Изобретение относится к литейному производству, в частности к технике изготовления отливок сложной конфигурации с поднутрениями по наружной поверхности, например, корпуса электродвигателя.
Известна “Литейная постоянная модель” по а.с. 1734924, кл. В 22 С 7/00. Модель снабжена прижимными гайками, установленными на оси и размещенными между пружинами и подвижными элементами и ограничителями хода грузов, расположенных на неподвижных элементах, при этом ось имеет колено в месте сопряжения с подвижным элементом, а груз закреплен на прижимной гайке.
Недостатком является то, что при изготовлении сложной ребристой формы по предложенной модели получается одна полуформа, а для изготовления полной формы нужны 2 полуформы, при стыковке которых возникают неизбежные смещения их относительно друг друга, а это снижает качество получаемой отливки.
Известна модельная оснастка, описанная в а.с. 1733181, кл. В 22 С 7/00 “Модельная оснастка для изготовления безразъемной литейной формы”, принятая нами за прототип. Модельная оснастка отличается тем, что она имеет 4 секции, а механизм их перемещения состоит из зубчатых валов, шестерен и вертикальной рейки, на которой выполнены два последовательно расположенных участка с зубьями, причем рейка установлена вертикально и имеет привод возвратно-поступательного перемещения, а секции закреплены на зубчатых колесах.
Недостаток указанной модельной оснастки состоит в том, что остаточная упругая деформация в “болванах” литейной формы, оформляющих высокие ребра, может привести к их разрушению при протяжке.
Отсутствие центрирующей поверхности для установки внутреннего стержня, оформляющего внутреннюю поверхность отливки, приводит к разнотолщинности отливки, т.е. снижению ее качества.
Целью предлагаемой модельной оснастки является повышение качества отливки.
