом,
Расплав поочередно подают от литьевых машин 20 через литниковую втулку 19 в оформляющую полость полуформ 5, одПовременно сомкнутые полуформы 5 под воздействием гидроцилиндров // и 13 через плиты 7 и 5 сжимаются и перемещаются -Вправо на величину, равную длине одной ползформы. При этом запорные клинья 10 отведены гидроцилиндрами 23 в исходное положение, а пружинные защелки 9 фиксируют левую пару полуформ 5. В начале процесса формования в крайней правой паре полуформ 5 может быть установлена пробка для создания противодавления литью. Давление от гидроцилиндров 13 на полуформе 5 немного меньше, чем от идроцилиндра //, что позволяет, подерЖ1ивая постоянное осевое давление ежду парами полуформ 5, перемеать мх в обойме 6 вправо. После отвердения материала в правой паре полуформ 5 запорные клинья 10 вводятся в зацеп ление с полуформами 5 через рюлиюи 24 и создают осевое давление на полуформы 5, прижимая их к пружинным защелкам 5. Давление: )в гидроцилиндрах // и 13 снимается, плиты 7 и 5 разводятся. Правые полуформы 5 вместе с пружинными ахватами 15, щтангами 17, и гидроцилинрами 16 пфбмещаются под воздействием
гидроцилиндров 18 влево, где нроисход1ит смыкание полуформ 5 около литниковой втулки 19. Небольшим осевым перемещением захватов 15 их выводят из зацепления с полуформами 5 и разводят гидроцилиндрами 16. Далее гидроцилиндры 16 вместе со штангами 17 и захватами 15 перемещаются в крайнее правое положение, где захваты 15 вводятся в зацепление с полуформами 5 и разводят их. Плита 8 под воздействием гидроцилиндров 13 перемещается влево до соприкосновения с полуформами 5, создавая осевое давление. Запорные клинья 10 вместе с роликами 24 отводятся.
Плита 7 под воздействием гидроцилиндра // перемещает полуформы вправо и обойма 6, одновременно от литьевой машины 2(9 подает расплав в оформляющую полость полуформ 5, где происходит формование
изделия. Подаваемый расплав перемешивается с расплавом, находящимся в полуформах 5. Далее цикл повторяется.
Использование предлагаемого устройства позволит увеличить давление литья,
так как обеспечивается плотное смыкание полуформ в процессе литья, что обеспечивает уменьшение расхода материала и повышает качество изделий.
Формула изобретения
1.Устройство для изготовления длинномерных изделий сложной конфигурации из полимерных материалов, содержащее монтажные плиты, неподвижно закрепленную на них обойму, внутри которой установлены с возможностью перемещения последовательно расположенные пары полуформ, отличающееся тем, что, с целью повышения качества изделий, путем создания осевого давления на полуформы, оно снабжено расположенными с торцов обоймы прижимными плитами с приводом их перемещения, и размещенными в обойме взаимодействующими с полуформами подпружиненными защелками и запорными клиньями с приводО М их перемещения.
2.Устройство поп. 1, о т л и ч а ю щ е ес я тем, что, с целью переноса полуформ в
исходное положепие, оно снабжено размещенными на монтажных плитах пружинными захватами, установленными с возможностью поперечного и осевого их перемещения, и приводами их перемещения.
3. Устройство по пп. 1 и 2, о т л и ч а ющ е е с я тем, что приводы прижимных плит, запорных клиньев, и пружинных захватов выполнены в виде пидроцилипдров.
Источники информации, принятые во внимание при экспертизег
1.Патент Великобритани1и № 1028277, кл. В 5 А, опуближ. 1966.
2.Патент ФРГ № 1255292, кл. 39 а, 17/02, 1968 (прототип).
S-Б
| название | год | авторы | номер документа |
|---|---|---|---|
| Литьевая форма для изготовления полимерных изделий | 1982 |
|
SU1130487A1 |
| Литьевая многопозиционная машина для переработки термопластичных материалов | 1989 |
|
SU1680539A1 |
| Литьевая форма | 1981 |
|
SU1101361A1 |
| УНИВЕРСАЛЬНЫЙ БЛОК ДЛЯ СМЕННЫХ ПАКЕТОВ ЛИТЬЯ ПОД ДАВЛЕНИЕМ | 1998 |
|
RU2135323C1 |
| Литьевая форма | 1973 |
|
SU494269A1 |
| МОДЕЛЬНАЯ ОСНАСТКА ДЛЯ ИЗГОТОВЛЕНИЯ БЕЗРАЗЪЕМНОЙ ЛИТЕЙНОЙ ФОРМЫ | 2002 |
|
RU2234999C2 |
| Пресс-форма для литья под давлением | 1979 |
|
SU829331A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРШНЕЙ ДВИГАТЕЛЕЙ ВНУТРЕННЕГО СГОРАНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2476291C1 |
| ЛИТЬЕВАЯ ФОРМА ДЛЯ ПОЛУЧЕНИЯ ИЗДЕЛИЙ ПОД ВЫСОКИМ ДАВЛЕНИЕМ | 1989 |
|
RU2072304C1 |
| ГОРЯЧЕКАНАЛЬНАЯ ФОРМА ДЛЯ ИНЖЕКЦИОННОГО ПРЕССОВАНИЯ КРУПНОГАБАРИТНЫХ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ | 2014 |
|
RU2596748C2 |