Поставленная цель достигается тем, что модельная оснастка для изготовления безразъемной литейной формы, преимущественно для корпуса электродвигателя, содержащая корпус, имеющий четыре подвижные секции, установленные между соединенными вертикальной балкой обоймой и колодкой, механизмом перемещения подвижных секций, в отличие от известной подвижная секция выполнена из двух частей, каждая из которых снабжена опорными поверхностями, взаимодействующими как с запорным элементом, так и с механизмом их перемещения; вертикальная балка с подвижно установленной в ее верхней части траверсой кинематически связана с плитами, при этом кинематическая связь включает тягу и рычаг, а ось рычага закреплена на обойме, колодка имеет формообразующий элемент.
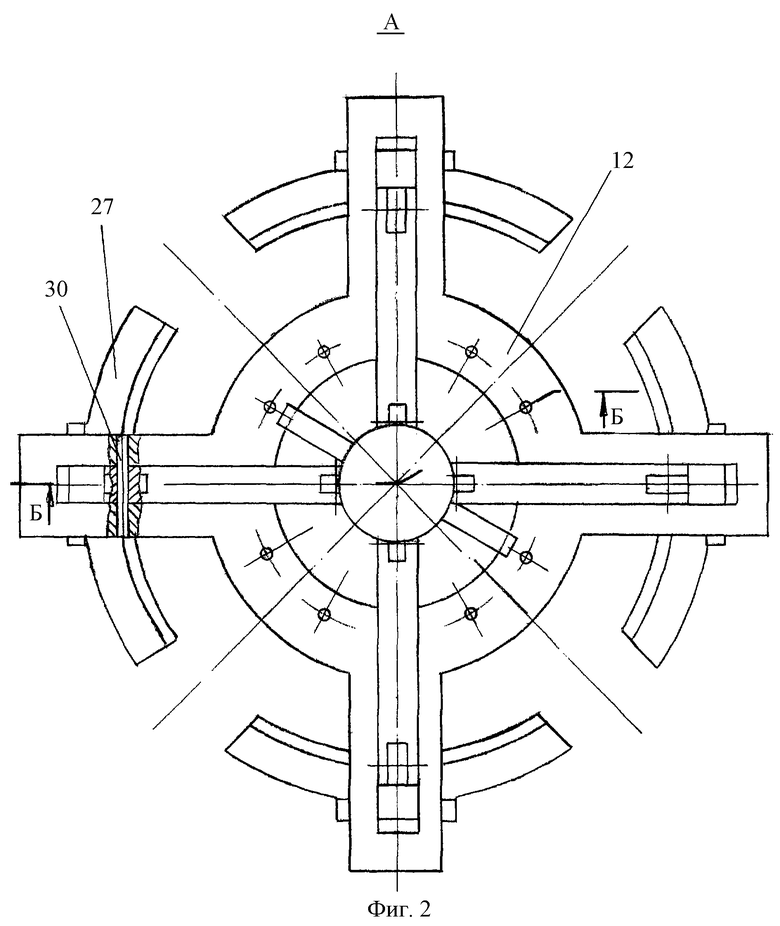
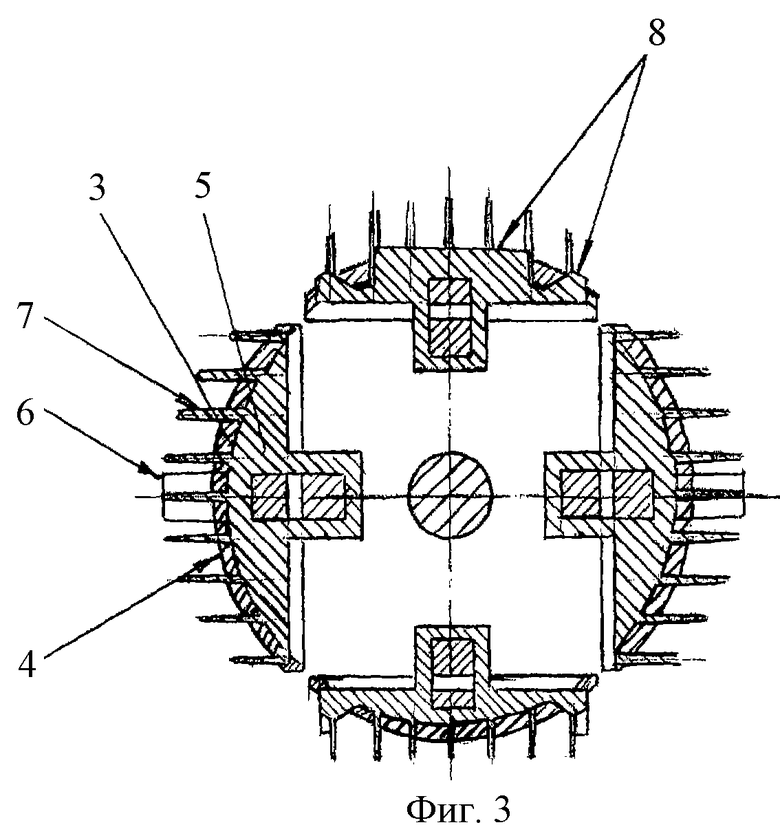
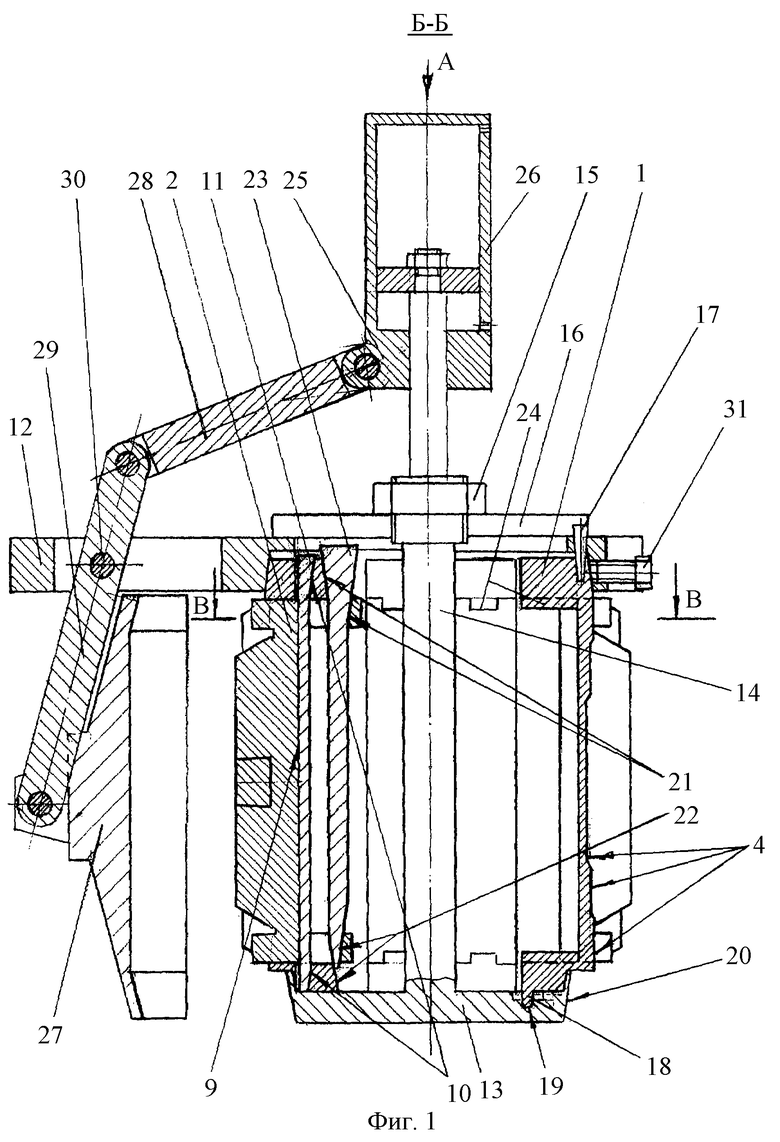
На фиг.1 схематически представлен общий вид - разрез Б-Б на фиг.2 предлагаемой модельной оснастки; на фиг.2 - вид А на фиг.1; на фиг.3 - разрез В-В на фиг.1.
Модельная оснастка содержит корпус 1, состоящий из четырех подвижных секций 2, каждая из которых имеет сегмент 3 с поверхностями 4, оформляющими наружный контур отливки и кассету 5 с поверхностями 6, оформляющими высокие ребра 7 и другие выступающие элементы отливки 8. Каждая из кассет 5 вставлена в соответствующий сегмент 3 и закреплена в нем благодаря наличию опорных поверхностей 9 и 10 и запорного элемента 11. Жесткая конструкция корпуса 1 образована установкой с натягом сегментов 3 между обоймой 12 и колодкой 13, закрепленных через вертикальную балку 14 с помощью гайки 15 и планки 16. При этом штифты 17 и 18 воспринимают силовое воздействие, а штифт 18 и колодка 13 имеют опорную поверхность 19 для поворота сегмента 3, при этом колодка 13 имеет формообразующий элемент 20. Каждая из кассет 5 и каждый из сегментов 3 имеют опорные поверхности 21 и 22, взаимодействующие с подвижным элементом 23 механизма их перемещения (на чертеже не показан), и прямолинейные направляющие 24.
На верхнем конце вертикальной балки 14 подвижно установлена траверса 25, жестко связанная с механизмом ее перемещения, например гидроцилиндром 26, и имеющая кинематическую связь с четырьмя плитами 27 через тяги 28 и рычаги 29, при этом оси 30 рычагов 29 закреплены в обойме 12, а винты 31 установлены в обойме 13 с возможностью силового воздействия на каждый из сегментов 3.
Модельная оснастка в собранном виде вводится в опоку. При этом плиты 26 разжаты, а колодка 13 устанавливается на предварительно уплотненный слой формовочной смеси. После засыпки формовочной смесью опоки с модельной оснасткой производится предварительное уплотнение формовочной смеси прессованием или с помощью встряхивающего механизма формовочной машины (на чертеже не показан). Включением гидроцилиндра 26 траверса 25 перемещается вниз по вертикальной балке 14 и через тяги 28 и рычаги 29 плитами 27 производится окончательное объемное уплотнение формовочной смеси.
Для извлечения модельной оснастки из формы сначала включением гидроцилиндра 26 траверса 25 перемещается вверх по вертикальной балке 14 и через тяги 28 и рычаги 29 плиты 27 разводятся. Затем попарно извлекают запорные элементы 11 и механизмом перемещения подвижных элементов 23 кассеты 5 перемещают к центру. Когда кассеты 5 смыкаются, их вместе с подвижными элементами 23 удаляют из модельной оснастки. Эти же действия повторяют и с другой парой кассет 5. После этого вращением гайки 15 через планку 16 снимают силовое воздействие в жестком узле: обойма 13, сегменты 3 и штифты 17. Затем попарно вынимают штифты 17 и винтами 31 попарно поворачивают сегменты 3 к центру вокруг опорных поверхностей 19. Эти же действия повторяют с другой парой сегментов 3.
После этого модельная оснастка выводится из опоки, а стержень, оформляющий как литниковую систему так и внутренний диаметр отливки, устанавливают на центрирующую поверхность, сформированную благодаря наличию формообразующего элемента 20. Безразъемная литейная форма готова к заливке.
После очистки модельной оснастки производится ее сборка в обратном порядке: сегменты 3 поворачивают вокруг опорной поверхности 19 в исходное положение, устанавливают штифты 17 и вращением гайки 15 через планку 16 создают жесткую конструкцию: обойма 12, сегменты 3, штифты 17.
Затем поочередно в сегменты 3 устанавливают соответствующие кассеты 5 и запирают их зажимным элементом 11 и устанавливают подвижные элементы 23 механизма перемещения.
Модельная оснастка готова к следующему циклу формообразования.
| название | год | авторы | номер документа |
|---|---|---|---|
| Модельная оснастка для изготовления безразъемной литейной формы | 1989 |
|
SU1733181A1 |
| МАШИНА ДЛЯ ЦЕНТРОБЕЖНОГО ЛИТЬЯ С ВЕРТИКАЛЬНОЙ ОСЬЮ ВРАЩЕНИЯ | 1995 |
|
RU2100140C1 |
| Оснастка для вакуумной формовки | 1979 |
|
SU850266A1 |
| Трехпозиционная формовочная машина | 1976 |
|
SU880611A1 |
| Оснастка для вакуумной формовки | 1988 |
|
SU1671398A1 |
| Оснастка для вакуумной формовки | 1980 |
|
SU882695A1 |
| Способ изготовления литейных форм и стержней по технологии формовки холодно-твердеющих смесей (ХТС) в модельно-стержневую оснастку, формообразующая которой изменяет геометрию за короткое время | 2022 |
|
RU2804514C1 |
| СПОСОБ ФОРМОВКИ НА АВТОМАТИЧЕСКИХ ФОРМОВОЧНЫХ ЛИНИЯХ С ГОРИЗОНТАЛЬНЫМ РАЗЪЕМОМ ФОРМЫ | 2011 |
|
RU2532716C2 |
| ПОДВЕСНОЙ МАНИПУЛЯТОР | 2009 |
|
RU2433017C2 |
| Стержень для вакуумной формовки крупногабаритных литейных форм | 1985 |
|
SU1294454A1 |
Изобретение может быть использовано в литейном производстве при изготовлении отливок сложной конфигурации с поднутрениями по наружной поверхности, например, корпуса электродвигателя. Модельная оснастка содержит корпус, имеющий четыре подвижные секции. Секции установлены между обоймой и колодкой, соединенных вертикально балкой. Подвижная секция состоит из двух частей, имеющих опорные поверхности, взаимодействующих с запорным элементом и механизмом перемещения секций. Вертикальная балка снабжена подвижной траверсой, кинематически связанной с плитами посредством тяги и рычага, ось которого закреплена на обойме. Колодка имеет формообразующий элемент, который формирует центрирующую поверхность, по которой в дальнейшем в безразъемную форму устанавливают стержень, оформляющий как литниковую систему, так и внутренний диаметр отливки. Обеспечивается повышение качества отливок. 3 ил.
Модельная оснастка для изготовления безразъемной литейной формы, содержащая корпус, состоящий из четырех подвижных секций, установленных между обоймой и колодкой, соединенных вертикальной балкой, механизм перемещения подвижных секций, отличающаяся тем, что каждая подвижная секция снабжена запорным элементом и состоит из двух частей, имеющих опорные поверхности, взаимодействующие как с запорным элементом, так и с механизмом перемещения секций, вертикальная балка снабжена подвижно установленной в ее верхней части траверсой, кинематически связанной посредством тяги и рычага с плитами, при этом ось рычага закреплена на обойме, а на колодке выполнен формообразующий элемент.
| Модельная оснастка для изготовления безразъемной литейной формы | 1989 |
|
SU1733181A1 |
| Литейная постоянная модель | 1990 |
|
SU1752483A2 |
| Литейная постоянная модель | 1990 |
|
SU1734924A1 |
| US 3672435, 27.06.1972. | |||

